聚合物熔体在圆锥短口模的挤出胀大方程_赵良知
- 格式:pdf
- 大小:182.25 KB
- 文档页数:4

黏弹流体挤出胀大行为的研究进展樊斌斌【摘要】介绍了聚合物挤出胀大的理论机理及数值模拟,并综述了最近几年黏弹流体挤出胀大行为的研究进展。
最后指出目前存在的一些问题,并展望发展前景。
%The theory mechanism and numerical simulation of viscoelastic fluid are introduced.Meanwhile the research in extrusion swell of viscoelastic fluid are reviewed.In the end,some problems are pointed out and development prospects are predicted.【期刊名称】《上海塑料》【年(卷),期】2011(000)003【总页数】4页(P18-21)【关键词】黏弹性流体;挤出胀大;数值模拟【作者】樊斌斌【作者单位】河南理工大学材料科学与工程学院,河南焦作454000【正文语种】中文【中图分类】TQ320.6630 前言挤出胀大是高分子流变学研究的热点。
挤出胀大是指聚合物熔体经口模挤出时,在未受到足够的牵引拉伸作用下,挤出物的截面积比口模出口截面积大的现象。
挤出胀大是黏弹流体共有的特性,聚合物熔体在很低的剪切速率下(如0.1 s-1)就有非常明显的胀大行为。
挤出胀大通常与聚合物的物理性质、生产工艺、口模构型和挤出设备等影响因素有关;而且最终的形状和尺寸还和停放、冷却等后续工序有关。
目前,聚合物的挤出成型加工占很大比重,同时挤出胀大在很大程度上还决定了挤出制品的尺寸和质量。
本文主要总结了挤出胀大的理论机理及数值模拟研究,并对最近几年黏弹流体挤出胀大行为的研究进行论述。
1 挤出胀大理论机理挤出胀大是非牛顿力学和聚合物流变学的一个重要课题。
早期挤出胀大理论主要采用宏观的动量守恒和能量守恒定律进行研究。
但那些早期研究只在雷诺数高和弹性形变相对小的情况下有效,仅仅适用于聚合物溶液。

一、实验目的1. 研究聚合物在挤出过程中的胀大现象。
2. 分析影响聚合物挤出胀大的主要因素,如温度、剪切速率、入口压力等。
3. 探讨减少挤出胀大比的方法。
二、实验原理挤出胀大是指聚合物熔体在挤出过程中,由于熔体的粘弹性,使其在离开口模后横截面面积大于口模出口截面面积的现象。
挤出胀大对模具的设计和挤出制品的形状、尺寸及质量有重要影响。
本实验通过研究聚合物在挤出过程中的胀大现象,分析影响胀大的主要因素,为实际生产提供理论依据。
三、实验材料与设备1. 实验材料:聚丙烯(PP)熔体。
2. 实验设备:挤出机、口模、温度控制器、压力传感器、测量仪、记录仪等。
四、实验方法1. 实验步骤:(1)将聚丙烯熔体加热至一定温度,使其达到熔融状态。
(2)将熔融的聚丙烯熔体送入挤出机,通过挤出机进行塑化、压缩、熔融等过程。
(3)通过调节口模的尺寸和形状,观察聚合物在挤出过程中的胀大现象。
(4)记录不同温度、剪切速率、入口压力等条件下,聚合物的挤出胀大比。
2. 实验参数:(1)温度:150℃、160℃、170℃、180℃。
(2)剪切速率:1000s^-1、2000s^-1、3000s^-1、4000s^-1。
(3)入口压力:0.5MPa、1.0MPa、1.5MPa、2.0MPa。
五、实验结果与分析1. 温度对挤出胀大的影响从实验结果可以看出,随着温度的升高,聚合物的挤出胀大比逐渐增大。
这是因为温度升高,聚合物熔体的粘度降低,剪切变形更容易发生,从而使得挤出胀大比增大。
2. 剪切速率对挤出胀大的影响实验结果表明,随着剪切速率的增大,聚合物的挤出胀大比先增大后减小。
这是因为当剪切速率较低时,聚合物熔体在口模中的停留时间较长,剪切变形充分,导致挤出胀大比增大;而当剪切速率较高时,聚合物熔体在口模中的停留时间缩短,剪切变形不足,导致挤出胀大比减小。
3. 入口压力对挤出胀大的影响实验结果表明,随着入口压力的增大,聚合物的挤出胀大比逐渐增大。
利用CAD软件对MCF挤出模进行辅助设计[摘要]在《塑料模具cad》课程的上机操作环节,结合国外先进挤出成型技术,对该模具进行了计算机辅助设计(computer aided-design,cad)实际训练,对提高学生的学习兴趣起到了明显的作用。
[关键词]模具cad 微孔薄膜挤出模模具结构设计一、引言《塑料模具cad》是我校高分子专业本科生的必修课程之一,为了增加学生对该门课程的兴趣,在上机实践环节将多个国际知名大学在研课题与cad三维建模技术结合起来,对学生进行模具设计实训。
如佐治亚理工学院姚冬刚课题组在研项目—橡胶辅助热压印花成型技术,我们首先讲解该成型技术的原理、试验操作,分析弹性体辅助热压制品质量的影响因素,对该成型工艺有个全面的、深入的了解,最后对微纳尺度范围下的热压模具进行cad设计。
本文将以另一具体设计实例为例,来讲下如何将国外在研课题与《塑料模具cad》上机实践环节实现有机结合。
二、mcf简介塑料微孔薄膜(microcapillary film,简称mcf)是由英国剑桥大学m.r.mackley[1]于2004年提出的一种新型聚合物挤出成型技术。
该技术将气体输送到特制的挤出模内,熔体离开口模后生成了内部镶嵌平行排列的微米级气体通道的聚合物薄膜(如图1所示)。
其制品柔软、可灵活的缠绕于任意复杂物体的表面,在流体化学、微型换热器、动态压力传感器以及流体传输等诸多领域有着广阔的应用前景[2-3]。
mcf成型技术在国外已经进行多年研究,并在cae、试验及制品应用领域进行了大量的探索研究。
而国内对此项技术尚无报道,该技术的核心是mcf挤出模的设计。
本研究拟利用ug软件对mcf挤出模进行辅助设计。
三、mcf挤出模设计模具应实现两部分功能:一是聚合物熔体实现薄膜型挤出;二是产生一排平行的气体微通道。
(一)mcf挤出模横截面尺寸塑料薄膜的尺寸为1mm×40mm;气孔的直径为0.5mm,气孔间的间距为3mm。
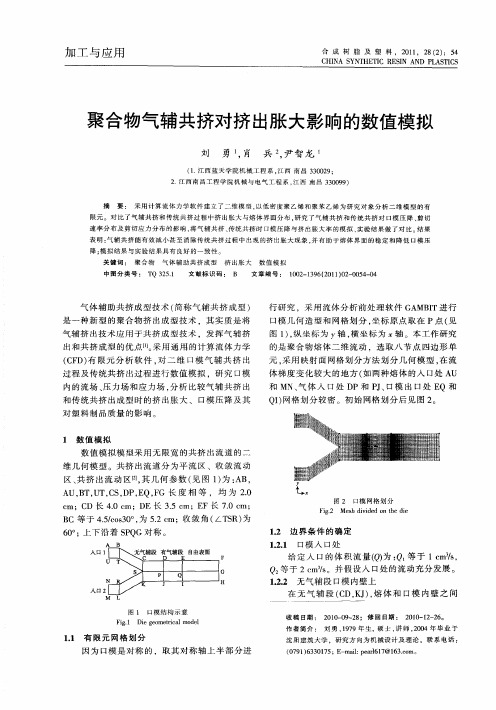
聚合物熔体挤出胀大的三维数值模拟
柳和生;涂志刚;黄兴元
【期刊名称】《高分子通报》
【年(卷),期】2008()11
【摘要】采用粘弹性PTT模型对聚合物熔体的矩形口模挤出胀大进行了三维等温数值模拟,得出了不同条件下的口模外流动速度和挤出胀大率沿挤出方向的分布规律。
模拟时利用罚函数有限元法和把动量方程转化成椭圆类方程的去耦算法以降低模拟对计算机内存的要求和增加计算收敛的稳定性,采用用路线法对挤出胀大自由表面进行更新迭代。
模拟结果表明:We数越大,则挤出胀大率越大,而且对于矩形口模挤出而言,高度方向的挤出胀大率比宽度方向的挤出胀大率大。
【总页数】8页(P31-38)
【关键词】挤出胀大;数值模拟;粘弹性
【作者】柳和生;涂志刚;黄兴元
【作者单位】上饶师范学院;南昌大学聚合物加工研究室
【正文语种】中文
【中图分类】TQ320.663;TU457
【相关文献】
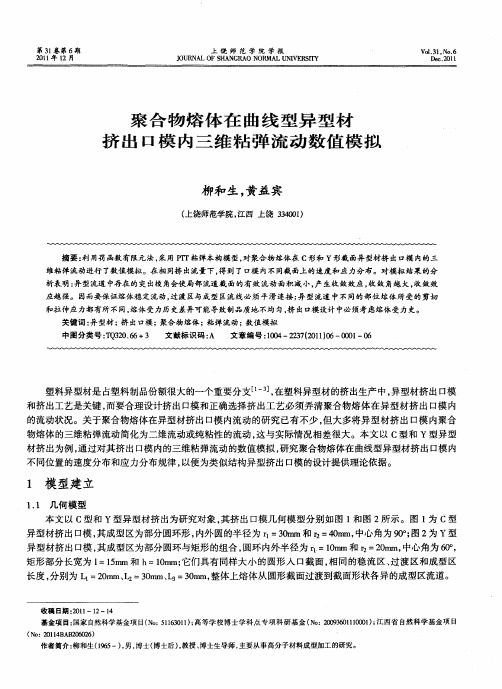
1.聚合物熔体在曲线型异型材挤出口模内三维粘弹流动数值模拟 [J], 柳和生;黄益宾
2.聚合物熔体三维挤出胀大的数值模拟 [J], 李勇;江体乾
3.聚合物熔体矩形流道挤出胀大的数值模拟 [J], 李勇;郑建荣
4.聚合物熔体复合挤出胀大过程的数值模拟及可恢复弹性形变分析 [J], 张敏;黄传真;孙胜;贾玉玺;梁天将
5.粘弹性聚合物熔体挤出胀大的三维计算机模拟 [J], 涂志刚;柳和生;包忠诩
因版权原因,仅展示原文概要,查看原文内容请购买。
聚合物熔体挤出中第一法向应力差与出口压力降的关系f一1塑料加I应用2/94弓骤.邂砰,韶,却睁聚合物熔体挤出中第一法向应力差与出口压力降的关系(象)(华南理工大学化工机械系)/ 0奉文提出一个描述聚合枷熔体挤出过程中,第一法向应力差与出口压力降之间关系的表达式,并以文献发表的HDPE毛细管实验删量数据进行了初步的验证结果显示,理论预测值与实验测量敷据有鞋好的一致性.1引言粘弹性流体在挤出流动中,于流道的出,入口处形成弹性能贮存和耗散,导致明显的末端压力损失,并产生挤出物膨胀现象研究发现,末端压力损失和挤出胀大现象可主要地归因于粘弹性流体的弹性行为,因而两者之间应存在某种形式的关联".末端压力损失包括入口压力降和出口压力降.而挤出物膨胀通常用挤出胀大比来表征.一些研究者.曾分别考察了聚合物流体(含溶液和熔体)的出口压力损失和挤出膨胀现象,并试图与第一法向应力差相联系,提高一些理论或半理论表达式.本文在研究聚合物熔体毛细管挤出过程中弹性行为及机理的基础上, 提出一个描述第一法向应力差与出口压力降之间关系的表达式.2理论分析2.1N与B的关系对于粘弹性流体挤出膨胀现象的起因,目前存在不同的解释,归纳起来主要有:法向应力和弹性能效应,熵增效应,取向效应和记忆效应.实际上,各种解释均互相关联,且认为挤出膨胀是流体流动中弹性行为的表现.在聚合物挤出流动中,大分子的剪切或拉伸取向导致力学性能各向异性,产生法向应力差.若这些应力于口型流动来不及松弛,相应的形变于流体离模后发生弹性回复,导致挤出物膨胀.Bagley和Duffey.,,Gra~ssley及其同事.:,以及Tan—her"在假定聚合物熔体服从Hooke定律的条件下,分别导出描述第一法向应力差N与挤出胀大比B之间的关系式.其中,以Tanner公式较为引人注目:N一2r.~2B一1](1)式中,为流遭壁面处的剪切应力;对于圆截面流道,B—/D,D和D分别是挤出物和流道的直径;N1一1一d2..对于聚合物熔体毛细管挤出,由于管径很小,可忽略半径对熔体可回复剪切应变的影响. 这样,由长毛细管流动中剪切场的单元分析,挤出胀大比和N的定义,可导出类似的关系式:N一r[一1]}(2)2.2B和△的关系粘弹性流体离开口模时,由于流速分布的调整而引起挤出物表层的拉伸及残存于流体内弹性能的释放等导致的出口压力损失,同样可归因于流体的弹性行为.Han.曾考察过HDPE熔体毛细管挤出过程中B与出口压力降AP的关系,发现B随着AP的增加而增大,B与InAP近似成线关系,如图1所示.这意味着,两者之间大致上成指数关系,即5△PeIi七(psig)图1B与△的关系(HDPE)△一AexpB(3)式中,A是与熔体物性有关的常数,图1中,1Psig一6895Pa.2.3N1与AP的关系综上所述,N和AP均与B密切相关,由此可以推测,N和AP之间应存在某种形式的关联.Han.在假设流动为全展流的条件下,提出如下微分方程:N1一AP(4)Carreau等人则发现,N1与T有如下关系N】一dT(5)式中,和S为待定常数.进而提出N】一(1+S)AP(6)对于大多数聚合物,S—l~2.由式(4)及N的定义,经推导.我们有N】一3AP(7)式(6)和式(7)表明,在聚合物熔体挤出流动中,第一法向应力差与出口压力降之间成线性关系.若取p一2,则式(6)与式(7)等价.3结果与讨论本文引用Han发表的毛细管挤出实验测量数据(见表1),对方程(7)进行初步验证.其中,温度T一2OO℃,口型长径比L/D=20'D= 63.175mm,试样材料为高密度聚乙烯(HDPE). 表中,是毛细管壁面处的剪切速率,ldyn/CE一10Pa.裹1(s一)f-(d,cTD×10一)△tcd,cm×10一应用方程(2)和表1中列示的数据,计算出试样于实验条件下的N值,然后与公式(7)的计算值相比较,结果如表2所示.由表2中可见,在较低的剪切速率范围内,两者的计算值相差较大;而在较高的区域内,两者的计算值偏差较小裹2N1(式(7))NI(式(2))[dwI,cm×10一)(d~/em2×106cd,cm×10-)影响上述偏差的因素是多方面的.就操作条件而言,主要因素有温度,挤出速率,剪切速率等.研究发现,聚合物熔体挤出流动中的出口效应随着的增加而减弱no,使得△的波动较小,测量精度提高,上述计算值之间的偏差亦随之减小(参见表2)其次,方程(2)是根据聚合物熔体长毛细管挤出流动推导出来的,而该实验用的毛细管属中长型,其出El压力损失在一定程度上受入口流动的影响,并波及到N 计算值的精确性.第一法向应力差是表征聚合物流体流动中弹性行为的重要参数之一,但其测定一般较为困难,通常采用专门的流变仪(如锥板流变仪)测量,在工程应用及推广方面受到一定的局限. 根据挤出膨胀比估算相应的N,是一简便而实用的方法.本文提出的N与AP的关系式,无疑为预测和验证N,进而推算其它流变参数提供一条有用的途径.从上述结果及Carreau等人的研究结论来看,方程(7)较好地描述了聚合物熔体挤出流动中第一法向应力差与出13压力降的关系,同时亦间接地验证了方程(2)的正确性.4结论出口压力降和挤出膨胀均是粘弹性流体挤出流动中弹性行为的重要表征,可归因于流体的法向应力效应.研究结果表明,聚合物流体挤出流动中的第一法向应力差与出口压力降之间成线性关系本文提出的N与B和N与AP关系式,对于聚合物熔体挤出,尤为合适.参考文献IJ.Z.Liang,Plast.RubberandCompos.proe.and AppL.+19,311(1993)2E.B.Bag[eyandH.J.Duffey.Trans.Soc.RheoL, 14,454(1970).3W.W.Graessley.S.D.G[asscockandR.LCraw—ley.Trans.Soc.Rheol,14,519(1970).4R.I.Tanner,J.Polym.Sci.A2,8,2067(1970).5J.J.Pena,G.M.GUzFDanandA.Santeamaria, PolymEng.Sci一21,307(1981)6N.YTunaandB.A.Finlayson,J.Rheo].,28,79 (1984).7P.JCarreau:L.ChoplinandJ.RClermont,Po|ym.Eng.Sci.?25,669(1985).monte,Polylh.Eng.Sci.11? 385(1971).9C.D.Han,RheologyinPolymerProcessing,Aca—demicPress.1976.10C.D.HanandL.H.Drexler,Ttans.Soc.Rheol, 17.659(1973).塑料加工助剂PVdF据美国德克萨斯州体斯顿市的Solvay聚合物公司在《M.P.》93,7o(4)的报道,他们设计了一种可提高聚烯烃挤出加工质量的PVdF 加工助剂,它可减少剪切作用而使制品的透明性和强度提高.该助剂称为solef11012/1oo1,是一种高分子量的聚氟乙烯,据称其热稳定性好,使用方便且价格与效能方面也可取,此外, 它的润滑性能可使聚合物在加工时的熔体流动阻力减小,从而使制品的外观好和表面缺点少. 供应者声称这种加工助剂除了适用于薄膜制造之外,也适用于聚烯烃的管材,片材及异型材的挤出加工,并适合一般HDPE和高分子量HDPE的吹塑模制工艺的应用.(朱福海) 7。
塑料圆形管材挤出胀大的数值模拟许星明;秦升学;韩咚【期刊名称】《青岛科技大学学报(自然科学版)》【年(卷),期】2012(033)001【摘要】挤出胀大是塑料圆形管材生产过程中不可避免的一种现象.在实际生产中,目前主要采用传统经验试差方法设计挤出口模,缺乏相关的理论研究及指导.本研究针对管材挤出工艺,建立了几何模型和数学模型,采用稳态不可压缩流体流动的有限元模型,模拟了PTT流体经过圆环口模挤出胀大现象.采用罚有限元将连续性方程引入动量方程,减少了同时计算的变量数,有效提高了计算效率.模拟结果表明,口模出口处聚合物熔体表面第一法向应力差急剧增大.口模尺寸一定时,聚合物的挤出胀大率随体积流量的增大而增大.同时也系统分析了口模尺寸对挤出胀大的影响规律.模拟结果对实际生产中的模具设计具有一定的指导意义.%Extrudate swell is a common phenomenon in the productive process of plastics pipes. The traditional trail and error method is widely used in the design of extrusion die,but lack related theory research and direction. Based on the process of plastic circular pipe extrusion, geometry model and mathematics model were established in this paper. Finite element model for stable incompressible flow was introduced to simulate annular extrudate swell of PTT fluid. By introducing continuity equation into momentum equation, velocity field was obtained with penalty finite element method while the incompressible constraint was satisfied approximately. And computational efficiency was also increased. According the numerical simulation results,the first normal-stress difference along polymer surface increased rapidly near the outlet of the die. The extrudate swell ratio increased with the increase of volumetric flow rate. The effect of die dimension on extrudate swell was also discussed in detail. The simulation results had some guiding significance for practical production and die design.【总页数】5页(P68-72)【作者】许星明;秦升学;韩咚【作者单位】山东科技大学泰安校区机电系,山东泰安271019;山东科技大学机电学院,山东青岛266510;山东科技大学泰安校区继续教育学院,山东泰安271019【正文语种】中文【中图分类】O241;TG376.9【相关文献】1.淘汰落后管材,大力推广优质塑料管——认真学习建设部关于加强塑料管材生产技术管理的通知 [J], 杨秋石;2.挤出成型塑料管材冷却过程的建模与温度场数值模拟 [J], 苏燕;陈利民;王博3.挤出成型塑料管材冷却过程的建模与温度场数值模拟 [J], 苏燕;陈利民;王博4.硬聚氯乙烯塑料熔体挤出胀大现象研究 [J], 徐军;陈方5.聚丙烯发泡塑料挤出胀大行为的实验研究 [J], 周文管;王喜顺;蔡业彬;彭玉成因版权原因,仅展示原文概要,查看原文内容请购买。