KTBZ1-003 模具图面编号标准
- 格式:doc
- 大小:49.50 KB
- 文档页数:1
—制定xxxxxxx 有限公司所拥有的模具编号规则,对本公司在产品开发中涉及的冲压模具,如:拉伸、切边、冲孔、成型、落料、整形及包边等工序所用的模具进行统一编号规定。
2 范围适用于本公司冲压模具的设计、制作、生产、质量检验、仓贮以及其它需求的模具编号。
对于其它种类的模具编号规则,参考使用。
3 职责:3.1 公司技术部负责本规则的制定和管理,并负责对本规则的解释和修定。
3.2 公司技术部负责按本规则的要求,统一编制各零件所用的模具代号。
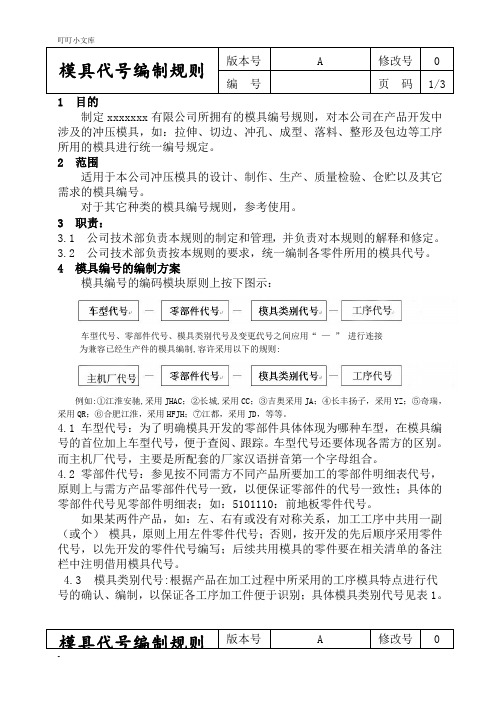
4 模具编号的编制方案模具编号的编码模块原则上按下图示:车型代号、零部件代号、模具类别代号及变更代号之间应用“ — ” 进行连接 为兼容已经生产件的模具编制,容许采用以下的规则:例如:①江淮安驰,采用JHAC ;②长城,采用CC ;③吉奥采用JA ;④长丰扬子,采用YZ ;⑤奇瑞,采用QR ;⑥合肥江淮,采用HFJH ;⑦江都,采用JD ,等等。
4.1车型代号:为了明确模具开发的零部件具体体现为哪种车型,在模具编号的首位加上车型代号,便于查阅、跟踪。
车型代号还要体现各需方的区别。
而主机厂代号,主要是所配套的厂家汉语拼音第一个字母组合。
4.2零部件代号:参见按不同需方不同产品所要加工的零部件明细表代号,原则上与需方产品零部件代号一致,以便保证零部件的代号一致性;具体的零部件代号见零部件明细表;如:5101110:前地板零件代号。
如果某两件产品,如:左、右有或没有对称关系,加工工序中共用一副(或个) 模具,原则上用左件零件代号;否则,按开发的先后顺序采用零件代号,以先开发的零件代号编写;后续共用模具的零件要在相关清单的备注栏中注明借用模具代号。
4.3 模具类别代号:根据产品在加工过程中所采用的工序模具特点进行代 号的确认、编制,以保证各工序加工件便于识别;具体模具类别代号见表1。
模具代号编制规则版本号 A 修改号 0编 号页 码 1/3模具代号编制规则 版本号 A 修改号 0表1 模具类别代号(不采用英文缩写)度要求而换模具等情况,仅一次的模具可以省略,两次的模具,要标注1/2、2/2;三次的模具,要标注:1/3,2/3,3/3等等;如:某一工件需两种冲孔模具,可以写:“……—1/2”、“……—2/2”。


塑料模具标准件代号塑料模具标准件代号是指在塑料模具设计和制造中,为了方便管理和交流,对各种标准件进行编号的一种规范。
塑料模具标准件代号的使用可以提高生产效率,降低生产成本,保证产品质量,是塑料模具制造过程中非常重要的一环。
首先,塑料模具标准件代号的编制应遵循一定的规则和原则。
在实际应用中,通常采用字母和数字的组合来进行编号,字母代表标准件的类型,数字代表具体的规格和尺寸。
例如,A代表导柱,B代表导套,C代表弹簧等,而1、2、3等数字则代表不同的尺寸。
通过这样的编制规则,可以使得每个标准件都有一个唯一的代号,方便管理和识别。
其次,塑料模具标准件代号的使用可以带来诸多好处。
首先,可以提高生产效率。
在模具设计和制造中,经常需要使用各种标准件,如果每次都需要重新确认规格和尺寸,将会大大浪费时间。
而使用标准件代号,可以直接根据代号找到对应的标准件,节省了大量的时间。
其次,可以降低生产成本。
标准件通常是批量生产的,采购成本相对较低,而且使用标准件代号可以减少因为规格尺寸不匹配而导致的浪费。
最后,可以保证产品质量。
标准件经过严格的标准化检验,质量稳定可靠,使用标准件代号可以保证模具的稳定性和可靠性。
另外,塑料模具标准件代号的应用还需要注意一些问题。
首先,需要建立完善的标准件代号库。
在实际应用中,应该建立起标准件代号的数据库,对各种标准件进行统一管理,确保代号的唯一性和准确性。
其次,需要进行培训和普及。
对于模具设计师和制造工人来说,他们需要了解并熟练运用标准件代号,因此需要进行相关的培训和普及工作。
最后,需要不断完善和更新。
随着科学技术的不断发展,新的材料和新的工艺不断涌现,需要不断完善和更新标准件代号,以适应新的需求。
总的来说,塑料模具标准件代号的使用对于提高生产效率,降低生产成本,保证产品质量非常重要。
通过规范的编制和应用,可以使得模具设计和制造过程更加高效和可靠。
因此,在实际工作中,需要充分重视标准件代号的管理和应用,以取得更好的经济效益和社会效益。
目录序号内容页次1 模具编号方法 22 图纸图幅、图线及比例 33 模具技术要求 64 装配图图面画法85 冲压工艺过程图126 工序图241.模具编号方法———1.1.产品图号按技术研究院提供的产品图号。
1.2.工序号例如:4/5表示该零件共需5套模具完成,该模具为第4序。
若存在工序借用模具时,工序号的编排时不考虑该借用模具。
例如:某零件共需3套模具完成,但其中有一套使用借用模具,则其工序号应编排为1/2、2/2,其它依次类推。
同一产品件的改进模具,其编号依次在其工序号后面缀加—A、—B、—C……。
若工艺方案调整增加模具,则在工序号后加-Zn。
例如:某零件原有4套模具,因工艺方案改进,在第2序后需要增加1套模具,在第4序后面需要增加2套模具,其新增模具的工序号分别是2/4-Z1、4/4-Z1、4/4-Z2。
1.3.模具零件序号装配图统一编写为00。
零件图序号的编写以主视图为主,以顺时针方向整齐排列为01,02,03,……。
对于工作组件,在装配图中只标注组件的顺序号,组件中各零件的顺序号在单独的组件图中编号。
如:在02号组件下的零件编号02-1,02-2,……,依次类推。
组件下的零件明细表在总明细表中体现。
2.图纸图幅、图线及比例2.1.图纸幅面的选用图纸幅面优先选用A0、A1,允许选用A0加长,A1加长,A2、A3、A4,如下图所示:2.2.图框格式的选用图框格式采用留装订边的图纸,格式和尺寸按GB10609.1-93的规定,如下图所示:2.3.图线型式及应用2.4.制图比例执行GB/T14690-93)制图比例优先采用1:1,1:2,2:1,5:1;允许采用1:2.5,1:3,10:12.5.字体(执行GB/T14691-93)书写字体必须做到:字体工整,笔画清楚,间隔均匀,排列整齐。
汉字应写成长仿宋体,字高选用14号、10号、7号、5号字体。
数字优先选用直体,如下所示ABCDEFGHI……。
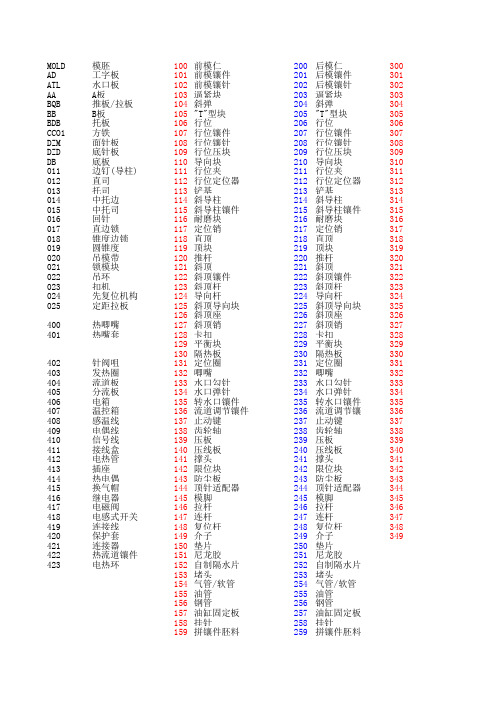
MOLD模胚100前模仁200后模仁300 AD工字板101前模镶件201后模镶件301 ATL水口板102前模镶针202后模镶针302 AA A板103逼紧块203逼紧块303 BQB推板/拉板104斜弹204斜弹304 BB B板105"T"型块205"T"型块305 BDB托板106行位206行位306 CCO1方铁107行位镶件207行位镶件307 DZM面针板108行位镶针208行位镶针308 DZD底针板109行位压块209行位压块309 DB底板110导向块210导向块310 011边钉(导柱)111行位夹211行位夹311 012直司112行位定位器212行位定位器312 013托司113铲基213铲基313 014中托边114斜导柱214斜导柱314 015中托司115斜导柱镶件215斜导柱镶件315 016回针116耐磨块216耐磨块316 017直边锁117定位销217定位销317 018锥度边锁118直顶218直顶318 019圆锥度119顶块219顶块319 020吊模带120推杆220推杆320 021锁模块121斜顶221斜顶321 022吊环122斜顶镶件222斜顶镶件322 023扣机123斜顶杆223斜顶杆323 024先复位机构124导向杆224导向杆324 025定距拉板125斜顶导向块225斜顶导向块325126斜顶座226斜顶座326 400热唧嘴127斜顶销227斜顶销327 401热嘴套128卡扣228卡扣328129平衡块229平衡块329130隔热板230隔热板330 402针阀咀131定位圈231定位圈331 403发热圈132唧嘴232唧嘴332 404流道板133水口勾针233水口勾针333 405分流板134水口弹针234水口弹针334 406电箱135转水口镶件235转水口镶件335 407温控箱136流道调节镶件236流道调节镶件336 408感温线137止动键237止动键337 409电偶线138齿轮轴238齿轮轴338 410信号线139压板239压板339 411接线盒140压线板240压线板340 412电热管141撑头241撑头341 413插座142限位块242限位块342 414热电偶143防尘板243防尘板343 415换气帽144顶针适配器244顶针适配器344 416继电器145模脚245模脚345 417电磁阀146拉杆246拉杆346 418电感式开关147连杆247连杆347 419连接线148复位杆248复位杆348 420保护套149介子249介子349 421连接器150垫片250垫片422热流道镶件151尼龙胶251尼龙胶423电热环152自制隔水片252自制隔水片153堵头253堵头154气管/软管254气管/软管155油管255油管156钢管256钢管157油缸固定板257油缸固定板158挂针258挂针159拼镶件胚料259拼镶件胚料顶针扁顶针有托顶针司筒/针气阀小拉杆C小拉杆A尼龙扣疏气销运水针冷却棒O型圈水嘴油嘴快速接头转接头喉塞止水栓螺旋水套隔水片集水板/盒集油板/盒 分流器弹簧铭牌日期镶件环保镶件杯头螺丝平头螺丝无头螺丝塞打螺丝波仔螺丝基米螺丝双头螺丝螺母弹簧垫圈油压马达电动马达油缸气缸齿轮齿条链轮链条轴承垃圾钉计数器行程开关卡簧压力传感器。
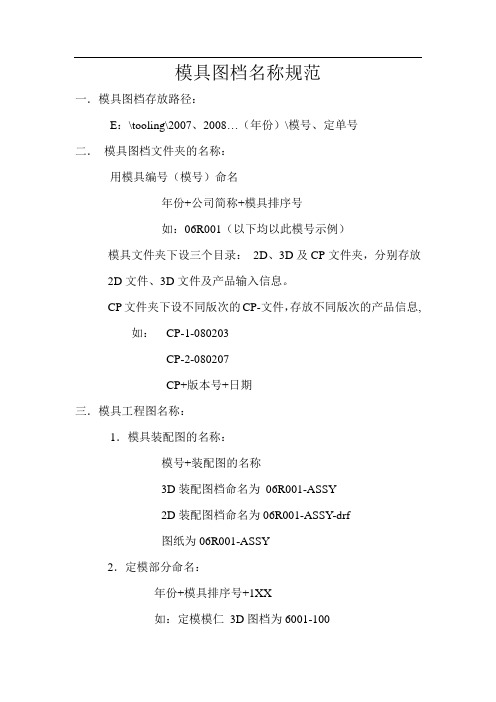
模具图档名称规范一.模具图档存放路径:E:\tooling\2007、2008…(年份)\模号、定单号二.模具图档文件夹的名称:用模具编号(模号)命名年份+公司简称+模具排序号如:06R001(以下均以此模号示例)模具文件夹下设三个目录:2D、3D及CP文件夹,分别存放2D文件、3D文件及产品输入信息。
CP文件夹下设不同版次的CP-文件,存放不同版次的产品信息, 如:CP-1-080203CP-2-080207CP+版本号+日期三.模具工程图名称:1.模具装配图的名称:模号+装配图的名称3D装配图档命名为06R001-ASSY2D装配图档命名为06R001-ASSY-drf图纸为06R001-ASSY2.定模部分命名:年份+模具排序号+1XX如:定模模仁3D图档为6001-1002D图档为6001-100-drf图纸为6001-100定模部分其他部件按外形尺寸由大到小顺序排列,如:6001-101、6001-102......3.动模部分命名:年份+模具排序号+2XX如:6001-200动模部分其他部件按外形尺寸由大到小顺序排列,如:6001-201、6001-202......4滑块部分名称:年份+模具排序号+3XX如:6001-300滑块部分包括:滑块、铲鸡、压条、导滑块、滑块镶件、耐磨板5.斜顶部分名称:年份+模具排序号+4XX如:6001-401斜顶部分包括:斜顶、斜顶座、滑针。
6.标准件编号:年份+模具排序号+6XX如:6001-6017.模架编号:年份+模具排序号+7XX如:6001-700由上到下排列8.其他需加工部件名称:年份+模具排序号+5XX如:6001-500司筒针压块、限位块、支撑柱、定位圈、浇口套、锁模块、顶出垫块等。
1.
X 說明:
(1)零件類別:
D-表示端子 J-表示介子 H-表示換向器 Q-表示緊圈 T-表示彈片 K-表示鐵殼 G-表示鐵蓋 C-表示磁(銅)圈 X-表示芯片 S-表示電刷 Z-表示罩 F -表示風葉片 如有不同上述類別的,可填加。
(2)同一零件類別之順序號:
制作第一付鐵殼模,順序號為001
制作第二付鐵殼模,順序號為002
制作第三付鐵殼模,順序號為003
(3)同一零件之開模次數,即該零件開第幾付模具。
(4)模具序號:同一付模的第幾套模具號。
(對於步進模,其周邊件之模具序號為“00”)
如:a 鐵殼單啤模
工序1:下料初拉伸 模具序號01
工序2:二拉伸 模具序號02
工序3:三拉伸 模具序號03
…
b 鐵殼步進模
周邊件 模具序號00
工序1:下料初拉伸 模具序號01
工序2:二拉伸 模具序號02
工序3:三拉伸 模具序號03
…
如果該付模具不是分體的多工序模具,則A 處模具序號這一欄不要。
(4)如果是塑膠模,必須在每個零件打上模腔號碼。
(5)外發模具也必須編號。
2.模具打號:上下模底必須均打上模具編號,防止合模時出現差錯。
3.模具圖紙編號
XXX XX
說明:
(1) 模具編號即項1。
(2) 流水號即該套或付模具的圖紙順序號。
定義:
一付模:即完成該零件的一系列模具。
流水號
模具編號(多位) 產品類別
A。