喷气涡流纺与环锭纺转杯纺三种纺纱方法综合对比分析
- 格式:pdf
- 大小:995.02 KB
- 文档页数:21
喷气涡流纺纱与转杯纺纱的对比分析洪新强;伍枝平【摘要】通过对喷气涡流纺和转杯纺的纺纱原理、纱的结构作对比分析,用相同原料和前纺工艺流程及相同的工艺参数在两种纺纱设备上进行生产,对生产效率、产品质量、生产成本作对比分析.指出了喷气涡流纺纱的优越性与有待解决的问题.【期刊名称】《现代纺织技术》【年(卷),期】2010(018)005【总页数】3页(P13-15)【关键词】喷气涡流纺纱;成纱机理;结构;质量分析【作者】洪新强;伍枝平【作者单位】浙江宏扬控股集团,杭州,311254;浙江宏扬控股集团,杭州,311254【正文语种】中文【中图分类】TS104.7新型纺纱是相对于传统环锭纺纱方式而言,近年来纺纱技术得到了飞速发展,目前纺纱方式与环锭纺截然不同的有转杯纺、喷气纺、喷气涡流纺、摩擦纺、平行纺、自捻纺等新型纺纱技术。
还有在环锭纺上通过改造与创新而形成的赛络纺、赛络菲尔纺、索罗纺(国内又称缆型纺)和集聚纺等新型纺纱。
从纱线品质和生产成本上来看,最具潜力的可能是喷气涡流纺。
这些纺纱新技术的出现,既有利于纺纱技术与设备水平的提升,也为成纱质量的提高和产品风格的多样性提供了可靠的保障。
浙江宏扬控股集团既拥有环锭纺及在环锭纺上革新的纺纱设备,又从国外引进了瑞士立达纺机R923型半自动转杯纺纱机和日本村田公司MVS861喷气涡流纺纱机等先进新型纺纱设备。
不同纺纱原理的纺纱方式导致了不同的纱线结构,而纱线结构的差异是引起纱线性能变化的主要原因。
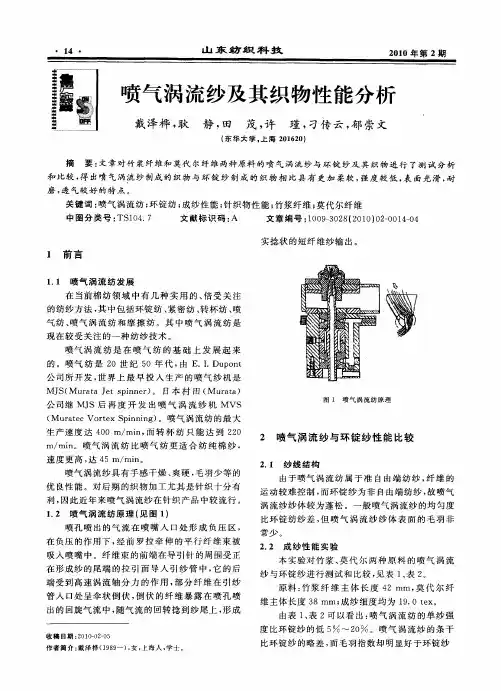
1 纺纱原理1.1 喷气涡流纺纺纱原理喷气涡流纺纱是将通过三道并条的棉条直接供给喷气涡流纺机的四罗拉牵伸装置,被牵伸的纤维束通过纺纱喷嘴和中空锭子纺成纱。
已经形成的纱,由清纱器去除纱疵,再卷绕到筒子上(见图1)。
从前罗拉出来的纤维束,通过纺纱喷嘴的轴向流的作用,在收束到螺旋状的喷管内的同时被吸引。
通过喷管的最窄部分,到达宽大的喷嘴室内受纺纱喷嘴的旋转气流的影响而扩散。
然后,在从喷管的中心伸出的针的前端部再次收束。
纺纱新技术发展现状及趋势摘要探讨纺纱新技术的发展现状及趋势。
分析了近年来环锭纺纱新技术和新型纺纱新技术的发展现状,综述了环锭纺、转杯纺和喷气涡流纺在纺纱方法、自动化智能化以及器材与专件等方面的进展,展望了纺纱新技术在全流程连续化、短流程、节能降耗、提高纺纱速度等方面的发展趋势,介绍了梳并联、细纱自动接头、超大牵伸、节能集聚纺、多级气圈、双分梳转杯纺和离心纺等新技术,并给出了对未来纺纱技术的预期。
认为:加强纺纱理论研究是纺纱新技术发展的基础,多学科特别是信息学科与纺纱结合将为纺织行业进步提供强大动力,螺旋式发展模式是纺纱新技术进步的特征。
关键词纺纱新技术;环锭纺;新型纺纱;智能化;短流程;节能纺纱活动伴随着人类文明的推进而发展。
回顾纺纱技术的发展历程,离不开开松、梳理、牵伸和加捻四大原理,目前纺纱技术也基本没有完全突破这些原理,只是在实现方式上有所区别或者在细节方面有所丰富。
从动力驱动和控制技术的角度来看,由于蒸汽机、电动机、变频技术和伺服电机等的应用,极大提高了纺纱效率和成纱质量的稳定性。
当前的纺纱产业界,环锭纺仍占主导地位,而转杯纺和喷气涡流纺也得到了迅速发展,成为新型纺纱中的主力军。
环锭纺的发展出现了集聚纺、低扭矩纺、全聚纺、聚纤纺、赛络纺和数码纺等,而新型纺纱技术中出现了静电纺、转杯纺、摩擦纺、喷气涡流纺、自捻纺和离心纺等新方法。
本文分别就环锭纺纱与新型纺纱两种体系来分析近年来纺纱新技术的进展,并展望未来的发展趋势。
1纺纱新技术的进展1.1环锭纺纱新技术的发展现状迄今为止,环锭纺依然是纺纱技术应用的主体,其优点和不足均非常明显。
环锭纺的优势体现在成纱结构合理、适纺号数范围广等方面,尤其是在特细号纱领域。
其缺点是工序长、纺纱速度受限、卷装尺寸受限、用工相对较多。
以下从3方面阐述环锭纺新技术的发展。
1.1.1环锭纺的改良技术近年来,集聚纺、低扭矩纺(假捻纺)、柔洁纺、复合纺和数码纺等技术的涌现和应用,使环锭纺纱技术得以进步与改良,成纱质量得到提高与改善。
环锭纺、气流纺、喷气纺、涡流纺简介与对比环锭纺环锭纺纱是现时市场上用量最多,最通用的纺纱方法。
环锭纺纱指条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱,广泛应用于各种短纤维的纺纱工程。
如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕。
纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:清棉--梳棉--预并条--条并卷--精梳--并条--粗纱--细纱--络筒环锭纺(普梳)流程:清棉--梳棉--并条--粗纱--细纱--络筒气流纺气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。
分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。
纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。
这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。
气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。
而气流纺则是由气流方式输送纤维,由一端握持加捻。
一般来说,环锭纱毛羽较少,强度较高,品质较好。
气流纺工序短,原料短绒较多,纱线毛,支数和拈度不能很高,价格也较低。
环锭纺、气流纺、喷气纺、涡流纺、赛络纺、紧密纺简介环锭纺环锭纺纱是现时市场上用量最多,最通用之纺纱方法,条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱.广泛应用于各种短纤维的纺纱工程.如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转.进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕.纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:清花间--梳棉--预并条--条并卷--精梳--头道并条--二道并条--粗纱--细纱--络筒环锭纺(普梳)流程:清花间--梳棉--头道并条--二道并条--粗纱--细纱--络筒气流纺气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。
分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。
纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。
这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。
气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。
而气流纺则是由气流方式输送纤维,由一端握持加捻。
一般来说,环锭纱毛羽较少,强度较高,品质较好。
气流纺工序短,原料短绒较多,纱线毛,支数和拈度不能很高,价格也较低。
给我⼀分钟的时间,告诉你如何区分环锭纺、⽓流纺、涡流纺和赛络纺今天⼩编教⼤家通过退捻的⽅法
来区分环锭纺、⽓流纺、涡流纺和赛络纺
在这之前,我们要先说⼀下退捻的⽅法,
请看下⾯的视频
⼀、退捻教学视频
(视频有9秒,建议在WIFI下观看,⽆声,⼟豪随意)
学会了退捻之后,我们就可以通过退捻的⽅法来区分四种纱线了
⼆、四种纱线的区分
1.环锭纺纱线
环锭纺整根纱线都能够完全退捻,退完捻后纱线没有强⼒
2.赛络纺纱线
赛络纺整根纱线都能够完全退捻,退完捻后纱线没有强⼒
在这四种纱线中,赛络纺唯⼀⼀个看起来是两根的纱线合成的⼀根单纱
赛络纺就是⾼档环锭纺(是由两根粗纱⼀起并⾏输⼊纺成⼀根细纱)
条⼲好,⽑⽻少,强度⽐环锭纺⼤
3.⽓流纺纱线(转杯纺)
⽓流纺⽆法像环锭纺⼀样整根纱线完全退捻,只能少的局部能完全退捻,所以退捻后被退捻的
节点也没有强⼒,整根纱⼀拉就断
4.涡流纺纱线
涡流纺退捻后外表看起来完全退捻,但纱芯没有退捻,还是有很⼤的强度,
三、纱线的区分流程
第1步:拿到⼀根纱线退捻
没有整根纱线完全退捻,只有部分节点完全退捻,⽓流纺
第2步:看起来完全退捻
第3步:看是否有强⼒
(有→涡流纺,没有→环锭纺)
第4步:观察是否有两根
(有→赛络纺,没有→普通环锭纺)
四、成纱⽐较
(同等原料同样⽀数相⽐)
环锭纺适纺范围最⼴,通常可纺300英⽀以下的纱线,转杯纺⽬前通常适纺40英⽀以下的纱线,涡流纺⽬前适纺60英⽀以下的纱线
END。
不同纺纱类型的纱线质量“大比拼”不同的成纱加捻过程,产生不同的纱线结构,也产生不同的产品特性。
1、强力纱线强力取决于纤维间的抱合力和摩擦力。
如果纤维的形态及其排列状态不良,即有弯曲、打圈、对折、缠绕等纤维存在,就相当于减短了纤维长度,削弱了纤维的接触程度,因而易产生纤维间的滑移,降低纱线强力。
经试验得知,如以环锭纱强力为1,那么其它种类纱线的强力为:转杯纱0.8~0.9,喷气纱0.6~0.7,涡流纱0.8,紧密纺纱强力最高为1.15。
2、毛羽纺织产品的手感和特性主要由毛羽多少决定。
从生产试验可清楚地看到:长度小于2mm的毛羽对生产过程和织物的外观质量影响不大,相反会使织物具有一种天然的柔软手感。
但是,长度超过3mm以上的毛羽却是影响纱线质量的潜在因素。
相对于传统环锭纱,气流纱、涡流纱、紧密纱的1~2mm的毛羽均有降低,而喷气纱由于缠绕纤维数量低,无捻纱芯覆盖少,因而有较多的短毛羽,当然,具体在纺纱过程中可以通过调整工艺参数来控制毛羽的数量。
为不同纺纱方法的成纱毛羽数的比较。
与传统环锭纱相比,非传统纺纱的有害毛羽数(>3mm)显著降低,其中紧密纱约减少80%,喷气纱约减少85%,涡流纺纱则减幅达90%以上,因而新型纱线均具有良好的后加工特性。
由于新型纱线结构使纱线表面更加稳定,后加工的毛羽增加量显著低于传统纱线。
特别是作为经纱,在浆纱时可节约浆料约50%,大大提高织机效率,降低织造成本。
有资料介绍,在美国使用新型纱线每100m布织造成本可降低2.4美元,飞花减少72%。
3、耐磨性纱线的耐磨性与纱线的结构密切相关。
传统环锭纱由于纤维大多呈螺旋线形态,当反复摩擦时,螺旋线纤维逐步变成轴向纤维,纱线易失捻解体而很快磨断,因而耐磨性较差。
非传统纺纱在耐磨性方面有着明显的优势,转杯纱、喷气纱和涡流纱均由纱芯和外包纤维两部分组成,纱线表面包有不规则的缠绕纤维,纱线不易解体,同时纱线表面摩擦系数大,在织物中纱与纱之间的抱合良好,不易产生相对滑移,故耐磨性提高。
不同纺纱方法的成纱结构和特性当前棉纺领域有5种实用的、倍受关注的纺纱方法,即传统环锭纺、转杯纺、喷气纺、涡流纺和改进环锭纺——紧密纺。
环锭纺纱方法已有逾一个半世纪的历史,而后四者是在近几十年甚至是近几年发展起来的,统称为新型纺纱方法。
不同的纺纱方法无论在产量、质量方面,还是在成纱结构和特性方面,都有各自非常独特之处。
1 成纱机理1.1 传统环锭纺环锭纺纱是将牵伸、加捻和卷绕同时进行的一种纺纱方法,粗纱在牵伸系统中被牵伸至所要求纱支的须条,再经钢领、钢丝圈的加捻和卷绕形成一根纱线。
由于牵伸作用,主牵伸区中的须条宽度是所纺纱线直径的数倍,此时各根纤维抵达前钳口线时呈自由状态。
当这些纤维离开前钳口线后即被捻合在一起,这样就形成了一个纺纱加捻三角区。
此纺纱加捻三角区阻止了边缘纤维完全进入纱体,部分边缘纤维脱离主体形成飞花,较多的边缘纤维则是一端被捻入纱体,而另一端形成毛羽。
这些纤维不但对纱线的均匀度、弹性等性能起消极作用,且对纱线的强力极其不利。
另外,在加捻时处于三角区外侧的纤维受到的张力最大,而在中心的纤维受到的张力最小,故成纱时这些纤维的初始张力不等,从而影响成纱的强力。
这些都是传统环锭纺纺纱三角区造成的缺陷。
1.2 转杯纺转杯纺又称气流纺,属于自由端纺纱方法。
直接喂入纺纱器的棉条经分梳辊分梳成了单纤维状,纤维靠分梳辊的离心力和纺杯内负压气流的作用脱离分梳辊表面经输棉管道而进入纺杯,并在凝聚槽中形成一个完整的纤维环,纤维环随着纺杯高速旋转,在接头纱的作用下,随着捻度不断的传递和连续剥离纤维束而成纱。
1.3 喷气纺喷气纺纱以日本村田公司制造的MJS(Murata Jet Spinner)机型为代表。
棉条直接喂入牵伸装置,经牵伸后的须条进入喷嘴,两个方向相反的高速旋转气流对纱条进行假捻并包缠成纱,纱条引出后经电子清纱器去除疵点后被卷绕在筒子上。
1.4 涡流纺涡流纺纱是继MJS之后,村田公司推出的新一代的喷气纺纱技术MVS(Murata Vortex Spinning)。
环锭纱、转杯纱和喷气纱对针织物手感的影响N.T.Patil;S.P.Borkar;S.WeidnerBohnenberger;M.Schnell;伏永潮【摘要】环锭纺、转杯纺和喷气纺技术目前已广泛用于纱线的商业化生产,每种纺纱技术都可赋予纱线特定的结构,这些纱线结构决定了纱线的特性,以及后续工序和下游纺织产品的性能.采用精梳环锭纱制成的织物无疑具有最佳的手感.为生产柔软的转杯纱,纱线的捻系数宜偏小设定,并在纺织品后整理阶段采取相应的措施.转杯纺纱在降低纱线捻系数方面具有较大潜力,其采用一种新型转杯及相应的配件生产低捻度纱线,是制备手感柔软的针织物的前提.目前喷气纺系统已由生产纯黏胶纱拓展至生产棉混纺纱,以及用于针织的纯棉精梳纱等新的应用领域,产品的柔软性可与普通环锭纱相媲美.对比评价了采用不同整理方法的转杯纺和喷气纺织物与环锭纺织物在不同产品阶段的织物手感风格.评价结果有助于发掘转杯纺和喷气纺的潜力以满足高速度和低转换成本的生产需求.【期刊名称】《国际纺织导报》【年(卷),期】2017(045)009【总页数】6页(P8-12,21)【关键词】针织物;手感;主观评价;客观评价;环锭纱;转杯纱;喷气纱【作者】N.T.Patil;S.P.Borkar;S.WeidnerBohnenberger;M.Schnell;伏永潮【作者单位】Veermata Jijabai技术研究所(VJTI)(印度);Veermata Jijabai技术研究所(VJTI)(印度);立达机械公司(瑞士);立达机械公司(瑞士)【正文语种】中文织物手感是决定纺织产品在消费终端能否被认可的主要因素之一。
但织物的手感风格评价为一种主观评价法,手指的感性评估结果需进行量化区分与表达。
此外,人们使用手指评估手感受主观因素的影响较大。
假设织物的手感风格在很大程度上由纱线的手感风格决定,则可在纱线生产过程中对织物的手感风格做出判断,从而节约时间与费用。