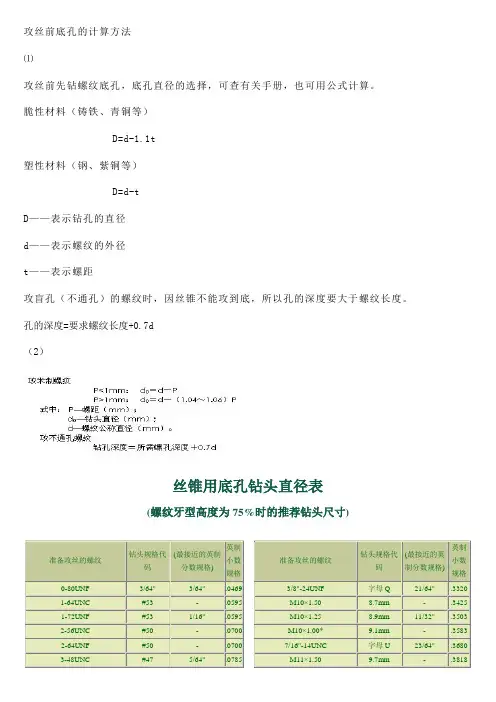
攻丝前钻孔直径
- 格式:doc
- 大小:20.50 KB
- 文档页数:1
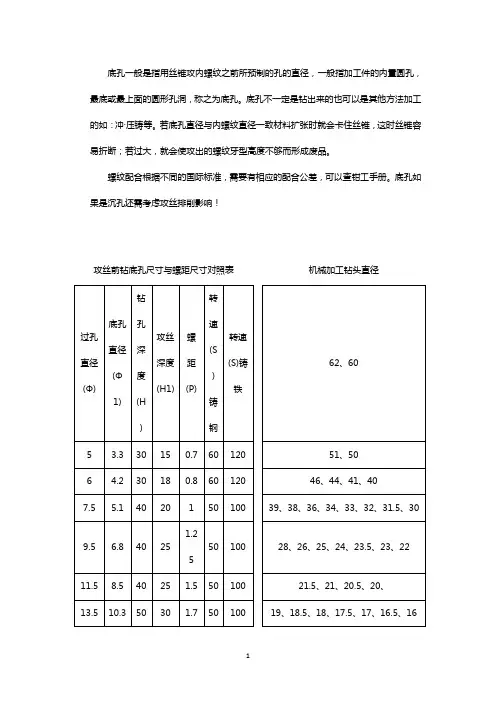
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最上面的圆形孔洞,称之为底孔。
底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
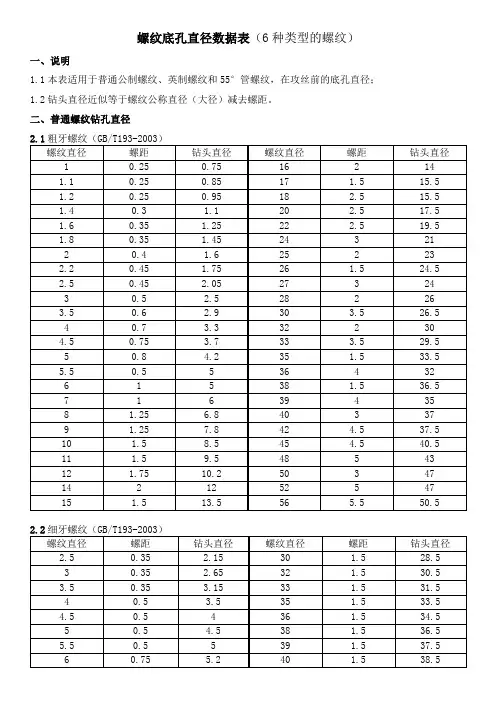
底孔如果是沉孔还需考虑攻丝排削影响!攻丝前钻底孔尺寸与螺距尺寸对照表机械加工钻头直径注:打底孔后必须将铁屑清出;钢件转速减半,必须选择*结构面(钢件)*后处理;所有转速进给不要设置!丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
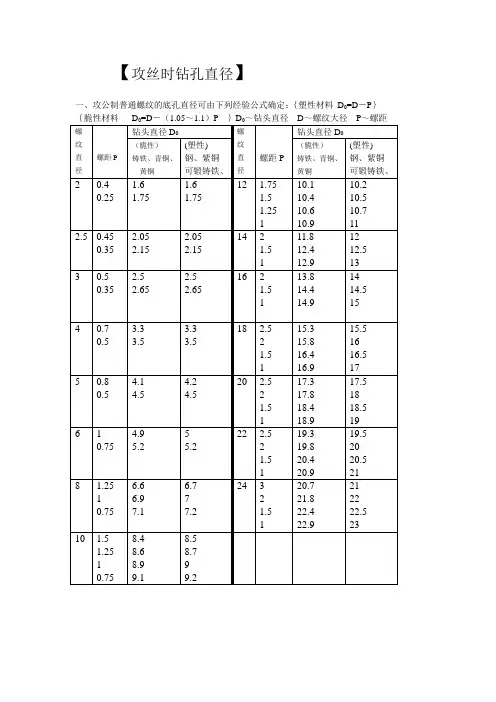
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)螺距:沿螺旋线方向量得的,相邻两螺纹之间的距离。
一般指在螺纹螺距中螺纹上相邻两牙在中径线上对应两点间的轴向距离。
螺距,两螺旋线上对应点间的距离,即两螺纹间的距离,有时也指两螺旋焊缝间的距离。
螺纹螺距螺纹上相邻两牙在中径线上对应两点间的轴向距离。
航模中的螺距螺旋桨在空气中旋转一圈桨平面经过的距离。
[2]磁场中粒子螺距如果带电粒子进入均匀磁场B时,其速度v与B之间成θ角,则粒子将作螺旋运动。
而粒子在磁场中回转一圈所前进的距离叫做螺距(h):h=2πmvcosθ/(qB)螺旋CT螺距螺旋CT的问世产生了一个新的概念,螺距(pitch,P)。
对早期的单层螺旋,各厂家对此定义是统一的,即螺距=球管旋转360度的进床距离/准直宽度。
对于多层螺旋CT螺距的概念有点复杂,多层CT的一个准直宽度包含了多个相邻的图像。
螺距与导程。
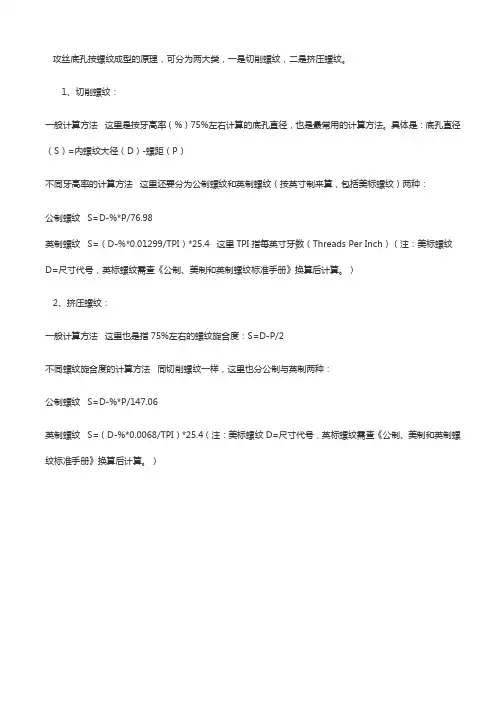
攻丝底孔按螺纹成型的原理,可分为两大类,一是切削螺纹,二是挤压螺纹。
1、切削螺纹:
一般计算方法这里是按牙高率(%)75%左右计算的底孔直径,也是最常用的计算方法。
具体是:底孔直径(S)=内螺纹大径(D)-螺距(P)
不同牙高率的计算方法这里还要分为公制螺纹和英制螺纹(按英寸制来算,包括美标螺纹)两种:
一般计算方法这里是按牙高率(%)75%左右计算的底孔直径,也是最常用的计算方法。
具体是:底孔直径(S)=内螺纹大径(D)-螺距(P)
不同牙高率的计算方法这里还要分为公制螺纹和英制螺纹(按英寸制来算,包括美标螺纹)两种:
公制螺纹 S=D-%*P/76.98
英制螺纹 S=(D-%*0.01299/TPI)*25.4 这里TPI指每英寸牙数(Threads Per Inch)(注:美标螺纹D=尺寸代号,英标螺纹需查《公制、美制和英制螺纹标准手册》换算后计算。
)
2、挤压螺纹:。
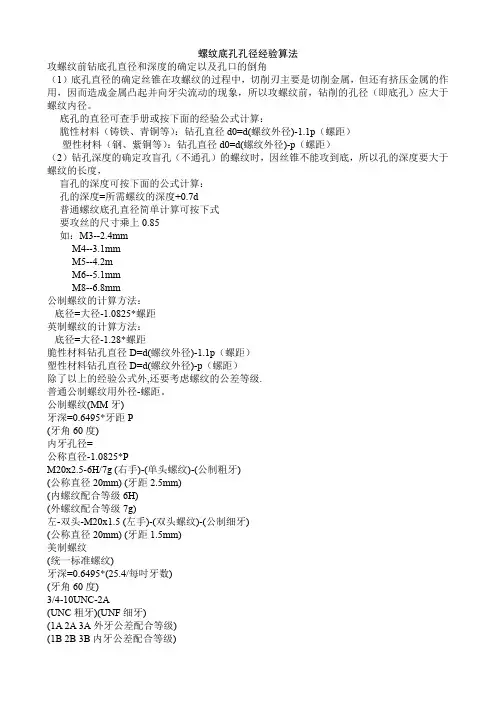
螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
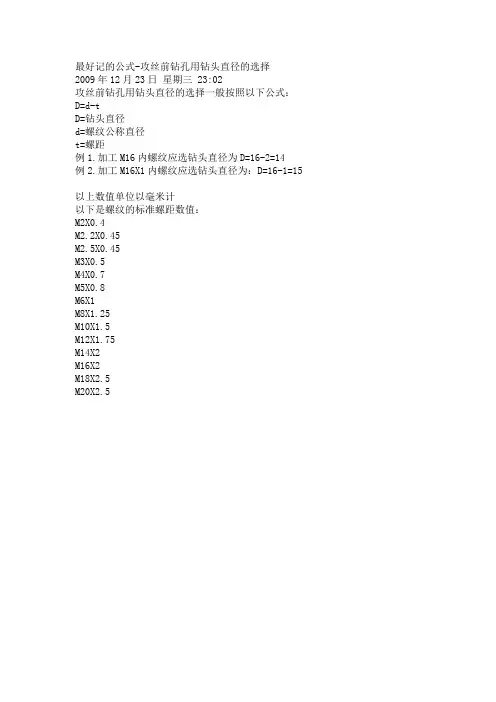
最好记的公式-攻丝前钻孔用钻头直径的选择2009年12月23日星期三 23:02攻丝前钻孔用钻头直径的选择一般按照以下公式:D=d-tD=钻头直径d=螺纹公称直径t=螺距例1.加工M16内螺纹应选钻头直径为D=16-2=14例2.加工M16X1内螺纹应选钻头直径为:D=16-1=15以上数值单位以毫米计以下是螺纹的标准螺距数值:M2X0.4M2.2X0.45M2.5X0.45M3X0.5M4X0.7M5X0.8M6X1M8X1.25M10X1.5M12X1.75M14X2M16X2M18X2.5M20X2.5攻公制螺纹时的公式t<1mm时:dz=d -tt>1mm时:dz= d - (1.04 ~1.06) t式中t : 螺距(毫米);dz:攻丝前钻头直径(毫米);d: 螺纹公称直径(毫米)。
公制螺纹钻底孔用钻头直径尺寸表公称直径螺距钻头直径1 粗0.25 0.75细0.2 0.82 粗0.4 1.6细0.25 1.753 粗0.5 2.5细0.35 2.654 粗0.7 3.3细0.5 3.55 粗0.8 4.2细0.5 4.56 粗 1 5细0.75 5.28 粗 1.25 6.7细0.75 7.2细 1 710 粗 1.5 8.5细 1.25 8.71 90.75 9.212 粗 1.75 10.2细 1.5 10.51.25 10.71 1114 粗 2 11.9细 1.5 12.51.25 12.71 1316 粗 2 13.9 (13.8 ;14也行)细 1.5 14.51 1518 粗 2.5 (螺距)15.4 (钻头直径)细 2 15.91.5 16.51 1720 粗 2.5 (螺距)17.4 (钻头直径)细 2 17.91.5 18.51 1922 粗 2.5 (螺距)19.4 (钻头直径)(19.3 ;19.5 都行)细 2 19.91.5 20.51 2124 粗 3 (螺距)20.9 (钻头直径)细 2 21.91.5 22.51 2327 粗 3 (螺距)23.9 (钻头直径)24 (也行)细 2 24.91.5 25.51 2630 粗 3.5 (螺距)26.3 (钻头直径);(26.4 也行)细 3 26.92 27.91.5 28.51 29。
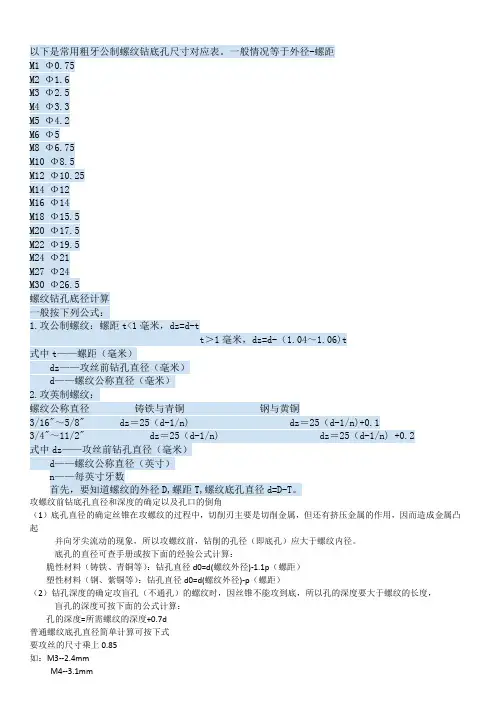
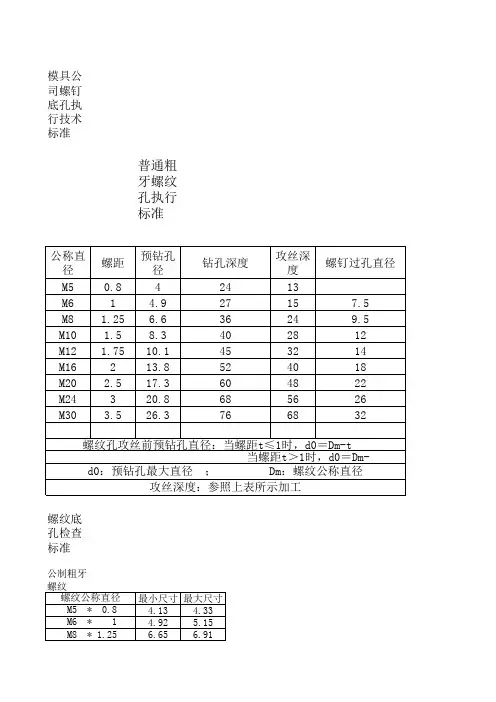
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。