已加工表面质量
- 格式:pptx
- 大小:694.66 KB
- 文档页数:30
加工表面质量名词解释
加工表面质量是指通过加工制造过程中对零件表面的加工精度、表面形状、表面光洁度等方面的要求。
下面是一些常见的加工表面质量名词解释:
1. 光洁度:表面光滑程度的度量,通常使用Ra值表示。
Ra值越小,表面越光滑。
2. 平面度:平面与某个基准面之间的最大距离差,通常使用mm或μm表示。
3. 圆度:圆形轮廓与理论圆形之间的最大距离差,通常使用mm或μm表示。
4. 残余毛刺:加工后留在零件表面的微小凸起,通常使用μm 表示。
5. 毛坯余量:零件加工后与最终尺寸之间的距离差,通常使用mm或μm表示。
6. 粗糙度:表面的不规则程度,通常使用Rz、Rmax、Rt值表示。
Rz值越小,表面越光滑。
这些参数通常用于描述零件表面的质量要求,以确保零件能够达到其设计要求并且具有所需的性能和可靠性。
加工质量标准一、精度控制精度控制是加工质量标准的核心,包括以下几个方面:尺寸精度:加工后的零件尺寸应符合设计要求,误差应在规定范围内。
形状精度:加工后的零件形状应符合设计要求,如圆度、直线度、平面度等。
位置精度:加工后的零件各部分之间的相对位置应符合设计要求。
表面粗糙度:加工后的零件表面应具有合适的粗糙度,以满足使用要求。
二、表面质量表面质量是评价加工质量的重要指标,包括以下几个方面:表面粗糙度:如前所述。
表面硬化层:加工后的零件表面应具有适当的硬化层,以提高耐磨性和耐腐蚀性。
表面残余应力:加工后的零件表面应无残余应力,以免在使用过程中出现变形和裂纹。
表面金相组织:应根据材料性质和加工要求,控制表面金相组织的类型和分布。
三、几何尺寸几何尺寸是评价加工质量的基本指标,包括以下几个方面:长度、宽度、高度:加工后的零件各方向尺寸应符合设计要求。
平行度、垂直度、角度:加工后的零件各方向之间应保持正确的平行度、垂直度和角度。
同轴度、对称度:对于有多个相同部分的零件,其同轴度和对称度应达到一定要求。
四、形状精度形状精度是评价加工质量的重要指标,包括以下几个方面:圆度、直线度、平面度:加工后的零件形状应符合设计要求。
圆柱度、圆锥度:加工后的零件圆柱度和圆锥度应达到一定要求。
曲线加工精度:对于复杂的曲线零件,其曲线加工精度应满足设计要求。
五、位置精度位置精度是评价加工质量的重要指标,包括以下几个方面:平行度、垂直度、角度:加工后的零件各部分之间的相对位置应符合设计要求。
同轴度、对称度:对于有多个相同部分的零件,其同轴度和对称度应达到一定要求。
位置度:加工后的零件上各要素的位置应符合设计要求。
六、清洁度清洁度是评价加工质量的重要指标,特别是对于高精度、高要求的加工场合,必须严格控制清洁度指标。
包括以下几个方面:表面清洁度:加工后的零件表面应无杂质、污物等影响使用性能的因素。
防锈处理:加工后的零件应进行适当的防锈处理,以保证长时间内不生锈。
影响表面粗糙度的因素表面粗糙度是衡量已加工表面质量的重要标志之一,它对零件的耐磨性、耐腐蚀性、疲劳强度和配合性质都有很大影响。
但是,在加工中表面粗糙度影响因素有很多,为了达到良好的表面粗糙度,我们就来了解一下这些因素有哪些。
影响表面粗糙度的因素一、加工表面粗糙的原因1、残留面积:残留面积是刀具的主、副切削刃切削后,残留在已加工表面上的一些尚未被切去的面积。
2、鳞刺:用高速钢刀具低速或中速切削塑性金属材料时,如低碳钢、中碳钢、不锈钢、铝合金等,常在已加工表面上产生鱼鳞片状的毛刺,称为鳞刺。
出现鳞刺会显著增大已加工表面的表面粗糙度。
3、积屑瘤:在切削过程中,当产生积屑瘤时,其突出的部分能代替切削刃切入工件,在已加工表面上划出深浅不一的沟纹;当积屑瘤脱落时,部分积屑瘤碎片粘附在已加工表面上,形成细小毛刺,造成表面粗糙度增大。
4、振动:在切削加工时,由于工艺系统产生周期性振动,使已加工表面出现条痕或波纹痕迹,使表面粗糙度值明显增大。
二、影响表面粗糙度的因素凡影响残留面积、积屑瘤、鳞刺、振动的因素都影响加工表面粗糙度。
1、切削用量:进给量对残留面积的影响最大。
进给量减小,残留面积减小。
切削塑性金属时,当切削速度很低或很高时,表面粗糙度值较小。
这是因为低速时积屑瘤不易产生;切削速度较高时,塑性变形减小,可消除鳞刺的产生。
在切削脆性材料时,切削速度的影响较小,因为材料变形小,故表面粗糙度值也减小。
2、刀具几何参数:刀具的刀尖圆弧半径、主偏角和副偏角对残留面积和振动有较大的影响。
一般当刀尖圆弧半径增大,主偏角和副偏角减小时,表面粗糙度值小,但如果机床刚度低,刀尖圆弧半径过大或主偏角过小,会由于切削力增大而产生振动,使表面粗糙度值增大。
3、刀具材料:刀具材料不同,刃口圆弧半径的大小和保持锋利的时间是不同的。
高速钢刀具能刃磨得很锋利,但保持的时间较短,所以在低速切削时表面粗糙度值较小。
硬质合金刀具刃磨后刃口圆弧半径较大,在高速度下切削表面粗糙度值较小。
机械加工零件表面质量控制措施摘要:本文首先针对影响机械加工零件表面质量的原因进行了逐一地分析,并在此基础上,从个人经验出发,建设性地提出了针对机械加工零件表面质量的对应控制办法。
希望通过此次经验交流,本文能够为从事相关行业的工作人员带来一定有价值的参考,并且希望本篇文章能够发挥出抛砖引玉的作用。
关键词:机械加工零件;加工;常见问题;控制办法自改革开放之后,中国经济水平得到了快速的发展,机械化水平成程度逐渐提高,各种机械设备在我国得到了广泛的使用。
在这样的大背景下,国人对于机械设备零件的加工质量便有了更高的要求,每一个零部件的质量和所组成的机械设备质量之间有着极为密切的关联性。
所以相关技术人员在从事零件表面机械加工的过程当中,应采取有效的质量控制手段,保障所生产的零部件符合相关的质量要求,这样才能使自身得到可持续发展。
一、对机械加工零件表面质量产生影响的原因分析机械加工零件其表面质量,往往同该零件的整体质量有着极为密切的关联性,若机械零件的表面质量无法得到保障,必定会在机械运转的过程当中,产生诸多的问题。
认识和了解常见的机械零件的表面质量问题产生原因,对于增强机械零件整体质量,有着直接的联系。
结合个人经验,本文认为造成机械零件表面质量出现问题的原因主要有以下两个方面。
1.机械加工零件表面粗糙度对零件质量产生的影响。
在机械加工零件当中,其零件表面的粗糙性会对该零件产生直接的质量影响,分析造成粗糙度差异的原因,主要是因为机械零件加工材料的特点和在切削作业当中对材料使用量存在有差异形成的。
若机械零件在生产过程当中,材料的质量存在有差异性,便会直接对所制作机械零件的质量产生决定性影响。
例如:若机械零件在生产过程当中,所使用的材料是塑性材料,那么在针对刀具进行加工作业的过程当中,便很容易出现塑性变形现象,又因为在切削作业的过程当中,又会对零部件产生撕裂分离作用,所以零件表面的粗糙程度便会得到增加。
所选择的机械零件材料的韧性材料越优秀,在零件加工和的过程中便会产生更加剧烈的塑性形变,致使零件的表层结构更加粗糙。
机加工零件表面质量(粗糙度)检测实验一、实验目的1、了解机床加工刀具对零件加工表面质量的影响。
2、掌握表面粗糙度检测常用仪器的原理及使用方法。
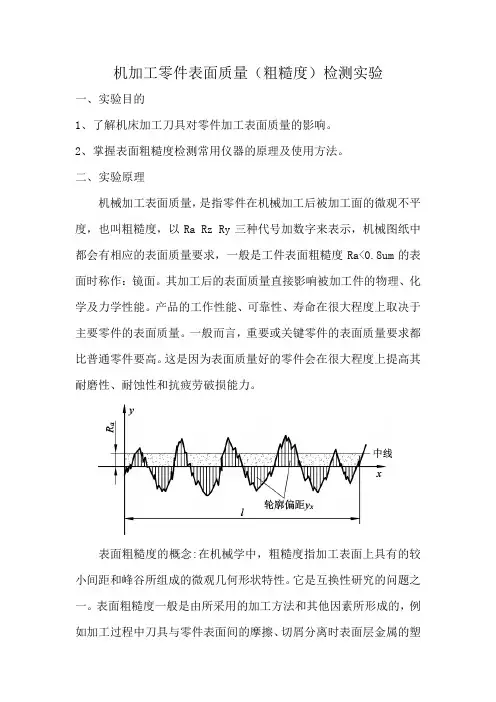
二、实验原理机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra Rz Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称作:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
表面粗糙度的概念:在机械学中,粗糙度指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。
它是互换性研究的问题之一。
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法或其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。
无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹。
表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
机械加工表面质量第三章一、机械加工表面质量的定义机械加工表面质量是指机械加工过程中所得到的工件表面的光滑度、粗糙度和形状偏差等特征的综合表征。
在机械加工过程中,工件表面的质量对于产品的功能和外观有着非常重要的影响。
因此,在机械加工中,必须对工件的表面质量进行严格控制,以保证产品的性能和质量。
机械加工表面质量的评定主要包括以下几个方面:1.光滑度:表面的光滑度是指表面平整度和光泽度的综合评价。
优良的光滑度可以提高工件的表面美观度,并减少与介质之间的摩擦和粘附。
2.粗糙度:表面的粗糙度是指表面上微小凹凸的高度和间距。
粗糙度对于工件的摩擦、磨损和密封性能有着重要的影响。
粗糙度越小,表面越光滑,摩擦系数越小。
3.形状偏差:形状偏差主要包括平面度、直线度、圆度和轮廓度等。
形状偏差反映了工件表面轮廓与理想轮廓之间的偏离程度。
形状偏差对于工件的密封性能、装配性能和运动精度有着重要的影响。
二、机械加工表面质量的评定方法机械加工表面质量的评定方法主要包括两种:检验法和测量法。
2.1 检验法检验法是通过肉眼或放大镜观察工件表面的外观和质量特征进行评定。
这种方法简单直观,适用于工件表面质量要求不高的情况。
常见的检验法包括目视检查、放大镜检查和样品比对检验等。
2.2 测量法测量法是利用各种测量仪器对工件表面的光滑度、粗糙度和形状偏差等进行定量测量和评定。
测量法具有高精度、高灵敏度的特点,适用于对工件表面质量要求较高的情况。
常见的测量方法包括光学测量、机械测量和电子测量等。
2.2.1 光学测量光学测量是利用光学仪器进行工件表面质量的测量和评定。
常见的光学测量方法有:•白光干涉法:利用白光的干涉原理测量工件表面的形状偏差。
•投影仪测量法:利用投影仪进行工件表面形状偏差的测量。
•激光扫描法:利用激光扫描仪对工件表面进行扫描,获取工件表面形状的三维信息。
2.2.2 机械测量机械测量是利用机械仪器对工件表面质量进行测量和评定。
常见的机械测量方法有:•宏观测量法:利用尺子、卡尺等测量工具对工件表面的尺寸、平面度等进行测量。