机械零件的结构工艺性
- 格式:ppt
- 大小:1.96 MB
- 文档页数:44
机械零件设计师必须要掌握的结构工艺性要求!机械零件结构工艺性是指所设计的零件在能满足使用要求的前提下,制造的可行性和经济性。
结构工艺性好的零件,不仅能方便地生产出来,而且零件的缺陷少,成本低,在市场上具有较强的竞争力。
因此,在机械设计时,必须研究机器零件的结构工艺性设计。
机械零件结构工艺性设计的基本原则:・与所选定的结构材料相适应;・与毛坯成形方法相适应;・与生产工艺过程相适应,与零件加工工艺路线相适应;・与生产批量相适应;・与质量技术指标相适应;・与生产的具体条件和具体生产工艺相适应;机械零件结构工艺性贯穿于零件的材料选择、毛坯制作、热处理、切削加工、机器装配及维修等生产过程的各个阶段。
设计零件的结构时,通常使零件的结构形状与生产规模、生产条件、零件材料、毛坯制作、工艺技术等诸多方面相适应。
应从以下几方面加以考虑:1.零件形状简单合理一般来讲,零件的结构和形状越复杂,制造、装配和维修将越困难,成本也越高。
所以,在满足使用要求的情况下,零件的结构形状应尽量简单。
满足使用要求的条件下,力求减少加工表面的数量和加工的面积。
2.合理选用毛坯类型根据零件尺寸大小、生产批量的多少和结构的复杂程度来确定齿轮的毛坯类型:尺寸小、结构简单、批量大时用模锻毛坯;结构复杂、批量大时采用铸造毛坯;单件或少量生产时则可采用焊接件或自由锻毛坯。
3.铸件的结构工艺性铸造毛坯的采用较为广泛,设计其结构时应注意壁厚均匀、过渡平缓,以防产生缩孔和裂纹,保证铸造质量;要有适当的结构斜度及拔模斜度,以便于起模;铸件各面的交界处要采用圆角过渡;为增强刚度,应设置必要的加强筋。
4.锻件的结构工艺性设计其结构时应注意力求零件形状简单、不应有很深的凹坑,要留有适当的锻造斜度及圆角半径,尽量设计成对称形状;对于自由锻件应避免带有锥形和楔性,不允许有加强筋,不允许在基体上有凸台。
5.切削加工工艺性在机床上加工零件时,切削加工工艺性主要应从三方面考虑:①提高切削效率:②便于切削加工;③减少切削加工量。
机械零件结构工艺性分析与工艺路线的拟定机械制造是工业生产中的重要方向,而机械零件是机械结构中的组成部分,其质量直接关系到机械产品的使用寿命和性能。
机械零件的制造需要涉及到材料、加工、组装等多个方面,其中结构工艺性分析与工艺路线的拟定是制造过程中的关键环节。
一、机械零件结构工艺性分析机械零件的结构设计应基于产品性能要求和零件本身的加工工艺能力,因此结构工艺性分析是设计和制造过程中的重要环节。
结构工艺性分析需要考虑以下几个方面:1.工艺性分析工艺性分析包括材料性能、加工难易程度、加工方法等因素的分析,对零件的加工难度和生产效率进行评估。
必须考虑每个零件的各个部分,包括设计尺寸和要求,加工难度,工艺可行性,设备的可用性等因素。
2.可靠性分析可靠性分析是对零件在制造过程中是否容易产生质量问题进行评估。
其目的在于找出可能导致零件质量不稳定的因素并加以消除。
3.生产装备和工作环境分析包括零件加工的设备、工作环境、人员技能水平等因素的分析。
二、机械零件工艺路线的拟定一个完整的加工流程应包括以下几个步骤:1.准备工作确定加工顺序、确定加工所使用的原材料、制作加工工装夹具等。
2.机床安装、调整和试运行保证机床和工具的精度和准确性,有利于提高加工质量和生产效率。
3.工艺试样制作进行工序试样制作和取样检测以确认加工参数,保障每个加工工序的质量。
4.批量生产在确定、检查和校验加工参数的基础上,进行批量生产。
在工艺路线的制定过程中,应注意以下几个方面:1.考虑零件的作用,尽量缩短生产周期,提高生产效率,优化生产成本。
2.结合机床的加工能力和机械刀具的切削性能,制定符合实际生产需要的加工路线。
3.严格按照零件要求和质量标准,制定生产计划和加工参数,保证零件的加工精度。
结论机械零件的制造是一个生产过程,需要通过结构工艺性分析和工艺路线的拟定来保障生产质量和效率。
在设计和制造过程中,需要考虑到多个因素,如材料、加工、装备和工作环境等。
机械零件结构工艺性分析与工艺路线的拟定(doc 38页)目录一、零件结构工艺性分析 (3)1. 零件的技术要求 (3)2. 确定堵头结合件的生产类型 (4)二、毛坯的选择 (5)1.选择毛坯 (5)2.确定毛坯的尺寸公差 (6)三、定位基准的选择 (7)1.精基准的选择 (7)2.粗基准的选择 (8)四、工艺路线的拟定 (8)1.各表面加工方法的选择 (8)2.加工阶段的划分 (9)3.加工顺序的安排 (10)4.具体方案的确定 (10)五、工序内容的拟定 (11)1. 工序的尺寸和公差的确定 (11)2. 机床、刀具、夹具及量具的选择 (13)3. 切削用量的选择及工序时间计算 (14)六、设计心得 (38)七、参考文献 (39)一、零件结构工艺性分析1.零件的技术要求1.堵头结合件由喂入辊轴和堵头焊接在一起。
其中喂入辊轴:材料为45钢。
堵头:材料为Q235-A。
且焊缝不得有夹渣、气孔及裂纹等缺陷。
2.零件的技术要求表:加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm形位公差/mmφ40h7 IT7 3.2喂入辊轴φ50 12.5外圆表面φ40h7 IT7 2.5喂入辊206 12.5轴两端面堵头外圆加工面φ181js7 IT7 3.2堵头内孔加工面φ40H8 IT8 3.2堵头左右外端面φ90 IT7 12.5堵头内部φ70 12.5右端面堵头内壁φ151 12.5φ70 12.5堵头孔外壁堵头内端70 12.5面2. 确定堵头结合件的生产类型根据设计题目年产量为10万件,因此该左堵头结合件的生产类型为大批量生产。
二、毛坯的选择1.选择毛坯由于该堵头结合件在工作过程中要承受冲击载荷,为增强其的强度和冲击韧度,堵头选用锻件,材料为Q235-A,因其为大批大量生产,故采用模锻。
喂入辊轴由于尺寸落差不大选用棒料,材料为45钢。
2.确定毛坯的尺寸公差喂入辊轴:根据轴类零件采用精轧圆棒料时毛坯直径选择可通过零件的长度和最大半径之比查的毛坯直径206L 8.24R 25==查表得毛坯直径为:φ55根据其长度和直径查得端面加工余量为2。
机械零件结构工艺性与工序设计1. 引言机械零件的结构工艺性与工序设计是机械制造过程中非常重要的环节。
它直接影响着产品质量、生产效率和制造成本等方面。
本文将从机械零件结构的工艺性分析和工序设计两个方面进行讨论,探讨如何提高机械零件的加工效率和质量,降低生产成本。
2. 机械零件结构的工艺性分析机械零件的结构直接决定了其加工工艺的可行性和难易程度。
合理的结构设计可以减少加工难度,提高加工效率。
以下是结构设计中需要考虑的几个要点:2.1 零件尺寸与公差机械零件的尺寸和公差是设计中最基本的要素之一。
合理的尺寸和公差可以提高加工精度,减少修磨工序的需求,从而降低生产成本。
同时,在设计中要合理选择零件的公差带,以满足实际使用要求。
2.2 结构可行性分析在结构设计过程中,需要对零件的结构进行可行性分析。
主要考虑零件的加工难度、装配性、加工余量以及材料的合理利用等方面。
通过合理的结构设计,可以减少加工难度,提高工艺适应性。
2.3 零件材料的选择零件的材料选择对于结构工艺性有重要影响。
材料的硬度、切削性能和热处理特性等都会影响零件的加工难度和工艺控制。
因此,在设计过程中需要综合考虑材料的物理、化学性能以及加工性能等因素,选择合适的材料。
3. 机械零件工序设计机械零件的工序设计是将零件的结构设计转化为实际的加工工艺。
合理的工序设计可以提高加工效率,降低生产成本。
以下是工序设计中需要考虑的几个要点:3.1 加工工艺选择在工序设计中,需要根据零件的结构和加工要求选择合适的加工工艺。
常用的加工工艺包括车削、铣削、钻削、磨削等。
根据零件的形状复杂程度、尺寸精度要求和加工工艺的特点选择合适的加工方法,以提高加工效率和工艺质量。
3.2 工序顺序规划工序顺序的规划是工序设计中非常重要的一环。
根据零件的特点和加工要求,合理确定各个工序的先后顺序,以充分发挥各个工序的作用,提高生产效率。
同时,要考虑到零件的装配顺序和交付周期等因素,综合考虑确定最优的工序顺序。
机械设计基础内容1、机械零件常用材料:普通碳素结构钢优质碳素结构钢、合金结构钢、铸钢、铸铁2、常用的热处理方法:退火、正火、淬火、回火、调质、化学热处理3、机械零件的结构工艺性:便于零件毛坯的制造、便于零件的机械加工、便于零件的装卸和可靠定位4、机械零件常见的失效形式:因强度不足而断裂;过大的弹性变形或塑性变形;摩擦表面的过度磨损、打滑或过热;连接松动;容器、管道等的泄露;运动精度达不到设计要求5、应力的分类:分为静应力和变应力。
最基本的变应力为稳定循环变应力,稳定循环变应力有非对称循环变应力、脉动循环变应力和对称循环变应力三种6、疲劳破坏及其特点:变应力作用下的破坏称为疲劳破坏。
特点:在某类变应力多次作用后突然断裂;断裂时变应力的最大应力远小于材料的屈服极限;即使是塑性材料,断裂时也无明显的塑性变形。
确定疲劳极限时,应考虑应力的大小、循环次数和循环特征7、接触疲劳破坏的特点:零件在接触应力的反复作用下,首先在表面或表层产生初始疲劳裂纹,然后再滚动接触过程中,由于润滑油被基金裂纹内而造成高压,使裂纹扩展,最后使表层金属呈小片状剥落下来,在零件表面形成一个个小坑,即疲劳点蚀。
疲劳点蚀危害:减小了接触面积,损坏了零件的光滑表面,使其承载能力降低,并引起振动和噪声。
疲劳点蚀使齿轮。
滚动轴承等零件的主要失效形式8、引入虚约束的原因:为了改善构件的受力情况、增强机构的刚度、保证机械运转性能9、螺纹的种类:普通螺纹、管螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹10、自锁条件:λ≤ψ即螺旋升角小于等于当量摩擦角11、螺旋机构传动与连接:普通螺纹由于牙斜角β大,自锁性好,故常用于连接;矩形螺纹梯形螺纹锯齿形螺纹因β小,传动效率高,故常用于传动12、螺旋副的效率:η=有效功/输入功=tanλ/tan一般螺旋升角不宜大于40°。
在d2和P一定的情况下,锁着螺纹线数n的增加,λ将增大,传动效率也相应增大。
因此,要提高传动效率,可采用多线螺旋传动13、螺旋机构的类型及应用:①变回转运动为直线运动,传力螺旋、传导螺旋、调整螺旋②变直线运动为回转运动14、螺旋机构的特点:具有大的减速比;具有大的里的增益;反行程可以自锁;传动平稳,噪声小,工作可靠;各种不同螺旋机构的机械效率差别很大15、连杆机构广泛应用的原因:能实现多种运动形式的转换;连杆机构中各运动副均为低副,压强小、磨损轻、便于润滑、寿命长;其接触表面是圆柱面或平面,制造比较简易,易于获得较高的制造精度16、曲柄存在条件:①最短杆长度+最长杆长度≤其他两杆之和②最短杆为连架杆或机架。
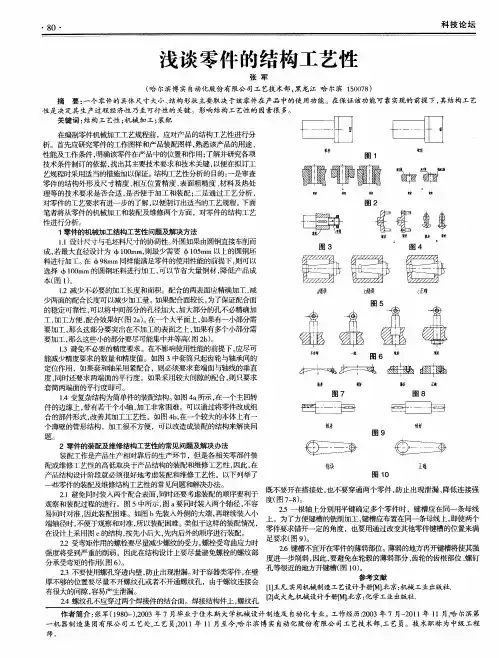
机械零件的结构工艺性和“三化”设计机械零作时,不仅应使其摘足使用要求.即具备所要求的工作能力.同时还应当满足生产要求.使所设计的零件具有良好的结构工艺性.所谓机械零件的结构工艺性是指零件的结构在满足使用要求的前提下.能用生产率高、劳动最小、材料消耗少和成本低的方法制造出来.凡符合卜述要求的零件结构被认为具有良好的工艺性。
机械制造包括毛坯生产、切创加工和装民等生产过程。
设计时.必须使零件的结构在各个生产过程中都具有良好的工艺性.对工艺性的要求如下.(1)合理选择毛坯零件毛坯可直接利用型材、铸造、般造、冲压和焊接等方法获得。
毛坯的选择与生产的批最、生产的技术条件及材料的性能等有关。
(2)结构简单合理机械零件的结构形状,最好采用最简单的表面,即平面、桂面及其组合面.尽童减少加工面数和加工面积。
(3)合理确定剐造梢度及表面粗桩度零件的加工费用随精度的提高而增加。
尤其是在对于要求精度较高的情况下,更为显著.因此,在设计零件时不要一味地迫求高精度.要从需要、生产条件和降低制造成本出发,合理地选择零件的精度及相应的表面粗糙度。
下面列举-共常见的工艺结构.供设计时多考。
1.铸造,件的工艺结构I )拔模抖度用铸造的方法制造零件毛坯时,为了便于在砂2中取出模样,一般沿模样起模方向作成约1:20的斜度.称为起模斜度。
因此.铸件上要有相应的起模斜度。
这种斜度在图上可以不T标往,也不一定舀出,如图0-7所示.必要时.可以在技术要求中用2)铸造阅角当零件的毛坯为铸件时.因铸造工艺的要求,铸件各表面相交的转角处都应做成阅角(见图0-8).铸造目角可防止浇注时在转角处产生冲砂现象及避免铸件冷却时产生编孔和裂纹。
铸造阅角的大小一般取R=3-5 mm.可在技术要求中统一注明。
3)岭件序度当铸件的壁厚不均匀一致时。
铸件在浇注后.因各处金属冷却速度不同,将产生裂纹和编孔现象。
因此.铸件的壁厚应尽里均匀.当必须采用不同壁厚连接时.应采用逐渐过渡的方式(见图0-9).本文来源于地磅转载请请注明。