背板压接工艺设计技术交流
- 格式:ppt
- 大小:5.37 MB
- 文档页数:49
压接工艺设计范文一、引言压接工艺是一种常用的金属连接方法,在许多行业中都有广泛的应用。
本文将设计一种适用于金属材料连接的压接工艺,并探讨其可行性和效果。
二、压接工艺的选择在选择适合的压接工艺之前,首先需要确定连接材料的种类和要求。
本文以两种金属材料A和B为例,其连接要求为坚固、密封性好并且能够承受一定的载荷。
三、压接工艺设计1.选择适当的压接方法根据金属材料的特性和要求,选择适合的压接方法是关键的。
本文选择了点焊作为压接方法,因为点焊可以提供坚固的连接和良好的密封性。
2.设计压接机构压接机构是实现压接的关键组成部分。
本文设计了一种压接机构,其主要由压接头、压接臂和压接座组成。
其中,压接头是与金属材料接触的部分,压接臂是连接压接头和压接座的部件,压接座用于固定金属材料。
3.确定压接参数压接参数的确定对于良好的工艺效果至关重要。
本文首先通过试验确定了压接力和压接时间的范围,然后通过设计试验确定了最佳的压接力和压接时间。
最后,通过工艺实施确定了具体的压接参数。
四、实施及效果分析1.实施过程本文按照设计的压接工艺进行了实施。
首先,将金属材料A和B放置在压接座上;然后,调整压接机构,使得压接头与金属材料接触;最后,施加压接力并保持一定的时间。
完成压接后,进行了检测和评估。
2.效果分析通过对压接接头进行断裂强度测试,验证了压接工艺的可行性和连接强度。
测试结果表明,压接接头的断裂强度远高于要求的工作载荷,证明了压接工艺的有效性。
此外,通过观察压接接头的断面形貌,验证了压接工艺的密封性。
五、总结本文设计了一种适用于金属材料连接的压接工艺,并对其进行了实施和效果分析。
结果表明,所设计的压接工艺具有良好的可行性和效果。
尽管本文以金属材料A和B为例进行了设计,但该压接工艺可以应用于其他金属材料的连接,具有一定的普适性。
双面压接背板可靠性研究任尧儒;王小平【摘要】在数据交换量日益膨胀的4G/5G通讯时代,双面压接高速背板方案能够很好的实现这种功能.双面压接背板在电镀过程中存在机械盲孔无铜、表面基材污染和孔壁耐热环境微裂纹等影响可靠性和表观的缺陷,因此经过机理分析和实验验证,通过工艺改良实现产品电气连接和可靠性提升,并保证批量可靠稳定制作.【期刊名称】《印制电路信息》【年(卷),期】2018(026)004【总页数】10页(P35-44)【关键词】双面压接;背板;孔内无铜;板面污染;孔壁冲击裂纹【作者】任尧儒;王小平【作者单位】生益电子股份有限公司,广东东莞 523127;生益电子股份有限公司,广东东莞 523127【正文语种】中文【中图分类】TN410 前言在国内通信网络4 G(Gap,代)建设和4.5G或5 G布局中,高频高速单板和功放产品板已经实现38 Gbps(Giga,10亿)传输速率,这些产品往往用于高速信号的输入和输出,而输入到输出之间需要大容量背板实现信号的交换。
早些年常规的大尺寸背板已经不能满足日益膨胀的大数据的信息交换,比如100 Gbps(背板带宽,是交换机接口处理器或接口卡和数据总线间所能吞吐的最大数据量)传输速率就不能通过无限扩大背板尺寸和厚度来实现数据交换功能,且尺寸和厚度也受制于PCB内层、层压、钻孔和电镀设备的制作能力限制,所以为了提高布线和压接密度,产品需要全面优化设计。
一旦实现100 Gbps到200 Gbps、400 Gbps的跨越,则通信产品升级到1 Tbps(1024 Gbps)的传输速率也将指日可待。
本文将研究高速背板实现需要涉及的关键因素和PCB产品制作过程的可靠性保证。
1 现状分析1.1 通信背板产品发展在2007年之前,电信通讯网络主要提供语音和文字(短信、彩信等)服务,这些基础服务包含的数据量小,对背板的传输速率要求低,产品工艺相对简单,使用普通的FR4板料(比如S1141,EG-150T)就可以实现网络服务商要求的基本功能。
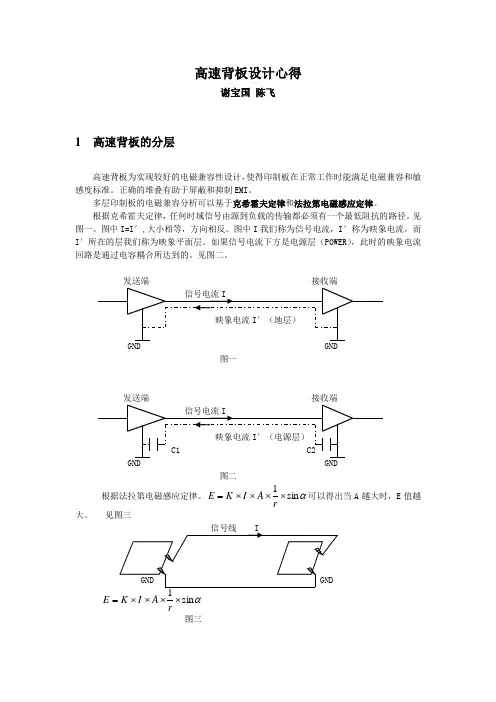
高速背板设计心得谢宝国 陈飞1 高速背板的分层高速背板为实现较好的电磁兼容性设计,使得印制板在正常工作时能满足电磁兼容和敏感度标准。
正确的堆叠有助于屏蔽和抑制EMI 。
多层印制板的电磁兼容分析可以基于克希霍夫定律和法拉第电磁感应定律。
根据克希霍夫定律,任何时域信号由源到负载的传输都必须有一个最低阻抗的路径。
见图一。
图中I=I ′,大小相等,方向相反。
图中I 我们称为信号电流,I ′称为映象电流,而I ′所在的层我们称为映象平面层。
如果信号电流下方是电源层(POWER ),此时的映象电流回路是通过电容耦合所达到的。
见图二。
图一发送端 接收端图二根据法拉第电磁感应定律。
αsin 1⨯⨯⨯⨯=rA I K E 可以得出当A 越大时,E 值越大。
见图三αsin ⨯⨯⨯⨯=rA I K E图三根据以上两个定律,我们得出在多层印制板分层及堆叠中应遵徇以下基本原则; ① 电源平面应尽量靠近接地平面,并应在接地平面之下。
② 布线层应安排与映象平面层相邻。
③ 电源与地层阻抗最低。
其中电源阻抗Z 0=WD⨯επ120其中D 为电源平面同地平面之间的间距。
W 为平面之间的面积。
④ 在中间层形成带状线,表面形成微带线。
两者特性不同。
重要信号线应紧临地层。
① 六层板在背板设计中推荐D 种情况,在六层板中,它的EMI 性能最优。
② 八层板表三八层板,如果是5个信号层,以D 种情况为最好。
在这种情况中,S1,S2,S3都是比较好的布线层。
同时电源平面阻抗也比较低。
如果是4个信号层,以表三中E 种情况为最好。
每个信号层都是良好布线层。
在这几种情况中,相邻信号层应布线。
③ 十层板十层板中C 、D 一般用于背板。
其中D 种情况对EMC 的屏蔽作用要好于C 。
不足之处是在于两信号层相接,在布线上要注意。
总之,PCB 的分层及叠层是一个比较复杂的事情。
有多方面的因素要考虑。
2高速背板的布线高速信号的布线主要是考虑信号的完整性,即延迟、反射、串扰、同步切换噪声(SSN)和电磁兼容性(EMI)。

背板压接设计摘要:根据近几年的工作经验 , 详细地叙述了压接技术的特点 , 并从压接器件和模具头的选用 , 印制板生产的技术要求 , 高低针设计和支撑模具四方面阐述了系统内背板 (Backplane )压接设计的实现。
关键词:背板压接插座支撑模具在设计大型的电子成套设备时 , 一般都需要用背板将多块甚至几十块整件 ( 电路板在印制线路板上安装适当的元器件实现某些特定的功能 )有机的组合起来。
背板设计的好坏 , 可靠性的高低直接决定了现代电子成套设备运行的可靠性和工作性能 ,所以背板设计在整个电子成套设备的设计中是非常重要的。
1 压接技术一般的背板采用焊接设计 , 但由于传统的焊接工艺容易造成焊锡短路、焊点虚焊 , 这样可能会增加产品的成本。
近来经常采用非 C F C 溶剂清洗、半水清洗、水清洗和免清洗四种清洗工艺 , 用于装配焊接后的清洗 , 以清除表面残留导电物质或其它污染物。
从制造角度和工艺流程管理来说 , 免清洗焊接技术无疑具有很大的优势 , 它具有缩短生产周期 , 降低废料产生 , 削减原料消耗 , 减少设备保养频度的特点 ,在很大程度上节约了生产成本 , 但它却是建立在相对降低品质基础上的 ;其它的三种清洗也不能做到百分之百的将表面残留导电物质或其它污染物清除 , 保证产品使用的长期可靠性。
如果背板采用先进的压接技术 , 不仅符合高密度、小型化的要求 , 节约装配时间 , 易于大批量生产 ,方便产品结构设计 , 具有很高的灵活性和可靠性 , 而且不使用助焊剂和焊锡 , 避免了焊锡短路、焊点虚焊、表面残留导电物质或其它污染物 , 这样真正的免清洗 , 才从根本上降低了生产成本 , 保证了产品的长期可靠。
采用先进的压接技术还有一个好处—维护方便。
人们不必再费劲地去除焊锡 , 只需拔出来就可以了。
所以压接技术和焊接技术相比具有无可比拟的优势。
当然如果不掌握压接技术的关键所在 , 采用压接的背板的可靠性也无从谈起。
![一种多功能VPX背板的设计方法[发明专利]](https://uimg.taocdn.com/ca56e20c5627a5e9856a561252d380eb6294231f.webp)
(10)申请公布号 CN 102841638 A(43)申请公布日 2012.12.26C N 102841638 A*CN102841638A*(21)申请号 201210243087.6(22)申请日 2012.07.10G06F 1/16(2006.01)(71)申请人中国船舶重工集团公司第七二四研究所地址210003 江苏省南京市中山北路346号(72)发明人任延平翟刚毅(54)发明名称一种多功能VPX 背板的设计方法(57)摘要本发明涉及一种多功能VPX 背板的设计方法。
针对现如今FPGA 、DSP 、CPU 技术的不断发展,传统的并行总线已经不能满足大带宽、高速率的要求。
本发明采用VPX 总线技术,利用串行RapidIO 和Advanced Switching Interconnect等现代工业标准的串行交换结构,支持更高的背板带宽。
本发明采用VITA46标准,解决了相邻板间信号的高速传输,不同板卡之间通过交换网络实现信号的高速传输,支持两块交换板同时对不同板卡进行数据交换,并且支持交换板与交换板之间的数据通信,并且增加各种外部控制信号。
在背板上引入电源模块设计,增强了通用性,并且在每个槽位之间引入了加固条设计,能有效的防止背板弯曲,并解决了高速连接器在压接时容易损坏的问题。
(51)Int.Cl.权利要求书1页 说明书3页 附图3页(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书 1 页 说明书 3 页 附图 3 页1/1页1.一种多功能VPX 背板的设计方法,包括:处理板间信号传输、处理板与交换板之间信号传输、交换板与交换板之间信号传输、外部信号的引入和电源以及结构的设计,其特征在于:A 、处理板之间采用16对高速差分信号线进行板间信号的互连;B 、采用两块交换板设计,每块交换板都可分别与除交换板之外的任一槽位板卡通过×4的串行RapidIO 协议进行通信;C 、两块交换板之间可以通过两组×4的串行RapidIO 协议进行相互通信,并且可以通过千兆网进行数据通信;D 、引入除板卡外的外部信号,实现外部信号对板内信号的控制;E 、将电源背板与信号背板放到一起,引入加固条设计;F 、除交换板两个槽位外,其他各槽位可以接入任何满足VITA46标准的处理板,如FPGA 或PowerPC 板。
背板压接技术--专题文章所属栏目:科技研发文章加入时间:2010年4月16日11:30背板压接技术作为一种被广泛接受和使用的无需焊接技术,被用来将一个接插件印制电路板上,具有极高的可靠性、插接安全性以及易操作性。
一般的背板采用焊接技术,但由于传统的焊接工艺容易造成焊锡短路、焊点虚焊加产品的成本。
近年来经常采用非CFC溶剂清洗、半水清洗、水清洗和免清洗四种清焊接后的清洗,以清除表面残留导电物质或其它污染物。
从制造角度和工艺流程管理焊接技术无疑具有很大的优势,它具有缩短生产周期,降低废料产生,削减原料消耗频度的特点,在很大程度上节约了生产成本,但它却是建立在相对降低品质基础上的洗也不能做到百分之百的将表面残留导电物质或其它污染物清除,保证产品使用的长采用先进的压接技术,对背板进行加工,不仅符合高密度、小型化的要求,节约大批量生产,方便产品结构设计,具有很高的灵活性和可靠性,而且不使用助焊剂和除了焊接操作对印制电路板造成的热应力、焊锡短路、焊点虚焊、表面残留导电物质这样真正的免清洗,才从根本上降低了生产成本,保证了产品的长期可靠。
插接件的安费用低。
全部具有修理能力-接插件和插头易于进行互换。
所以压接技术和焊接技术拟的优势。
以背板压接为代表的PCB板元器件压接工艺,以其适应高速、柔性、加工方便、来得以迅猛发展。
适度压入技术介绍1) 定义适度压入技术是一种免焊接的电子装配工艺。
比电路板插孔稍大的“针脚”部分插入孔部分被压扁并保持“适度压入”连接。
2) 适度压入的特点良好的抗震性无间隙接触,避免“冷焊”连接的腐蚀较低的压入力电路板变形微小3) 应用行业在高品质应用中被广泛接受,例如通讯、军事和汽车。
4) 适度压入相对于焊接的优点环保在电路板和连接器上无热应力避免焊接错误例如锡桥等可维修连接器(超过3次)快速和简单的装配工艺加工需要较少的场地无铅化的操作不需要昂贵的高温材料提供实时监测插入力非破坏快速检查。
大尺寸背板工程设计和压合制作关键技术探讨Paper Code: S-020张军杰 韩启龙 龚 伟 季 辉(深圳崇达多层线路板有限公司,广东 深圳 518132)摘 要 随着背板厚度和尺寸的不断增加,压合的制作难度也随之增加,文章主要从材料选择、工程设计、排板方法、压合程序等几个方面进行介绍,通过优化相关资料和工艺方法,来解决压合过程中易出现的层偏、缺胶、空洞等一系列的品质问题,最终降低了大背板压合工序的报废率,提高了大背板的制作能力。
关键词 大尺寸背板;压合;关键技术中图分类号:TN41 文献标识码: A 文章编号:1009-0096(2014)04-0139-06Research on key technology of large size backplane pressingZHANG Jun-jie HAN Qi-long GONG Wei JI HuiAbstract With the continuous increase of backplane thickness and size, the difficulty of pressing also increases. This paper mainly discusses from the aspects of choice of materials, CAM design, row plate method, the process of pressing to introduce, by optimizing the data and process method, to solve the problems such as partial layer, lack of glue, empty hollow of pressing process, ultimately reduce the scrap rate, improve the ability of making the backplane.Key words Back Panel; Etch Uniformity; Carrying Properties1 前言随着集成电路等元件的集成度提高及其I/O数的增加、电子组装技术的进步和信号传输的高频化和高速数字化的发展,以及电子设备高速发展的升级与换代需求,有一类PCB渐渐走向承载功能子板、信号传输及电源传输等功能上,而其信号处理功能逐渐弱化,该类PCB即为背板。
装配式建筑施工压接与焊接工艺掌握要点随着现代建筑行业的快速发展,装配式建筑作为一种快速、高效、环保的建造方式逐渐受到广泛关注。
而在装配式建筑的施工过程中,压接与焊接是两项重要的工艺。
本文将介绍装配式建筑施工中压接与焊接工艺的要点,以帮助施工人员准确掌握相关技术。
1. 压接工艺掌握要点1.1 选择合适的压接方式在装配式建筑施工压接过程中,常见的压接方式有冷轧、冷镦和热轧等。
施工人员需要根据具体情况选择合适的压接方式。
例如,在需要连接较大截面钢材时,可采用热轧方式;而对于薄壁结构或需要保持材料原始性能时,则应选择冷轧或冷镦方式。
1.2 确定合适的加热温度和时间在进行压接时,加热是一个重要环节。
加热可以提高材料的可塑性和降低强度,从而使其更容易进行压接。
施工人员需要根据材料的性质和要求,确定合适的加热温度和时间。
一般情况下,温度应控制在材料的临界温度以下,并注意控制加热时间,避免过长导致材料退火或过短导致无法形成均匀连接。
1.3 注意良好的压接操作技巧压接操作时要注意使用合适的工具和设备,并根据具体要求选择合适的压接头。
同时,在进行压接时要保持稳定的施力速度和施力力度,避免产生不均匀的应力分布。
此外,还需要保持良好的操作环境,避免灰尘、油污等物质进入接头处,影响连接质量。
2. 焊接工艺掌握要点2.1 选择合适的焊接方法装配式建筑中常用的焊接方法有电弧焊、气体保护焊和摩擦焊等。
施工人员需根据连接零件材料、形状、大小及质量要求等因素选择合适的焊接方法。
例如,在对不锈钢材料进行焊接时,适合选择气体保护焊;而对于铝质或镁质材料,摩擦焊是一种较好的选择。
2.2 控制好焊接温度和速度在进行焊接操作时,控制好焊接温度和速度十分重要。
过高的温度可能引起材料融化或改变材料性能,而过低的温度则可能导致无法良好地连接。
同时,在焊接过程中要注意保持稳定的焊接速度,避免产生冷熔孔、未熔合和热裂纹等缺陷。
2.3 注意防护措施及工作环境施工人员需要正确使用个人防护装备,如戴上防护面罩、手套和工作服等。
背板连接器压接工艺技术研究发布时间:2022-12-12T07:13:38.388Z 来源:《科学与技术》2022年16期作者:杨璐1 段乔1潘颖1陈西战2 曹凯1温卫东1[导读] 随着电子封装、元件和系统的微型化,以及通信技术的不断发展,对数据传输速率的要求越来越高,普通的焊接型连接器已无法满足设计要求,逐渐被压接型连接器所替代。
本文从背板连接器压接工艺的发展现状开始,杨璐1 段乔1潘颖1陈西战2 曹凯1温卫东1(1.西安北方光电科技防务有限公司西安市 710043,2.空装驻西安地区第三军事代表室西安市 710043)摘要:随着电子封装、元件和系统的微型化,以及通信技术的不断发展,对数据传输速率的要求越来越高,普通的焊接型连接器已无法满足设计要求,逐渐被压接型连接器所替代。
本文从背板连接器压接工艺的发展现状开始,说明了背板连接器压接工艺的研究要素,通过对压接连接器的选型判断,分析出印制板质量对压接的影响因素,并给出压接模具的设计原则。
同时,对压接过程中的参数控制做出了详细说明,最后阐述了背板压接的合格判据,为其他类型连接器压接工艺技术的开展提供了重要参考。
关键词:背板连接器;压接工艺;检查验收1 引言近年来,随着电子封装、元件和系统的微型化,以及通信技术的不断发展,对数据传输速率的要求越来越高,普通的焊接型连接器已无法满足设计要求,逐渐被压接型连接器所替代。
压接工艺,是在常温下,将柔性或硬性插针与印制板金属化孔配合而形成的一种连接,依靠金属之间的相互作用,在插针与金属化孔之间形成类似于原子熔融状态的紧密接触,实现连接器和印制板导线之间机械和电气连接。
随着电子产品的不断发展,产品的小型化和高密度化要求越来越高,对于微间距,多排插针的小、中型连接器,以往的焊接技术已无法完成。
另外由于一些特殊的应用环境,如高温、超低温、井下和火工品现场等连接点不能使用锡焊,压接工艺提供高可靠性连接和易操作性优势,使压接工艺被广泛接受和使用[1]。
压接连接工艺技术研究
1.压接连接原理及机理:压接连接是通过施加一定的压力使得导电材料之间产生良好的接触,从而实现电流的传导。
因此,研究压接连接的原理及机理,对于掌握压接连接的工艺要点和操作规范非常重要。
2.压接头设计与优化:压接头是压接连接的核心部件,其设计和优化对于实现良好的连接效果至关重要。
研究压接头的结构参数、材料选择、热处理等方面的工艺技术,可以提高压接连接的可靠性和稳定性。
3.压接参数的确定:压接过程中的参数选择对于连接的质量和可靠性有着直接的影响。
研究压接参数的影响因素,如压力、压接时间等,可以确定最佳的参数范围,从而提高连接的质量。
4.压接连接的评估与检测:为了确保压接连接的质量,需要对连接进行评估和检测。
研究压接连接的评估方法和检测技术,可以准确地评估连接的质量,及时发现并解决连接问题。
压接连接工艺技术的研究对于提高电子制造业的生产效率和产品质量具有重要意义。
通过深入研究压接连接的原理、机理和工艺要点,可以优化工艺参数和连接结构,提高连接的可靠性和稳定性。
此外,还需要开发新的连接材料和工艺技术,以满足不断变化的电子制造需求。
总体而言,压接连接工艺技术的研究内容涉及广泛,需要综合考虑多方面的因素。
只有不断深入研究和优化工艺技术,才能不断提高压接连接的质量和可靠性,满足电子制造业的需求。
4ā
4.2 压接设备
公司所用压接设备为手动压力机,如图4所示。
5ā
工装,同时将压接下模的连接器对应的压接孔扩大倍,以利于连接器插针通过,防止将插针压弯变形,使连接器压不到位而报废。
)b* )c* )d*
6ā
7ā
4.4 压接压力
压接压力在压接过程中起主要作用。
压接压力由压接设备决定,手动压力机通过调节压力机行程
8ā Ԣ )b* )c* Phase 2 ӱ 9ā :ā QDC 压接时需要注意几点:1)压接模具选用与所压接连接器相对应,模具之间不能混用;2)P 属化孔重复压接一般不超过3次;3)返工时退出来的连接器不能再使用。
压接质量检验 ƗƘ փ փ
21ā Ք ՚
结束语
随着电子产品的迅猛发展,对电子装联可靠性的要求越来越高,压接的连接方式具有其特有的优势。
掌握压接工艺,确定相应的实现方法,形成优化的操
作方案,可确保连接的可靠性,对提高产品可靠性,。
压接工艺设计范文压接工艺设计是一种常见的金属连接工艺,它适用于金属材料的连接和固定。
压接工艺的设计要考虑到材料的性质和连接的要求,通过合理的设计,可以保证连接的强度和稳定性。
下面是一个关于压接工艺设计的1200字以上的详细介绍。
首先,压接工艺设计需要考虑材料的性质。
压接工艺适用于各种金属材料,包括铁、铜、铝等。
在设计压接工艺时,需要了解材料的硬度、塑性、脆性等特性。
这些特性将影响到压接过程中的变形和强度。
例如,较硬的材料可能会产生更大的变形,而较脆的材料可能会发生开裂。
因此,在设计压接工艺时,需要根据材料的不同特点进行合理选择和调整。
其次,压接工艺设计需要考虑连接的要求。
连接要求包括连接强度、气密性、密封性等。
在设计压接工艺时,需要根据不同的连接要求选择合适的压接头形状和尺寸。
常用的压接头形状包括平头、圆头、锥头等。
压接头的选择应根据连接的要求和材料的特性进行合理匹配。
另外,压接工艺设计还需要考虑工件的形状和大小。
在设计压接工艺时,需要根据工件的形状和大小选择合适的夹具和模具。
夹具可以固定工件,防止移动和变形,模具可以提供合适的压力和形状。
夹具和模具的选择应根据工件的形状和大小进行合理匹配。
对于复杂形状的工件,可以采用多个夹具和模具进行压接,以确保连接的完美。
此外,压接工艺设计还需考虑压力和时间的控制。
压接过程需要施加一定的压力,以确保连接的强度。
压力的大小应根据材料的硬度和连接的要求进行合理选择。
同时,压接工艺还需要控制压接时间,以保证连接的稳定性。
时间的控制可以通过机械装置或自动控制系统实现。
最后,压接工艺设计需要进行合理的检测和评估。
在压接完成后,需要进行连接强度和连接质量的检测。
常用的检测方法包括拉伸试验、剪切试验、扭矩试验等。
通过检测可以评估连接的质量和稳定性,并对工艺进行优化和改进。
总之,压接工艺设计是一项复杂而重要的工作。
在设计过程中,需要考虑材料的性质、连接的要求、工件的形状和大小、压力和时间的控制以及检测和评估等因素。
电子产品世界双面压接背板可靠性研究Reliability study of double-sided compression backplate齐 丹,刘彦强,施清清 (珠海格力电器股份有限公司,珠海 519070)摘 要:双面压接背板作为一种高速背板,用于实现线路信号传输和互连。
本文从双面压接背板的结构、设计过程和制备工艺流程等方面探讨了双面压接背板的可靠性。
关键词:高速背板;可靠性;制备流程;电路板0 引言从3G通信网络发展到4G网络,全球移动通信数据流量每年约增加50%,在全球互联网数据流量中的占比从3G网络的0.9%上涨到4G网络时代的32%。
可以预见,随着国内5G通信行业的快速发展,持续加强网络扩容,5G通信网络势必将承载更大的流量。
5G承载网是一个集宽带、移动通信、云专线架构于一体的综合承载移动通信网络,需要具备1~2倍站点带宽演进、10G~100G承载、极低时延、高精度时钟架构基础的能力,支持宽带、移动通信、云专线综合承载灵活演进能力,同时末梢设备具备即插即用的部署能力。
随着5G技术的发展和全国范围内的5G市场布局,设备供应商需要不断应对5G业务的低时延、大流量、大带宽的挑战。
在通信设备中,背板作为移动网络通信基站中面积最大的线路板,用于连接、插接多块单元板,承担着连接、支撑各功能模块的物理和电气互连、实现各子板信号传输的功能。
随着移动通信网络技术的发展以及用户对大带宽、大流量、高速率、高效率需求的激增,越来越多的数据链路要求通过背板布局走线,导致交换卡与线卡之间数据链路传输速率越来越高,同时背板中需要使用一定数量的高密连接器连接线卡和交换卡,导致现有的数据传输速率已接近于背板传输速率。
因此背板印制电路板的高速材料用量和层数也在不断增加,集成度要求越来越高,要求信号损耗不断减少,使高速背板的设计和工艺难度越来越大[1]。
1 高速背板概述背板本身是一种较为特殊的电路板(PCB),主要为设备系统中各子板提供数据互连通道,包括信号传输、电气互连、接口管理等,在物理结构上起到对子卡的支撑作用。
压接和焊接技术压接和焊接压接技术纵览1.1 历史在印制电路板上将插针压入的技术已经应用了二十多年了。
一开始,人们用过盈尺寸的插针来将插针固定在印制电路板上以防止在焊接中发生滑脱。
压接技术随着印制电路板从单面板到双面板再到多层板的发展而同步发展。
在完全掌握多层技术之前,人们已经在使用堆叠技术了,当时使用一种合成绝缘薄膜将几块印制电路板隔离开,在通孔中压入连接柱将它们印制在一起。
当多层印制电路板技术发展起来后,这种方法显然已经再用了,仅仅留下一个压接的概念。
在二十年里,压接技术已经历经多种形式发展到了今天我们所使用的:作为一种被广泛接受和使用的无需焊接技术,它用来将一个接插件插头连接到一块印制电路板上,具有极高的可靠性、插接安全性以及易操作性。
1.2 基本工艺压接式连接,顾名思义,就是将一个过盈尺寸的插头压入印制电路板上钻好的通孔中。
基本要素就是插针的接合区直径必须大于孔径。
这就导致了插针和孔的配合面的材料有了变形,插针或者是通孔的变形也会两者之间的紧配合保持下去。
有两种压接式接插件:硬性插针,在插入过程中不会变形柔性插针,在插入印制板通孔时会变形以下两图描述了一根柔性插针和一个硬性插针的接插区。
两种方法中,柔性插针技术更适合压接式连接。
硬插针主要用在以上我们提到的多层印制电路板技术当中,用于印制电路板每个顶端的机电连接。
柔性插针压接方法比硬性插针技术有以下一些优点:由于插针压接区的压缩,因而可以挽救印制电路板通孔与电流通路的贯穿连接所可能引起的电镀层的破坏。
柔性插针允许电镀通孔孔径具有较大的公差。
减小了插入力。
允许在同一孔上进行多次插接操作。
1.3 压接与焊接方法的比较压接技术比焊接技术有以下诸多优点:消除了焊接操作对印制电路板造成的热应力。
没有可能会引起接插件的插头损伤或断裂的焊接突起或焊剂残渣。
无焊接点。
No short circuits by soldered connections.可以直接将接插件连接在压接插头上(无需螺纹固定)。