松下CM识别方式
- 格式:pdf
- 大小:4.56 MB
- 文档页数:132

松下贴片机操作指导书修订记录1、目的规范操作,安全生产,提高生产效率。
2、范围前海成翔科技股份有限公司SMT车间的松上CM602、CM212机器。
3、作业内容1.基本操作在本章中对操作面板和彩色接触面板的操作、机器功能说明及本机的操作说明等基本的操作进行了说明。
关于正文中表示方法操作说明的阅读方法每页或许多少有些差异,但基本上均按下述构成进行说明。
1.1.1开始操作1321.按主菜单的。
2.按操作面板的。
4 5 开始自我诊断。
1伺服开关处于OFF (O) 时,请使其切换为ON ( I )。
说明标题操作步骤编号与画面上红框的箭头号码相对应。
实际操作记述由于进行操作而出现的现象。
记述操作的补足说明。
本书中使用的记号在本书中,使用下述记号进行说明。
: 表示按彩色接触面板的按钮。
: 表示操作的流程。
: 表示参照项目。
1表示按住操作面板的:内再按操作面板的键,2秒以。
: 表示工程师进行的操作。
表示按操作面板的键的同时再[ A ] : 按接触面板的[A]。
: 表示操作员进行的操作。
在左上以的方式显示进行此操作的按钮。
1.1 高速吸头(12吸嘴、通用吸头(8吸嘴、多功能吸头的切换) )1.1高速吸头(12吸嘴)、通用吸头(8吸嘴)、多功能吸头的切换在本机按下工作台选择按钮来切换工作台之后,根据该工作台上所设置的吸头类型通用吸头(8<吸嘴、高速吸头(12 吸嘴、多功能吸头,将会自动切换画面。
) ) >( “1.3.3 开关的种类与操作方法。
)”选择按钮的详情,请参照例1):左→右流动中工作台为通用吸头(8吸嘴,工作台为多功能吸头时A ) B(8选择AF (TBL1) 、AR (TBL2)时吸嘴)(3选择BF (TBL3) 、BR (TBL4)时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0044Z4C-JEn-PcNa-0064Z4C-JEn-MaNe-001例2):左→右流动中工作台为高速吸头(12 吸嘴、工作台为通用吸头(8吸嘴时A )B )选择AF (TBL1) 、AR (TBL2) 时(12吸嘴) (8选择BF (TBL3) 、BR (TBL4) 时吸嘴)4Z4C-JEn-McBh-001 4Z4C-JEn-McBh-0041.2 操作面板1.2操作面板本节对本机操作面板以及其基本操作进行了说明。


生活小窍门识别原装松下录像带的窍门识别伪劣松下地球牌(旧版)空白录像带,有人曾介绍可根据编号发白程度,壳体上方“NATIONAL”白字状况,透明窗透明度,磁带光洁度或倒带机中磁带运行状况来识别。
但以上方法必须和正宗带作比较,或还要借助倒带机,才能发现细小差别,由于以上方法都具相对性,难免判断不准。
新的识别法十分简便,一目了然,既无需和正宗带比较,也不必用倒带机,而且准确性达100%。
方法如下:拆封法:观察透明窗,左右窗均有六个间距不等的刻度格,每格中都有半格刻度则为正宗原装;如果左右窗均只有5个间距相等的刻度格,且无半格刻度,则是伪劣录像带。
如何正确使用录像机录像机的安放主要应符合操作和收看效果好以及通风防尘等原则。
录像机应安放在一个平稳的地方,避免受到强烈的振动和碰撞;也应放置利于通风的位置避开高温,不要安放在潮湿和灰尘多的地方;应尽量靠近监示器,以缩短传输电缆的长度,减少信号损失及外界的干扰。
录像机切勿放在强磁场附近,因为在强磁场下工作会影响使用效果,也不要放置在石油精、酒精等稀释及挥发性药品附近。
正确使用录像带对延长录像机寿命至关重要。
不要弄脏磁带表面,否则将会通过录像带污染录像机的内部机件和磁头。
每6个月应将不用的录像带放一遍。
高级录像机应使用高级录像带,如果经济条件有限,可选择中档录像带,一些廉价的劣质录像带对录像机十分有害。
不要轻易使用清洗带,因为清洗带是以磨损磁头的方式来清洁磁头的,需使用时,务必不要超过10分钟。
受潮的录像带也不要马上放入录像机内使用,必须在干燥的环境中放置2~3天后才能使用,否则脱落的磁粉极易阻塞磁头,影响录像机的正常使用。
排除录像机备种故障的诀窍随着人民生活水平的提高,购买录像机的家庭日渐增多。
使用录像机,特别是初次使用,常为录像机不能正常工作而担忧。
这里介绍几种录像机故障的排除方法:1.放像时,只有伴音而无图像。
这是录像机的视频磁头脏了所致。
这时,只要小心清洗一下安装视频磁头的磁鼓,故障即可排除。
CM402培训报告下面是我于一周内的学习收获,如有错误和遗漏。
请松下工程师指导。
- 所需要的档案资料我们现在的程序采用了两种流程。
1.档案*MSR 的程序(NC ARRAY ):用来提取NC 的坐标,角度,位号,AYYAR 的料号,站别。
流程*导入PANAPRO\将NC 与ARRAY ,结合。
产生一个CAD 档案,IMPORT 到PT200中进行编辑,最后EXPORT 程序与料表,程序可直接使用,但料表内无法输出元件的规格和副SOURCE,必须用PM 将BOM 制作成我们以前的料表,再与 PT200输出的料表相结合,产生一我们所需的料表。
(暂时用人工在EXCEL 内替换站别)2.档案*PNP(P CAD):要求坐标系建立正确统一,从中提取坐标,角度,位号, *BOM:从中提取料号与位号。
流程*与上面所写的大体相同,只有在PNP 与BOM 在 PANAPRO 中结合的时候有所不同。
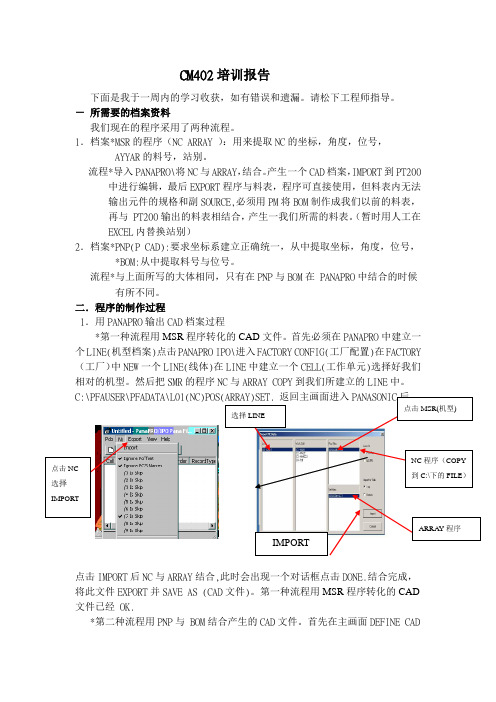
二.程序的制作过程1.用PANAPRO 输出CAD 档案过程*第一种流程用MSR 程序转化的CAD 文件。
首先必须在PANAPRO 中建立一个LINE(机型档案)点击PANAPRO IPO\进入FACTORY CONFIG(工厂配置)在FACTORY (工厂)中NEW 一个LINE(线体)在LINE 中建立一个CELL(工作单元)选择好我们相对的机型。
然后把SMR 的程序NC 与ARRAY COPY 到我们所建立的LINE 中。
C:\PFAUSER\PFADATA\L01(NC)POS(ARRAY)SET. 返回主画面进入PANASONIC 后.点击IMPORT 后NC 与ARRAY 结合,此时会出现一个对话框点击DONE.结合完成,将此文件EXPORT 并SAVE AS (CAD 文件)。
第一种流程用MSR 程序转化的CAD 文件已经 OK.*第二种流程用PNP 与 BOM 结合产生的CAD 文件。
首先在主画面DEFINE CAD点击NC 选择IMPORTNC 程序(COPY 到C:\下的FILE )ARRAY 程序IMPORT选择LINE点击MSR(机型)SYSTEMS (定义CAD 与BOM 的格式)进入后NEW 一个CAD SYSTEMS 名称此时会出现一个对话框.在箭头所指处,1.输入TOP 与BOTTOM 定义基板的正反面。

5. 优化的思路和方法5-1 思路和方法PT200的软件优化结果是综合以上考虑,但结果时常会因为某些条件的的设定而结果与理想结果有较大的出入,这时人为的条件设定将会改善优化的结果,建议考虑以下几个方面:吸着1、增加同时吸着的次数2、减少总吸着的次数3、X方向移动距离识别1、快速的一次扫描,减少两次扫描的次数。
2、扫描前移动的距离(Y方向移动距离)3、减少MARK 识别时间贴装1、最近且合理的贴装位置2、注意最大已贴装元件的高度3、减少头部干涉,减少头部等待的时间传送1、上下板时间2、轨道传送速度吸着1、增加同时吸着的次数如前所述,同时吸着(GANG PICK)将减少总的吸着时间。
CM402的高速贴装头部是由8个独立的NOZZLE 组成,分为前后各四共两组。
每次最多需要经过8次的吸着才可以将所有的元件吸着完成,GANG PICK次数越多则每个TURN中的总吸着次数越少。
如图中,1和2,3和4,5和6,7和8分别同时吸着,则只需要4次。
而每个TURN中,由于结构的限制最少需要2次才可以完成吸着,即1、2、3、4和5、6、7、8分别两次吸着,这时机器吸着损失的时间为最少。
同样多功能贴装头部的吸着时间将视次数而减少或增加。
1 2 3 4 56 7 82、减少总吸着的次数TURN的次数将影响到CYCLE TIME,因为无论每个TURN中贴装元件的数量,每增加一个TURN时间将增加约2 .5~3.5秒,因此尽量减少TURN的次数将大大改善CYCLE TIME。
A、平衡生产线中所有元件的数量,即尽量考虑高速贴装头和多功能贴装头除最后一个TURN外其他全部为满载,理想状态为所有吸着都为满载。
B、NOZZLE的配置尽量满足A点要求,依据PART LIB中元件NOZZLE 的标准配置,设计NOZZLE使用数量。
C、减少或排除NOZZLE更换。
(多功能贴装头部)D、减少TRAY盘的拉出次数。
(多功能贴装头部)3、X方向移动距离A、减少每次吸着时头部在TABLE 上移动(横向移动)距离。
电容识别方法下面说说几家比较有名的厂商的最常见的铝电解液电容和识别方法,在这里先说一下什么是防爆纹,防爆纹就是为了防止电容长时间爆浆而特别在电容上刻画的印痕,可以有效的降低电容爆浆的几率,至于什么是爆浆,find在后文会讲到。
1.被过度神化了的Rubycon红宝石(防爆纹特征:字母K字形;识别颜色:紫色或褐色;识别字母:Rubycon)所谓的“红宝石电容”其实就是日@#¥%……&本的RUBYCON厂牌生产的电容产品。
要是不说清楚的话,恐怕有些不了解电容的人,还以为这种电容是用红宝石造的呢(搞笑)。
以前很多音响发烧友觉得“红宝石电容”是高档的象征。
但事实上,RUBYCON如今在技术上已经处于落后状态——RUBYCON如今尚没有一款量产的固体聚合物导体电容,其产品口碑主要靠铝电解液电容来树立。
何况,近几年RUBYCON的铝电解液电容的制造水平也在逐年降低,事实上其品质和价格都和一些国产电容越来越贴近了。
这就是为什么近年来市场里一下冒出了很多采用“红宝石电容”的产品。
谈到电容,大家要记住的是——哪怕品牌再差的固体聚合物导体电容(其实有能力造出这种电容的厂家,其品牌就绝不会太差),也要比名牌最好的电解液电容好得多。
这个“质变”和“量变”的道理,我想大家应该还是很容易理解的。
所以看电容最重要的是看类型,而不是看品牌。
(这是后话了,在下一个部分我也会详解)说句题外话:如今还有很多玩音频的玩家,迷信什么聚丙烯(诸如此类薄膜电容)补品电容。
其实随着技术的进步,薄膜电容有着进退两难的趋势,其低端产品正被铝聚合物电容代替,而在高精密、高Q场合,薄膜电容又无法和陶瓷电容相匹敌,所以大家以后不要盲目迷信很多音响杂志的宣传。
实际性能才是我们最该关注的。
2.NICHICON蓝宝石(防爆纹:十字形;识别颜色:黑色,金黄色;识别字母:NICHICON)NICHICON(戏称“你吃糠”^_^)是日@#¥%……&本的老牌电容厂,其成名的时间和著名的RUBYCON(红宝石)差不多。
1.
附录1. 识别装置(HGR-14) 在此对识别装置 (HGR-14) 进行了说明。
HGR14-C-PMBA-0001
附录1.1 识别方式概要
附录1.1 识别方式概要
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
过滤器
55 85
附录1.2 编制轮廓识别数据
附录1.2 编制轮廓识别数据
- -
- -
附录1.2 编制轮廓识别数据
224 -
225 -
226 -
228 -
231 -
232 -
233 -
234 -
235 -
236 -
242 -
243 -
244 -
245 -
246 -
247 -
249 -
251 -
252 -
255 -
附录1.3 按形状输入数据项目
附录1.3 按形状输入数据项目
①形状编号
②对象形状
以本参考为对象的外形形状
③参考编号
④对象部品
以本参考为对象的主要部品
⑤对应Ver.
只可识别本版本
⑥形状以及输入数据
⑦识别方法以及结果
⑧判断标准
轮廓识别的必要数据以及识别的简单说明
(数据输入项目中,网状部分是不需要的数据,请务必输入 “0”。
)
⑨可识别姿势
因参考不同,可识别姿势也不同。
⑩(备注)
轮廓识别方面的注意事项等。
请务必阅读。
附录1.3 按形状输入数据项目
附录1.3 按形状输入数据项目
附录1.3 按形状输入数据项目
反射识别时,有些铸型颜色在电极以外的部分可能呈白色。
此时,请使用
根引线以外有无不需要的引线
多引线部品·凸点部品数据自动指教步骤
对多引线部品·凸点部品的数据自动指教功能示教步骤进行说明。
<准备>
1. 准备要实装的部品。
2. 在PT 登录部品数据。
∗ 仅记载对识别作业需要的项目。
输入项目
·REF: 请参照∗1 ·长度 (L) ·宽度 (W)
∗ 在长度 (L)
/ 宽度 (W) 中,请输入表示部品的最大外形的尺寸。
不必输入正确的尺寸。
3. 将数据从PT 转送至机器。
∗ 此后在机器上进行示教作业。
请用供料器或托盘对机器供给对象部品。
∗ 1
在PT 登录的参考编号 (REF)
(多引线部品系列)
• 对原有识别数据重新进行示教时 : 请利用已设定完了的REF 编号。
• 完全新制作数据时 : 请设定为REF=254。
(凸点部品系列)
• 对原有识别数据重新进行示教时 : 请利用已设定完了的REF 编号。
• 完全新制作数据时 : 请设定为REF=253。
∗ REF253/254在PT 检查数据时不将进行扩展数据部分的检查。
9Q4C-EPt-Pl-001
4Z4C-CEn-DmPtCr-022
1
2
3
下一页
4Z4C-CEn-DmPtCr-023
在检测引线位置显示四方形框在检测凸点位置显示圆形框
实线: 有引线{:有凸点
虚线: 无引线¯:无凸点
∗ 检测电极正常完成时,按结束示教。
电极尚未正常检测时,按,进行检测电极修正作业。
<检测电极的修正>
在形状检测过程中尚未正常检测电极时,在此对检测电极的有无进行修正。
但是,在此只能修正电极的有无,无法修正位置。
• 按[电极修正]或[修正电极指定],画面上将会显示光标。
∗ 把光标对准要修正的电极位置,然后请按[电极追加/删除]。
有电极时:电极删除 无电极时:电极追加
• 若要把画面显示放大,请按[图像显示切换]。
图像的显示尺寸将会变化。
∗ 电极的修正完成后,请按[完成]。
结束示教。
∗ 连接器或SOP 等的有些部品对示教开始时的设定式样角度,其示教结果式样角度有变化的可能性。
此时,第2次以后的示教部品角度与第1次示教部品角度不一致。
式样角度被变更时,请确认扫描角度。
4Z4C-CEn-DmPtCr-024
非格子排列BGA 示教步骤
对未配置于格子状的BGA/µ BGA (CSP) 等背面焊锡球部品需要的部品示教步骤进行说明。
<准备>
1. 准备要实装的部品。
2. 通过PT 登记带有BGA 扩展数据的部品。
∗ 在此只记载对识别需要的项目。
输入项目
• REF: 237/238 • Width (宽) W • Length (长) L
• Expansion data type: BGA expansion (扩展数据种类: BGA 扩展)
BGA expansion (BGA 扩展) • Ball diameter (球直径)
• Ball diameter limit (球直径容许值)
3. 由PT 将数据转送到机器。
∗ 此后的作业是通过机器的示教作业。
请用供料器或托盘向机器供给对象部品。
9Q4C-EPt-Pl-001
9Q4C-EPt-Pl-002
HGR14-017E
3
2
1
下一页
HGR14-018E
HGR14-018E
HGR14-019E
下一页。