数控编程刀具库设置
- 格式:doc
- 大小:24.50 KB
- 文档页数:2

南京斯沃斯沃数控仿真软件广州数控仿真软件操作和编程说明书南京斯沃软件技术有限公司2006/07版本前言南京斯沃软件技术有限公司是一支专业从事可视化软件开发的队伍。
主要提供CAD/CAM、数控仿真、UG关键技术的示范、推广和应用。
面向企业的新产品开发和创新设计,提供贴近用户个性化需求的产品整体设计、技术咨询、二次开发服务。
根据客户要求 进行专业CAD\CAM的软件开发,以及数控系统、面板仿真的开发,提供基于UG软件的二次开发服务,指导客户利用UG软件建立企业标准化的设计流程,缩短新产品研发周期,降低改型设计开发成本,提高产品设计质量。
南京斯沃软件技术有限公司开发的,发那科(FANUC)、西门子(SINUMERIK)、三菱(MITSUBISHI)、广州数控(GSK)、华中世纪星(HNC)、北京凯恩帝(KND)、大连大森(DASEN)、南京华兴(WA) 数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
南京斯沃软件技术有限公司2006年7月目 录第一章 斯沃数控仿真软件概述 (1)1.1 斯沃数控仿真软件简介 (1)1.2 斯沃数控仿真软件的功能 (1)1.2.1 控制器 (1)1.2.2功能介绍 (3)第二章 斯沃数控仿真软件操作 (5)2.1 软件启动界面 (5)2.1.1 试用版启动界面 (5)2.1.2网络版启动界面 (6)2.1.3单机版启动界面 (8)2.2 工具条和菜单的配置 (8)2.3 文件管理菜单 (10)2.3.1机床参数 (11)2.3.2刀具管理 (13)2.3.3工件参数及附件 (16)2.3.4快速模拟加工 (20)2.3.5工件测量 (21)2.3.6录制参数设置 (21)2.3.7警告信息 (22)第三章GSK980T操作 (26)3.1 GSK980T机床面板操作 (26)3.2 GSK980T数控系统操作 (28)3.2.1 按键介绍 (29)3.2.2 手动操作虚拟数控车床 (31)第四章GSK980T车床编程 (47)4.1坐标系统 (47)4.2G代码命令 (49)4.2.1G代码组及含义 (49)4.2.2 G代码解释 (50)4.3辅助功能(M功能) (65)4.4例题 (66)第五章 GSK900M 操作 (70)5.1 GSK900M 机床面板操作 (70)5.2 GSK900M数控系统操作 (73)5.2.1按键介绍 (73)5.2.2手动操作虚拟数控机床 (75)第六章GSK900M车床编程 (84)6.1坐标系统 (84)6.2 G代码命令 (86)6.1.1 代码组及其含义 (86)6.2.2 G代码解释 (88)6.3 辅助功能(M功能) (102)第七章 GSK928TC操作 (107)7.1 GSK928TC 机床面板操作 (107)7.2 GSK928TC数控系统操作 (109)7.2.1 按键介绍 (109)7.2.2手动操作虚拟数控车床 (113)第八章GSK928TC车床编程 (126)8.1坐标系统 (126)8.2 G代码命令 (128)8.2.1代码组及其含义 (128)8.2.2代码解释 (129)8.3辅助功能(M功能) (155)第一章 斯沃数控仿真软件概述1.1 斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
1 数控机床CNC参数设置1 CNC参数的调试修改方法⑴、在设置页面打开参数开关。
⑵、工作模式选择在录入方式。
⑶、在参数页面修改相应的参数。
⑷、修改完参数后关掉参数开关再按复位键部分参数修改后还需关掉系统电源。
2了解每个CNC参数所对应的作用以及修改参数后机床性能的变化K1000M CNC参数一览表0 0 4 OTFP RDRN DECI IOF RS43 DCS SCW OTFP 1输出最高频率为512Kpps。
0输出最高频率为32Kpps。
RDRN 1空运行时快速运动指令运行有效。
0空运行时快速运动指令运行无效。
DECI 1在返回参考点时减速信号为1表示减速回零方式B 时有效。
0在返回参考点时减速信号为0表示减速。
IOF 1用MDI键入时偏置值为增量值。
0用MDI键入时偏置值为绝对值。
RS43 1G43G44的偏移矢量在复位时被清零。
0G43G44的偏移矢量在复位时保持不变。
DCS 1MDI方式时按【输出】键执行。
0MDI方式时按【循环启动】键执行。
SCW 1最小指令增量按英制系统机床是英制系统。
0最小指令增量按公制系统机床是公制系统。
0 0 5 NFDO TJHD PM2 PM1 RSJG MPOF PPD PCMD NFDO 1恒设为1 TJHD 1在手动示教方式中手轮有效。
0在手动示教方式中手轮无效。
2 PM2PM1设定固定循环G76G87中的退刀方向。
PMXY2 PMXY1 退刀方向0 0 X 0 1 X 1 0 Y 1 1 Y RSJG 0按复位键时系统自动关闭M03、M04、润滑、冷却输出。
1按复位键时对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1屏蔽电压低报警PPD 1用绝对零点编程G92也设置相对坐标值。
0用绝对零点编程G92不设置相对坐标值。
PCMD 1输出波形是脉冲。
0输出波形是方波。
0 0 6 PRGB TLCP GST OVRI ZMZ ZMY ZMX PRGB 无意义。
数控加工中心有一刀库,我们如果需要哪把刀就用这个指令把它调出来。
当然还有另一种情况就是手动换刀,这个比较容易,你可以参看各厂家的说明书,了解下松刀和紧刀按钮就可以了,那么加工中心刀库装刀有哪些步骤呢?一、刀库装刀的步骤及注意事项一般来说,对于一个工件完整的加工工序,可能涉及铣削、钻削、镗削、铰削和攻丝等工序。
所使用的加工刀具可能几把到几十把。
工件数控加工前需要把每一把刀具装刀刀库中并和加工程序设定对应关系,以便由程序调用。
1、装刀步骤首先将使用的刀具安装到刀柄上,并调整刀具长度至所要求的尺寸;然后根据工件的工艺要求和程序设计将刀具和刀具号一一对应,为了避免混要可以贴上标签;将立式加工中心的主轴回Z轴零点,并通过数控系统面板手动输入并执行T01 M06指令;此时手动将1号刀具装入刀库中,这个刀具即为1号刀具;然后在手动输入T02 M06指令,并手动将第二把刀具装入刀库中,这个刀具即为第二把刀。
按照上述操作一次将剩余刀具装入刀库即可。
加工中心哪家好。
2、装刀注意事项在立式加工中心进行刀库装刀时,应特别注意以下几点:一是只有主轴回到机床零点或换刀点,才能将主轴上的刀具装入刀库,或者将刀库中的刀具调整在主轴上。
二是装入刀库的刀具必须与加工程序中的刀具号一一对应,否则会严重损伤机床和加工零件。
三是交换刀具时,主轴上的刀具不能与刀库中的刀具号重号。
二、刀库装刀后的设置刀库完成装刀后需要进行必要的设置才可进行立式加工中心的正式加工。
因每把刀具的长度或到Z坐标零点的距离都不相同,这些距离的差值需要进行刀具的长度补偿值设定才行。
另外铣刀都就有一定的半径,刀具中心轨迹和工件轮廓差一个半径的尺寸。
因此需要将刀具半径进行补偿才可正常进行数控加工。
加工中心哪家好。
刀具长度补偿有两种方法:一种是将其中的一把刀具作为标准刀具,找出其他刀具与标准刀具的差值,作为其它刀具长度补偿值;另一种是将工件坐标系的Z值输为0,调出刀库中的每把刀具,通过Z向设定器确定每把刀具到工件坐标系Z 向零点的距离,直接将每把刀具到工件零点的距离值输到对应的长度补偿值代码中。
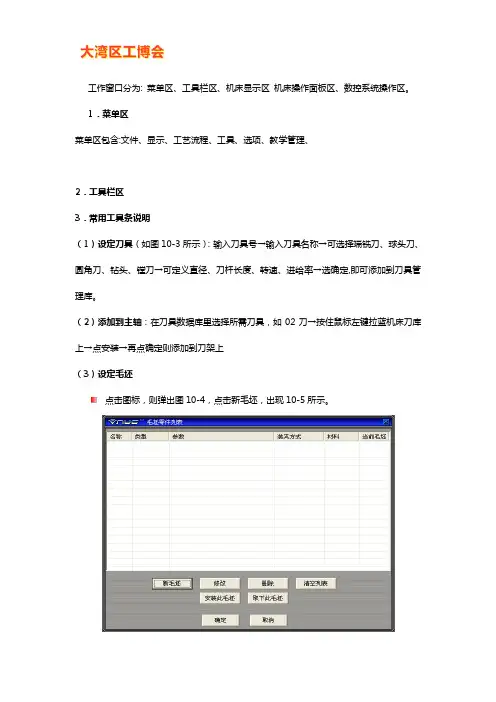
工作窗口分为: 菜单区、工具栏区、机床显示区机床操作面板区、数控系统操作区。
1.菜单区菜单区包含:文件、显示、工艺流程、工具、选项、教学管理、2.工具栏区3.常用工具条说明(1)设定刀具(如图10-3所示):输入刀具号→输入刀具名称→可选择端铣刀、球头刀、圆角刀、钻头、镗刀→可定义直径、刀杆长度、转速、进给率→选确定,即可添加到刀具管理库。
(2)添加到主轴:在刀具数据库里选择所需刀具,如02刀→按住鼠标左键拉蓝机床刀库上→点安装→再点确定则添加到刀架上(3)设定毛坯点击图标,则弹出图10-4,点击新毛坯,出现10-5所示。
图10-4 新毛坯的建立设置毛坯大小、材料、夹具。
图10-5 设置毛坯的尺寸设置压板的形式图10-6 设置压板的形式(4)工件测量:图10-7 工件测量(三)数控铣床仿真软件基本操作在图10-1 所示的右边是数控系统操作键盘,其上面为数控系统显示屏1.编辑键:替代键。
用输入的数据替代光标所在的数据。
:删除键。
删除光标所在的数据;或者删除一个数控程序。
:修改键。
消除输入域内的数据。
:回车换行键。
结束一行程序的输入并且换行。
2.输入键:输入键。
把输入域内的数据输入参数页面或输入一个外部的数控程序。
3.输出键:输出键。
把当前数控程序输出到计算机。
4.翻页按钮(PAGE):向下或向上翻页。
5.光标移动(CURSOR):向下或向上、向左或向右移动光标。
6.启动程序加工零件选择一个数控程序,按数控程序运行控制开关中的按钮,再按按钮。
7.试运行程序试运行程序时,机床和刀具不切削零件,仅运行程序。
置在位置,选择一个数控程序,按数控程序运行控制开关中的按钮。
8.单步运行在自动方式下,置单步开关于“ON”位置。
数控程序运行过程中,每按一次执行一条指令。
9.选择一个数控程序有以下二种方法进行选择:(1)按编号搜索按下,按,再按,如选程序“O0001”按。
程序“1”便被调出。
(2)选择模式AUTO位置按,键入字母“o”,按键入数字“7”,键入搜索的号码:“o7”,按开始搜索,“o7”显示在屏幕右上角,NC程序显示在屏幕上。
西门子810D/840D/840Di都可以使用刀库管理功能。
此课程以链式刀库为例,只介绍其中关于装刀,卸刀,找刀,换刀等基本操作,及相关的数据设定和PLC编程。
实验环境:SINUMERIK840D3个进给轴—X,Y,Z刀库轴—A (Index 轴)1个主轴—C选件:刀库管理6FC5251-0AB12-0AA0MD 18080: MM_TOOL_MANAGEMENT_MASK=1H 激活刀库管理功能MD 18082: MM_NUM_TOOL=10 刀具数量MD 18084: MM_NUM_TOOL_MAGAZINE=3 定义刀库数量MD 18086: MM_NUM_MAGAZINE_LOCATION=15 刀位数量(包括刀位10,手爪2,主轴1,装刀位2) MD 18100: MM_NUM_CUTTING_EDGES_IN_TOA= 刀沿数量MD 18106: MM_MAX_CUTTING_EDGE_PERTOOL 每把刀具刀沿的数量MD 20310: TOOL_MANAGEMENT_MASK=1H 激活刀库管理功能MD 20320: TOOL_TIME_MONITOR_MASKMD 22550 TOOL_CHANGE_MODE 换刀方式MD 22560 TOOL_CHANGE_M_MODE 激活刀沿的M代码将A轴设置为INDEX轴:MD 30501: $MA_INDEX_AX_NUMERATOR=360度MD 30502: $MA_INDEX_AX_DENOMINATOR=10(对应10个刀位)MD 30500: $MA_INDEX_AX_ASSIGN_POS_TAB=3MD 30505: $MA_HIRTH_IS_ACTIVE=1在PLC中使用FC18控制刀库轴运行,模拟找刀,换刀等刀库动作刀库基本设置(10把刀具的链式刀库,无大小刀管理):1. START-upÆTool managementÆMagazineÆNewÆ在Name项中输入”my_mag”Æ回车ÆType项选择”Chain magazine”Æ在Locations项中输入10回车ÆOK 2. Location typesÆNewÆ在Name项中输入”my_loc”ÆHeight项”2”ÆWidth项”2”ÆOK 3. Buffer locationsÆNewÆ在Name项中输入”my_spi”ÆType项选择SpindleÆOKÆNewÆ在Name项中输入”gri_1”Æ Type项选择GripperÆOKÆ NewÆ在Name项中输入”gri_2”Æ Type项选择GripperÆOKÆ选择gri_1Æ光标移动到Assign to spindle项ÆAssign spindleÆ选择gri_2Æ光标移动到Assign to spindle项ÆAssign spindle4. Magazine configure.ÆNewÆ在Name项中输入”my_test”ÆOKÆLoc. Type项选择”my_loc”ÆFrom loc.项输入”1”ÆTo loc.项输入”10”ÆAssignÆGenerate conf.fileÆLoad conf. FileÆ LoadÆ选择自动方式Æ按程序启动(MD20700=0)系统将配置转换成工件程序,然后执行装入,装载成功后自动删除该工件。
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
加工中心的刀库形式与自动换刀程序的调试————————————————————————————————作者:————————————————————————————————日期:ﻩ加工中心的刀库形式与自动换刀程序的调试一、实训目的( 1 )了解加工中心的各种刀库形式;( 2 )了解机械手换刀的基本动作组成;( 3 )掌握加工中心自动换刀程序的编写与调试运行;二、预习要求认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。
三、实训理论基础1 .加工中心的刀库形式加工中心刀库的形式很多,结构各异。
常用的刀库有鼓轮式和链式刀库两种。
图 11-1鼓轮式刀库( a )径向取刀形式( b )轴向取刀形式 ( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。
一般存放刀具不超过32 把。
见图 11-1。
径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 o 翻转。
形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。
链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。
见图11-2 。
图 11-2 链式刀库2 .自动换刀装置及其动作分解斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。
对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图11-3。
换刀时,Txx指令的选刀动作和M6指令的换刀动作可分开使用。
图 11-3平行布置机械手的换刀过程图11-4 角度布置机械手的换刀过程对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。
机械手换刀装置的自动换刀动作如下:(1)主轴端: 主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。
如何正确为数控机床选用刀具及编程数控刀具的选择和切削用量的确定是数控加工工艺中的紧要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。
CAD/CAM技术的进展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是DNC系统微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。
目前,很多CAD/CAM软件包都供给自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。
因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与一般机床加工形成鲜明的对比,同时也要求编程人员必需把握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点,能够正确选择刀刃具及切削用量。
数控加工常用刀具的种类及特点数控加工刀具必需适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。
刀柄要联接刀具并装在机床动力头上,因此已渐渐标准化和系列化。
数控刀具的分类有多种方法。
依据刀具结构可分为:①整体式;②镶嵌式,采纳焊接或机夹式联接,机夹式又可分为不转位和可转位两种;③特别型式,如复合式刀具、减震式刀具等。
依据制造刀具所用的材料可分为:①高速钢刀具;②硬质合金刀具;③金刚石刀具;④其他材料刀具,如立方氮化硼刀具、陶瓷刀具等。
从切削工艺上可分为:①车削刀具,特别圆、内孔、螺纹、切割刀具等多种;②钻削刀具,包括钻头、铰刀、丝锥等;③镗削刀具;④铣削刀具等。
为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。
数控刀具与一般机床上所用的刀具相比,有很多不同的要求,重要有以下特点:①刚性好(尤其是粗加工刀具)、精度高、抗振及热变形小;②互换性好,便于快速换刀;③寿命高,切削性能稳定、牢靠;④刀具的尺寸便于调整,以削减换刀调整时间;⑤刀具应能牢靠地断屑或卷屑,以利于切屑的排出;⑥系列化、标准化,以利于编程和刀具管理。
DMG3+2数控铣床简要使用说明一、开机步骤:回参考点机床门关好→按锁门键→按伺服电源按钮数秒→按回原点键→按循环启动键二、设刀具→按刀具库TOOL OFFSET→光标移到空刀号上(注意主轴上刀具的位置),按软键New tool→按Milling tool立铣刀→改刀具名称→只能是Dp1(不能出现Dp2或Dp3)→刀具直径(有刀补的要写,没刀补的不写也可以。
)→刀具长度不必写。
三、换刀:关门→锁门→在手动模式下【TSM】→光标移到T对话框→软键Tools→光标移到要装刀具,按到机床→按循环启动键→系统提示开门换刀,打开门→按换刀许可键→扳动伺服电源键右面指示灯亮的换刀旋钮,换刀。
注意:此时一扳动换刀旋钮主轴上的刀具会掉下来,所以在扳动前要用手拿着主轴上的刀具。
→换好刀后关门,锁门→按循环启动键。
四、对刀:手动模式下对刀或巡边→点开work offset→在对应坐标系代号:1、G54;2、G55;3、G56;4、G57。
光标放到X对话框内→按X0→OK(对刀值自动写入前面所设定的坐标系X中,同样方法设定YZ 中的值。
)五、MDI方式:MDI主要检验对刀是否正确。
按机床操作面板上的MDI键→在程序框中加入要执行的程序→回车→按循环启动键,程序执行。
注意:如果是轴移动指令,将进给倍率和快速倍率调慢,防止意外发生!六、程序编程按选择菜单键→Program managa程序管理器→可以打开已有的文件夹,在其中新建文件或打开已有文件,打开方法:光标标移到要打开的文件夹,回车;新建文件夹:按NEW软键,输入文件夹名,OK→进入文件夹后可以选择已有文件用回车键打开,或按NEW软键,出现对话框,输入文件名→按 G代码程序→OK,新建一个G代码程序。
七、模拟、加工程序编好或打开已有程序后,按Simulatio模拟→settings设定毛坯→Back返回→模拟好后,End结束模拟状态。
点按Machine here从此开始加工,机床自动转到自动状态,调慢倍率、单段、检查刀具、程序、坐标系、刀补、工件状态→可在程序中或坐标系中将Z抬高,空运行一下,再加工。
UG编程在CNC加工中的自动化刀具选择与更换自从计算机数控(CNC)技术在机床加工中的应用得到广泛推广,自动化程度和效率大幅提高。
UG编程作为一种先进的CAD/CAM软件,为CNC加工提供了强大的功能和灵活性。
在CNC加工过程中,刀具的选择和更换对于加工效果和加工质量起着关键作用。
本文将探讨UG编程在CNC加工中的自动化刀具选择与更换的方法和技巧。
一、UG编程中的刀具库管理UG编程软件提供了刀具库管理功能,允许用户根据实际需求创建和编辑刀具库。
刀具库可以包括不同类型的刀具,如铣刀、钻头、车刀等,每种刀具都有其特定的参数和几何形状。
用户可以根据工件材料、加工形式和加工要求,选择合适的刀具,并将其添加到刀具库中。
对于不同类型的刀具,在刀具库中进行详细的设置是十分重要的。
UG编程软件提供了丰富的参数设置选项,用户可以根据实际需要,设置刀具的直径、长度、刃数、剖面形状等参数。
此外,用户还可以设置刀具的材质和涂层,以提高切削效率和刀具寿命。
二、自动化刀具选择UG编程软件在刀具选择方面提供了智能化的功能,可以根据工件的几何形状和切削条件,自动选择合适的刀具。
在进行刀具选择之前,用户需要对工件进行几何建模和加工设置。
接下来,将通过以下步骤进行刀具的自动选择:1. 进行工件识别:UG编程软件可以通过模型识别功能,自动识别工件的几何形状和特征。
通过自动识别,可以根据工件的形状,确定刀具的加工轮廓和加工路径。
2. 设置切削条件:根据加工要求和工件材料,设置合适的切削条件。
切削条件包括切削速度、进给速度和切削深度等参数。
根据切削条件,UG编程软件可以自动选择适当的刀具。
3. 自动选择刀具:UG编程软件根据工件的几何形状和切削条件,从刀具库中智能选择合适的刀具。
选择的刀具应具备良好的切削性能,并确保加工效率和加工质量。
三、自动化刀具更换UG编程软件支持自动化的刀具更换功能,可以根据加工任务的需要,自动进行刀具的更换。
刀具的更换可以基于切削条件的变化、刀具磨损或者加工方案的优化等原因。
数控车床对刀步骤图数控车床的编程数控车床是一种通过预先设定的程序来控制车床进行自动加工的设备。
在使用数控车床进行加工之前,必须进行对刀操作,以确保加工的准确性和效率。
下面我们将介绍数控车床对刀的步骤以及数控车床的编程过程。
数控车床对刀步骤1.安装刀具:首先,确保选择适当的刀具,并将其安装到数控车床上的刀架上。
2.调整刀具:根据加工件的要求,调整刀具的高度和角度,确保刀具与工件接触表面垂直并且正确位置。
3.固定刀具:使用合适的工具将刀具固定在刀架上,确保刀具在加工过程中不会移动。
4.选择工件:放置待加工的工件到数控车床的工作台上,并确保工件与刀具接触时不会发生任何碰撞。
5.对刀:根据数控车床的操作手册,启动数控车床进行对刀操作,调整位置和参数,直到刀具和工件接触时无碰撞。
6.调整偏移量:在数控车床的控制系统中设置正确的刀具偏移量,使数控车床能够准确控制切削路径。
数控车床的编程1.确定加工路径:根据加工零件的要求,确定切削路径、进给速率、切削深度等参数,编写加工路径。
2.设定工件坐标:根据加工零件的设计图纸,设定工件的坐标原点和工件的尺寸,以便数控车床能够准确定位工件。
3.编写加工程序:根据预定的加工路径和工件坐标,编写数控车床的加工程序,包括切削路径、进给速率、切削深度等操作指令。
4.调试程序:在进行实际加工之前,进行程序调试,检查加工路径是否正确、刀具是否正常等,确保程序无误。
5.加载程序:将编写好的加工程序加载到数控车床的控制系统中,准备进行实际加工。
6.监控加工:启动数控车床,监控加工过程,确保数控车床按照预定的程序进行加工。
通过以上步骤,我们可以实现对数控车床的对刀操作和编程,为工件的加工提供有效的支持和保障。
数控车床的自动化加工过程,可以大大提高生产效率和产品质量,是现代制造业中不可或缺的设备之一。
项目四数控系统基本参数的设置一、实训目的1.熟悉华中HNC-21MD数控系统基本参数的类型2.掌握数控系统的参数设置方法。
二、实训设备THWSKW-4C型加工中心维修技能实训考核装置三、实训预习数控系统正常运行的重要条件是保证各种参数的正确设定;修改参数前,必须理解参数的功能和熟悉原设定值,不正确的参数设置与更改,可能造成严重的后果。
详细内容参考《世纪星数控装置连接说明书》和《世纪星铣削数控装置操作说明书》。
参数设定完成或者更改设定值后,务必重新启动数控系统,以使参数生效。
查看和修改参数的常用键的功能:Esc:终止输入操作。
关闭窗口。
返回上一级菜单,并最终返回图形按键式菜单。
F1 ~ F10:直接进入相应的菜单或窗口,实现特定的功能。
Enter:确认开始修改参数。
进入下一级子菜单。
对输入的内容确认。
方向键:在菜单或窗口内,移动光标或光标条。
Pgup、Pgdn:在菜单或窗口内前后翻页。
四、实训内容与步骤按照实训项目一的内容启动实训系统。
1.数控系统启动完成后,在系统软件主界面下,按“F10(扩展菜单)”键,进入如图4-1-1所示的扩展菜单。
图4-1-1 扩展菜单在图4-1-1所示的主操作界面下,按“F3(参数)”键,进入参数功能子菜单。
命令行与菜单条的显示如图4-1-2所示。
图4-1-2 参数功能子菜单2.参数查看与设置的操作2.1 在参数功能子菜单下,按“F3”键,输入口令(口令为HIG),按“Enter”键确认,系统提示口令正确,然后按下“F1”键,系统将弹出“参数索引”子菜单,如图4-1-3:图4-1-3 参数索引子菜单图4-1-4 坐标轴选择2.2 通过上下方向键选择要查看或设置的选项,按下“Enter”键进入下一级菜单或窗口,也可以按下对应的“F”功能键进入相应的菜单或窗口。
2.3 如果所选的选项有下一级菜单,例如按下“F2”键选择“轴参数”,系统会弹出下一级菜单,如图4-1-4所示,要求用户进行轴选,0、1、2分别代表X、Y、Z三轴。
新代系统刀库重置方法
一、进入刀具管理界面
在新代系统中,选择“刀具管理”菜单,进入刀具管理界面。
在这个界面中,您可以浏览和编辑刀具的相关信息。
二、找到需要重置的刀具
在刀具管理界面中,浏览刀具列表,找到需要重置的刀具。
您可以通过刀具名称、型号、编号等关键词进行搜索。
三、选择“刀具归还”功能
在找到需要重置的刀具后,点击该刀具对应的操作按钮,选择“刀具归还”功能。
这个功能会将该刀具归还到库位中。
四、将刀具归还到库位中
在执行“刀具归还”操作时,系统会提示您选择一个库位。
根据您的实际情况,选择一个合适的库位,将刀具归还到该库位中。
五、点击“重置”按钮
在库位中找到已经归还的刀具,点击“重置”按钮。
系统会将该刀具状态重置为可用状态。
此时,您可以将该刀具重新用于生产加工。
六、完成重置操作
完成上述步骤后,您已经成功重置了刀具状态。
现在,您可以根据需要重新配置和使用该刀具。
请注意,重置操作可能会影响刀具的原有配置和设置,因此在进行重置前,请务必备份相关数据。
UG编程中的加工参数设置与优化UG软件是一种广泛应用于数控机床加工中的先进编程软件,它具备丰富的功能和灵活的编程方式,对于加工参数的设置与优化具有重要作用。
本文将探讨UG编程中的加工参数设置与优化的方法与技巧。
一、加工参数的设置在进行数控机床编程时,合理的加工参数设置是保证加工质量和效率的关键。
下面列举了几个常用的加工参数及其设置方法:1. 切削速度:切削速度是指加工过程中切削刀具与工件接触表面的相对速度。
合理的切削速度可以保证加工质量和减少切削刀具的磨损。
在UG编程中,可以通过指定切削速度的方式来设置该参数。
2. 进给速度:进给速度是指加工过程中切削刀具在单位时间内沿工件表面移动的距离。
合理的进给速度可以保证加工效率和加工质量。
在UG编程中,可以通过指定进给速度的方式来设置该参数。
3. 切削深度:切削深度是指切削刀具每次进给所切削的工件表面深度。
合理的切削深度可以保证加工效率和避免切削刀具断裂。
在UG编程中,可以通过指定切削深度的方式来设置该参数。
4. 切削方式:切削方式是指在加工过程中切削刀具与工件的相对运动方式。
常见的切削方式有顺铣、逆铣、锯齿铣等。
在UG编程中,可以通过选择不同的切削方式来设置该参数。
二、加工参数的优化除了合理的设置加工参数,进一步优化加工参数也可以提高加工质量和效率。
下面介绍几种常见的加工参数优化方法:1. 刀具选型优化:刀具选型是指选择合适的刀具进行加工。
不同的工件材料和加工方式对切削刀具的要求不同,因此选取合适的刀具对于提高加工质量和效率至关重要。
在UG编程中,可以通过刀具库或者自定义刀具参数的方式进行刀具选型优化。
2. 进给速度优化:进给速度的优化可以提高加工效率和减少加工成本。
合理的进给速度需要考虑到工件材料、刀具材料和刀具结构等因素。
在UG编程中,可以通过加工试件或者模拟加工的方式进行进给速度的优化。
3. 切削速度优化:切削速度的优化可以提高加工质量和延长切削刀具的使用寿命。
MasterCAM铣削刀具库设定方法
MasterCAM铣削刀具库设定方法
MasterCAM铣削刀具库设定方法
一、前言
MasterCAM各种加工方式的加工参数,包括切削参数的实现都是以对话框形式设置的,使用时只需填写即可。
MasterCAM铣削中提供公制、英制两类共6个刀具库,基本刀具在刀具库中都有收录,设置加工参数时,调用刀具库中刀具后切削参数即自动输入到对话框中。
但是实际使用中我们发现提供的刀具几何参数各轴进给率、提刀速度、主轴转速等切削参数,并不符合车间现有刀具的实际情况,同时它也不能反映车间刀具库中刀具拥有的基本情况,在使用时必须对每一个项目进行设置。
下面就MasterCAM铣削刀具库的建立方法加以探讨,以建立适合车间使用的刀具库。
二、刀具库的基本结构及设置方法
1.铣削刀具库的结构及设置规定
刀具库由刀具库规定说明以及若干个单独的刀具描述段组合而成,每个描述段又由9行组成,对刀具作具体说明,单个刀具描述段之间由一个空描述段隔开。
下面分别对各行进行详细说明。
(1)刀具库的注释说明注释说明的每行以#开头,后接说明语句,包括刀具库的建立日期,设置方法,各参数意义等。
如#刀具库格式MonJan1414:51:192002。
(2)刀具描述段的组成刀具描述段共由9行组成。
第1行以TOOL开始,说明刀具定义开始,行号必须标出,而且后跟“”,两者中间以空格隔开,结果为:1——TOOL,以下各行规定和本行相同。
第2行说明刀具材料,系统规定各数字代表材料为:1——HSS,2——CARBIDE,3——COATEDCAR,4——CERAMIC,5——BORZON,10——UNKNOWN,设置时应用数字代表填入。
第3行为对刀具进行注解。
第4行指定刀具名称。
第5行指定刀具制造厂。
第6行指定刀具夹头。
第7行指定刀具各项参数。
按照刀具号码、刀具型式、半径型式、直径、刀角半径crad、螺纹头数thds、刀尖角度、半径补正、刀长补正、XY进给率、Z轴进给率、提刀速率、主轴转速、冷却液、刃数顺序指定各个刀具的各项参数,各参数之间以空格隔开,0可以不带小数点。
第8行指定刀具钻孔、铣削属性。
钻孔属性包括以下内容:循环类型cycle,首次下刀深度peck1,其余下刀深度peck2,安全间隙peckclr,切削回缩量chipbrk,暂留时间dwell,肩部角度shldrangle,螺纹小径rootdia(tap),镗孔偏移量boresh ift。
铣削属性包括以下内容:适用切削形态cutable(粗加工、精加工或者两者都可以),粗加工步距rghx(以刀具直径的百分率指定),粗加工步距rghz,精加工步距finx,精加工步距finz,刀尖角度tipdia,刀具根圆直径rootdia(螺纹铣刀),刀尖角度thdangle。
第9行指定夹头以及刀具几何参数,刀端中心孔直径pilotdia,切刃长flutelen,刀长oalen,刃长shldrlen,刀柄直径arbordia,夹头直径hldrdia,夹头长度hldrlen,主轴旋转方向spindleccw,转速sfm(线速度),每刃切削量fpt,计量方法metric。
必须注意,所有的刀具设定必须包含9行以及“TOOL”标头,如果不标定则必须以空格代替内容。
2.铣削刀具库的设置方法
(1)基本刀具库的建立在mill\tools目录下系统已经建立起各常用刀具的基本图形,我们可以利用它建立基本刀具库。
1)用记事本建立一文本文件(*.TXT),按规定格式将刀具参数加入文件中,将文件存入C:\Mcam8\mill\tools目录下,文件名的命名规则按照通常规定,如slider.txt。
2)运行Mill8,在主菜单中单击“NC管理”→“定义刀具”→“资料库,在出现的刀具管理对话框中单击右键,在快捷菜单中单击“由文字产生刀具库,打开读取对话框,指定你产生的文本文件slider.txt后,按确定,出现指定保存的刀具库的路径对话框,命名slider确定即可。
3)将slider.txt和slider.tl8保存到C:\Mcam8\Mill\Tools目录下(假设软件安装在C:\M cam8目录下)。
4)使用时调用刀具库。
(2)自定义刀具的建立1)绘制刀具的半剖图存至C:\MCAM8\MILL\TOOLS目录中,绘图时x方向半径的长度按照1mm绘制。
2)在主菜单中单击“NC管理”→“定义刀具”→“当前”,打开刀具管理对话框,右键点击快捷菜单中“建立新刀具”,打开定义刀具框,指定直径。
3)点击刀具类型标签中自定义按钮。
4)点击“参数标签”中的“选择”按钮,选择前面保存的刀具后保存。
5)如果要保存至刀具库,选择“savetolibrary。
(3)使用效果实际加工时可根据车间现有刀具进行切削方式的选用,杜绝了NC程序的不适用性,在进行刀具路径的参数设置时,刀具部分的参数已经不用在重新定义,减少刀具参数的设置了时间。