第八章 粗纱
- 格式:ppt
- 大小:568.00 KB
- 文档页数:26
棉纺部分第八章细纱1、细纱工序的作用。
牵伸:将粗纱均匀地抽长拉细到所需要的线密度。
加捻:给牵伸后的须条加上适当的捻度,赋予成纱以一定的强度、弹性和光泽等物理机械性能。
卷绕:将细纱按一定要求卷绕成形,便于运输、贮存和后道加工。
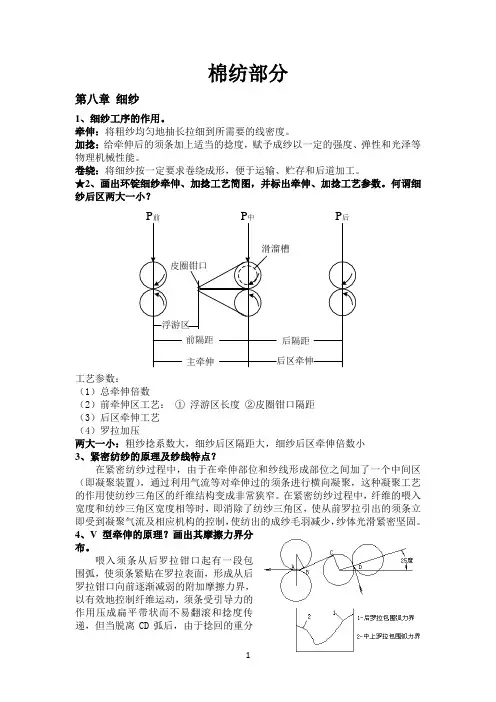
★2、画出环锭细纱牵伸、加捻工艺简图,并标出牵伸、加捻工艺参数。
何谓细纱后区两大一小?后隔距工艺参数:(1)总牵伸倍数(2)前牵伸区工艺:①浮游区长度②皮圈钳口隔距(3)后区牵伸工艺(4)罗拉加压两大一小:粗纱捻系数大,细纱后区隔距大,细纱后区牵伸倍数小3、紧密纺纱的原理及纱线特点?在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变成非常狭窄。
在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。
4、V型牵伸的原理?画出其摩擦力界分喂入须条从后罗拉钳口起有一段包围弧,使须条紧贴在罗拉表面,形成从后罗拉钳口向前逐渐减弱的附加摩擦力界,以有效地控制纤维运动,须条受引导力的作用压成扁平带状而不易翻滚和捻度传递,但当脱离CD弧后,由于捻回的重分布,捻度迅速向B处传递集中,从而使牵伸纱条不仅不扩散,反而向中罗拉钳口处逐渐收缩,形成狭长的V字形。
使须条结构紧密,伸直均匀地喂入前区,发挥前区的牵伸能力。
即使较高的牵伸倍数,成纱质量仍较好。
V型牵伸在较小的罗拉中心距条件下具有较大钳口握持距和较短浮游区长度,以提高后区牵伸倍数来增加总牵伸。
5、画出环锭细纱加捻模拟图。
用捻度稳定定理计算各段捻度。
根据捻度稳定定理:BC段:气圈段:n t-T BC V Rλ2=0 T BC=n t/V Rλ2AB段:纺纱段:T AB=n tη2/V Rλ2CD段:卷绕段:T BC V Rλ2-T CD V R=0 T CD=n t/V R6、细纱断头的原因?在纺纱过程中,当纱线某断面处瞬时强力小于作用在该处的张力时,就发生断头,因此断头的根本原因是强力与张力的矛盾。
第一章绪论1、纺纱基本原理(松解、集合、开松、梳理、牵伸、加捻、除杂、精梳、混和、卷绕)P1~2页及PPT教案。
2、纺纱工程包含的工序①初步加工工序:原棉的轧棉;原毛开洗烘及含草多时炭化;麻类纤维脱胶;绢纺中的精练以去除丝胶、油脂等。
②梳理前准备工序:棉纺即开清棉工程,制成棉卷(定量单位为克/米)或均匀的棉流。
使用机台为开清棉联合机。
毛纺即和毛。
使用机台即和毛机。
麻纺即精干麻→机械软麻→给湿加油→分磅堆仓→开松③梳理工序:棉纺盖板梳理机,制成生条(定量单位克/5米);毛、麻、绢纺用罗拉梳理机。
④精梳工序:对棉纺而言,是精梳前准备工序(制精梳小卷)+精梳机(制精梳棉条)的统称。
⑤并条(针梳)工序:制半熟条、熟条。
涉及并合原理、牵伸原理、混和原理(涤棉混纺纱采用棉条混和)。
⑥粗纱工序:制粗纱(定量单位为克/10米)。
⑦细纱工序:制细纱(定量单位为克/100米)。
⑧后加工工序:络筒、并纱、捻线、烧毛、上蜡、丝光等。
3、棉纺纺纱系统(普梳系统、精梳系统、废纺系统:与普梳系统相比,无并条工序)化纤与棉混纺系统(精梳系统:棉要经过精梳、涤要经过预并、然后三道混并普梳系统:棉不需精梳但要经过预并、涤要经过预并、然后三道混并)第二章纤维原料初加工与选配1、轧棉机分类、轧棉质量判断(三观察:外观变化、长度变化、皮辊棉黄根的多少及锯齿棉疵点的多少)。
2、棉包质量的标识方法(P9页。
类型代号、品级代号、长度代号、马克隆值代号)。
3、“三丝”定义,三丝含量分档(“无、低、中、高”四档)。
4、含糖棉的处理方法。
5、乳化洗毛原理及工艺流程。
(P12~13页)6、炭化原理。
7、麻纤维脱胶基本原理(微生物脱胶、化学脱胶)。
Chapter3 原料的选配与混合配棉定义:棉纺厂将几种唛头、地区或批号的原棉,按比例搭配使用的方法。
1.配棉目的或意义(能满足不同纱线的质量要求、能保持生产过程和成纱质量的相对稳定、多唛混纺,混和批量大,混和棉的性能差异也较单一品种间的原棉性能差异为小,因而采用混和棉纺纱既可增加投产批量,又能在较长时期内保持原棉性能的稳定,确保生产过程和成纱质量的相对稳定、能节约原棉和降低成本)3.原棉主要性能(长度、短绒、细度等)与成纱强力、条干间关系。

第八章细纱(Spinning)第一节概述一、细纱工序的任务1. 牵伸将粗纱牵伸到所要求的特数。
2. 加捻给牵伸后的纱条加上一定的捻度,使纱条具有一定的强力、弹性和光泽。
3. 卷绕将细纱卷绕成管纱,以便于运输和后加工。
二、国产细纱机的发展1. 第一代50年代,1291、1301型,E=14~20; 60年代起对1291型改进,E=20~40。
2. 第二代70年代,A512、A513型,适用性更广、结构更稳定、机构更新颖、自动化程度更高。
3. 第三代80年代,FA502-FA508 ,可调前罗拉中心距,可纺棉和中长纤维。
经纬F1520SK系列环锭细纱机经纬F1518系列环锭细纱机经纬F1520型环锭细纱机(最新)环锭纺纱机发展的总趋势▪多电机同步分部分传动;▪机电一体化及自动化程度越来越高;▪对锭子、钢领、钢丝圈不断改进,提高速度;▪推广集体自动落纱、自动吸尘技术;▪自动接头、自动运输、计算机监控;▪发展细络联,缩短流程,降低劳动强度,提高产量、质量和劳动生产率。
三、细纱机的工艺流程粗纱筒管→导纱杆→喇叭口→牵伸装置→前罗拉→导纱钩→钢丝圈→细纱筒管第二节牵伸工艺与纱条不匀一、牵伸机构的主要元件1. 牵伸罗拉2. 胶辊3. 胶圈4. 销子5. 集合器6. 隔距块罗拉▪钢质,表面刻沟槽或滚花▪直径:25×25×25(mm),27×25×27(mm)▪六锭或八锭一节,以螺纹联结胶辊(上罗拉)●两锭合用,中间加压;●丁腈橡胶包覆;●定期磨砺;胶圈(皮圈)●丁腈材料;●表面光滑、弹性好;●三层结构,中层以纤维增强;皮圈是控制纤维运动的主要部件。
成对配置:双短皮圈(已淘汰)、长短皮圈(上短下长),套在中上下罗拉上;传动:罗拉主动,以摩擦力带动皮圈,夹持纤维的工作边为松边。
双短皮圈长短皮圈双皮圈牵伸装置的特点▪上下皮圈为附加元件,组成附加摩擦力界;▪夹持纤维向前罗拉钳口输送,控制纤维好;▪皮圈销构成既有压力又柔软的皮圈钳口;▪既积极控制慢速纤维运动,又不妨碍快速纤维抽出,使纤维变速点充分集中在前罗拉钳口附近;▪提高了牵伸须条质量和前区牵伸能力。

纺织粗纱配件管理制度第一章总则为规范纺织粗纱配件管理工作,保障生产安全、提高生产效率,特制定本管理制度。
第二章任务和目标1.任务:贯彻执行公司有关生产管理制度要求,在生产过程中保证原材料的准确使用,提高生产效率,确保产品质量达标。
2.目标:通过严格管理,确保纺织粗纱配件的正常使用,降低配件的损耗率,提高生产效率和产品质量。
第三章工作责任1.生产部门:负责保管、领用、使用纺织粗纱配件,并定期检查配件的使用情况,及时更换损坏的配件。
2.质量部门:对所使用的纺织粗纱配件进行检验,确保符合标准要求。
3.仓库部门:负责纺织粗纱配件的入库管理,登记配件数量和型号,并定期进行盘点。
第四章配件管理1.配件的种类:包括纱锭、密度笼、滑动塔、换纱器等。
2.配件的购买:由财务部门根据生产计划和使用需求进行采购,购买前需经过生产部门和质量部门的确认。
3.配件的领用:生产部门根据生产计划向仓库部门领取所需的纺织粗纱配件,领用前应进行清点确认。
4.配件的使用:操作人员应按照生产流程和操作规范正确使用纺织粗纱配件,使用完毕后应及时清理和维护。
第五章配件检查和维护1.检查要求:操作人员每班次使用前需对纺织粗纱配件进行检查,确保无损坏或异常现象。
2.维护要求:主管人员应定期对纺织粗纱配件进行维护保养,延长使用寿命,减少损耗率。
3.更换要求:配件使用到一定程度或出现故障时,应及时更换,确保生产正常进行。
第六章配件计量和盘点1.计量要求:生产部门应对领用的纺织粗纱配件进行计量登记,确保与仓库记录一致。
2.盘点要求:仓库部门负责定期进行纺织粗纱配件的盘点,确保库存数量准确无误。
3.盘点频率:根据生产需求和配件使用情况,确定盘点频率,一般为每月一次。
第七章配件记录和报告1.记录要求:生产部门需对纺织粗纱配件的领用、使用、更换等情况进行详细记录,建立档案。
2.报告要求:生产部门应定期向管理部门提交纺织粗纱配件的使用情况报告,包括损耗情况和维护情况。