CNC刀龙门机常用表刀具
- 格式:xls
- 大小:27.00 KB
- 文档页数:4




章文件 编号WI-PM-04制订日期2021.02.22一、夹头类1、夹头整体由拉丁,刀柄,夹头构成,主要作用是夹持加工使用刀具,目前使用铣刀柄和钻夹头两种,上图为铣刀柄,目前所有机台统一使用 BT30-ER25 高速刀柄,主要夹持铣铝刀,钨钢刀,倒角刀,玉米刀,精雕钻,特殊成型刀。
钻夹头主要夹持麻花钻。
(装刀时注意刀柄内部油污清洁,闲置不用刀柄使用巴林润滑,防止生锈丧失精度)2、筒夹主要用来夹持刀具,目前使用筒夹为ER25型号。
(装刀时注意筒夹内部油污清洁,闲置不用筒夹使用润滑油浸泡,防止生锈丧失精度)。
筒夹夹持主要依据刀具刀柄直径来确定规格,常用规格有1/8(柄径3.175的精雕钻),3-4(柄径4的钻头,铣刀,倒角刀),5-6(柄径6的钻头,铣刀,倒角刀), 7-8(柄径8的钻头,铣刀,倒角刀),9-10(柄径10的钻头,铣刀,倒角刀) 。
二、钻头类1、麻花钻主要用于孔位精度不高的孔粗加工,需使用钻夹头夹持。
前端夹角为118度。
2、精雕钻主要用于中精度小孔加工,需使用1/8筒夹夹持。
前端夹角160度。
3、中心钻主要用于孔粗加工前的定位,保证麻花钻粗加工孔中心位置。
4、大头倒角刀主要用于较大深度的标准斜度加工,如波峰焊载具反面倒角。
常用夹角有60度, 90度,120度,150度四种。
5、直柄倒角刀主要用于工件直角边倒角,去除毛刺,增加工件美观度,常用规格为柄4,柄6两种。
6、丝攻主要用于工件攻牙,常见类型为挤压丝攻和机用丝攻。
规格常用有M2(底孔1.6), M3(底孔2.5), M4(底孔3.3), M5(底孔4.2), M6(底孔5)。
章文件 编号WI-PM-04制订日期2021.02.22三、铣刀类1、铣铝刀主要用于铝合金的粗加工,精加工及非金属材料的精加工。
常用规格有D1.5,D2,D3,D4,使用3-4夹头夹持;D6使用5-6夹头夹持; D8使用7-8夹头夹持; D10使用9-10夹头夹持。
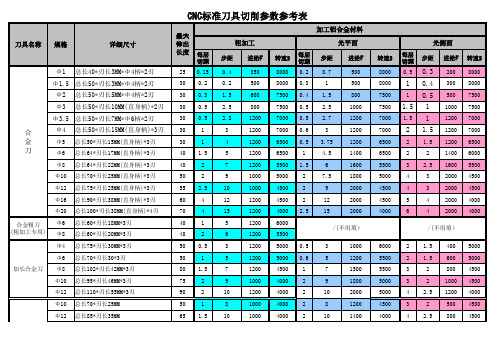

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。