机械制造工艺精品教案-零件结构工艺性
- 格式:doc
- 大小:154.50 KB
- 文档页数:6
物流工程学院
机械制造工艺学杨艳芳
本节主要内容
二、合理标注零件的尺寸、公差和表面粗糙度五、零件结构工艺性的评定指标
是指所设计的零件在满足使用要求的前提下,制造的可(它包括零件的各个制造过程中的工艺性,有零件结构的铸造、锻造、冲压、焊接、热处理、切削加工、装配等工艺性。
)
良好的结构工艺性:是指在现有工艺条件下,既能方便制造,又有较低的制。
零件图样上的尺寸标注既要满足设计要求,又要便于加工。
满足设计要求
,其余的尺寸(而且是大多数尺寸))按照加工顺序标注尺寸,避免多尺寸同时保证;
)由形状简单和易接近的轮廓要素为基准标注尺寸,避免尺寸换算。
零件要素是指组成零件的各加工面。
三点要求:
)能采用普通设备和标准刀具进行加工,且刀具易进入、退出和顺利通过加工表面。
3)加工面与非加工面应明显分开,加工面之间也应明显分开。
零件是各要素、各尺寸组成的一个整体,所以更应考虑零件整体结
)零件要有足够的刚性,便于采用高速和多刀切削。
近来,有关部门正在探讨和研究评价结构工艺性的定量指标。
如GB/
产品结构工艺性审查》中推荐的部分主
在生产中已有加工经验的零件数目越多,或是标准化、通用化零件数目越多,则结构工艺性越好。
要求:通常是产品中所有零件要加工的尺寸的平均
的需求量:材料量和各种材质的用量。
冷加工(冲压、冷作)、切削加工、热加工(铸造、锻造)、焊接等加工方法的成本比较。
产品装配的复杂程度:装配复杂程度影响其装配工时和装配成本。
谢谢THANK YOU。

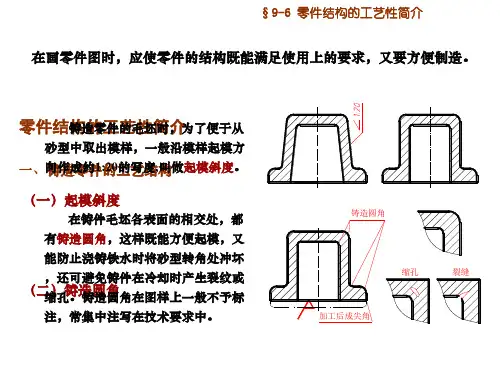
、零件的结构工艺性是指所设计的零件在满足使用要求的条件下制造的可行性和经济性。
工艺性原则1 •尽量使用组合零件,多采用标准化、系列化零彳牛。
2•适当增设工艺性结构,使工件利于装夹并减少装夹次数;有相互位置精度要求的表面,应尽可能在一次装夹中完成加工。
3•零件尺寸要规格化、标准化,便于采用标淮刀負和量眞逬行加工和测量。
工艺性原则4•加工表面应利于刀具切入和退出,尽可能减少内加工表面和深孔等,保证加工的可能性和方便性。
5.尽量减轻工件质量和加工面积,加工表面形状尽量简单,并尽可能布置在同一表面或同一轴线上,以减少走刀次数,提高生产效率。
1.合理标注尺寸(1) 零件图上重要尺 寸应直接标注,在 加工时尽量使工艺 标准与设计基准重 合,符合尺寸链最 短的原则。
(2) 零件图上标注的尺寸应便于测量,不要 从轴线、中心线、假想平面等难以测量的 基准标注尺寸。
(3) 零件图上的尺寸不应标注成封闭式,以 免产生矛盾。
(4) 零件所有加工表面与非加工面之间只标 注一个联系尺寸。
不止4图7・活塞环槽尺寸的标注合理标注尺寸.1图7-保证同轴度的结构合理标注尺寸.2(5) 零件的自由尺寸,应按加工顺序尽量从 工艺基准注山22・零件结构便于加工、保证质量。
(1) 合于 加工精 成本;艾 (2) 保i 位置精 工出所图7-从工艺基准标注尺寸毎质量: 加制造 正零件的 夹下加os3.有利于减少加工和装配的劳动量图7-减少内部结构加匸4.有利于提高劳动生产率,与生产类型相适应为了改善零件的机械加工工艺性,在结构设计时应注意以下基本原则:(1)采用标准刀具、减少刀具种类(2)采用标准刀具、减少刀具种类・1——: -------2.5 2.5 — 2.5采用标准刀具、减少刀具种类・2R3 R1.5 R2 R2采用标准刀具、减少刀具种类・3 3XM8fl2 4XM10I18工件便于在机床上装夹工件便于在机床上装夹(3)减少工件装夹次数零件加匚表面应尽量分布在同一方向,或互相垂直的表面上。

课时:2课时
教学课题:零件结构工艺性
教学目标:学生能够掌握典型零件结构上的工艺审查
能够基本完成对工艺的改进与优化。
教学重点:掌握典型零件结构上的工艺审查
教学难点:能够基本完成对工艺的改进与优化
教具仪器:多媒体
零件结构工艺性
概述
结构工艺性的概念
在机械设计中,不仅要保证所设计的机械设备具有良好的工作性能,而且还要考虑能否制造、便于制造和尽可能降低制造成本。
这种在机械设计中综合考虑制造、装配工艺、维修及成本等方面的技术,称为机械设计工艺性。
机器及其零部件的工艺性主要体现于结构设计当中,所以又称为结构设计工艺性。
零件结构设计工艺性,简称零件结构工艺性,是指所设计的零件在满足使用要求的条件下制造的可行性和经济性。
零件结构工艺性存在于零部件生产和使用的全过程,包括:材料选择、毛坯生产、机械加工、热处理、机器装配、机器使用、维护,直至报废、回收和再利用等。
零件结构工艺性的基本要求
1)机器零部件是为整机工作性能服务的,零部件结构工艺性应服从整机的工艺性。
2)在满足工作性能的前提下,零件造型应尽量简单,同时应尽量减少零件的加工表面数量和加工面积;尽量采用标准件、通用件和外购件;增加相同形状和相同元素(如直径、圆角半径、配合、螺纹、键、齿轮模数等)的数量。
3)零件设计时在保证零件使用功能和充分考虑加工可能性、方便性、精确性的前提下应符合经济性要求,即应尽量降低零件的技术要求(加工精度和表面质量),以使零件便于制造。
4)尽量减少零件的机械加工余量,力求实现少或无切屑加工,以降低零件的生产成本。
5)合理选择零件材料,使其机械性能适应零件的工作条件,且成本较低。
6)符合环境保护要求,使零件制造和使用过程中无污染、省能源,便于报废、回收和再利用。
零件机械加工结构工艺性
对于零件机械加工结构工艺性,主要从零件加工的难易性和加工成本两方面考虑。
在满足使用要求的前提下,一般对零件的技术要求应尽量降低,同时对零件每一个加工表面的设计,应充分考虑其可加工性和加工的经济性,使其加工工艺路线简单,有利于提高生产效率,并尽可能使用标准刀具和通用工装等,以降低加工成本。
此外零件机械加工结构工艺性还要考虑以下要求:1)设计的结构要有足够的加工空间,以保证刀具能够接近加工部位,留有必要的退刀槽和越程槽等;
2)设计的结构应便于加工,如应尽量避免使钻头在斜面上钻孔;
3)尽量减少加工面积,如对大平面或长孔合理加设空刀等;
4)从提高生产率的角度考虑,在结构设计中应尽量使零件上相似的结构要素(如退刀槽、键槽等)规格相同,并应使类似的加工面(如凸台面、键槽等)位于同一平面上或同一轴截面上,以减少换刀或安装次数及调整时间;
5)零件结构设计应便于加工时的安装与夹紧。
表2-17给出了部分零件切削加工结构工艺性改进前后的示例。