内螺纹攻丝时底孔选用钻头尺寸
- 格式:rtf
- 大小:114.47 KB
- 文档页数:2
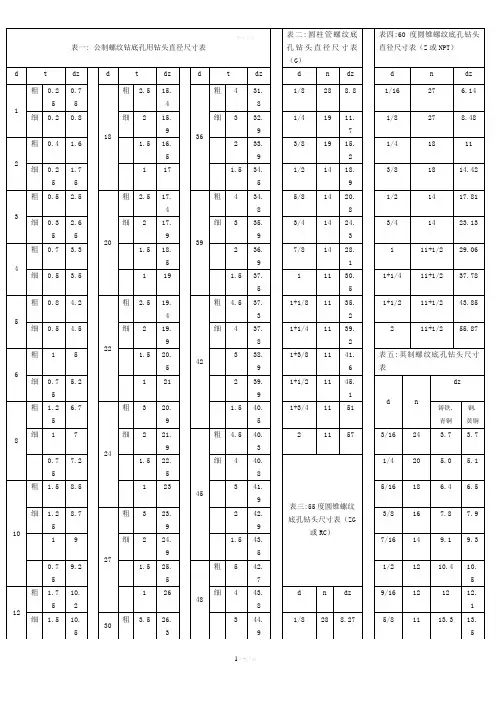
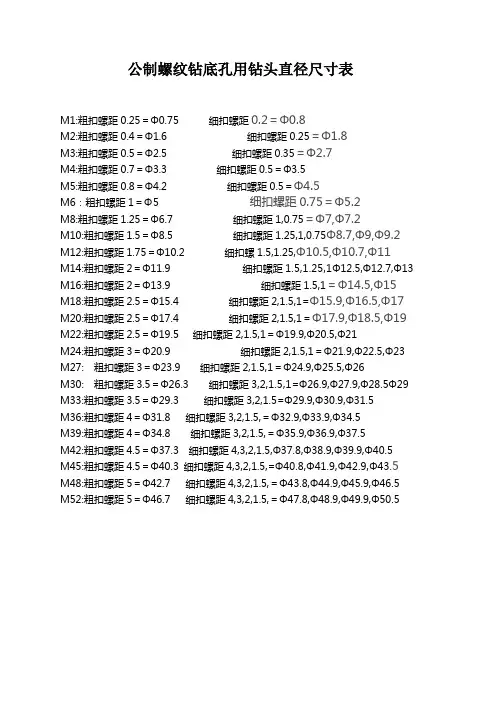
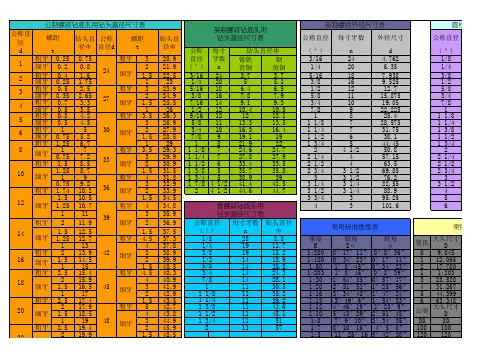
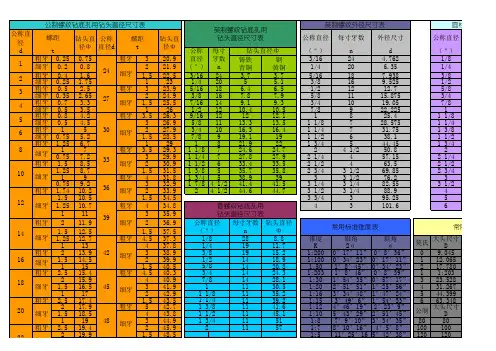
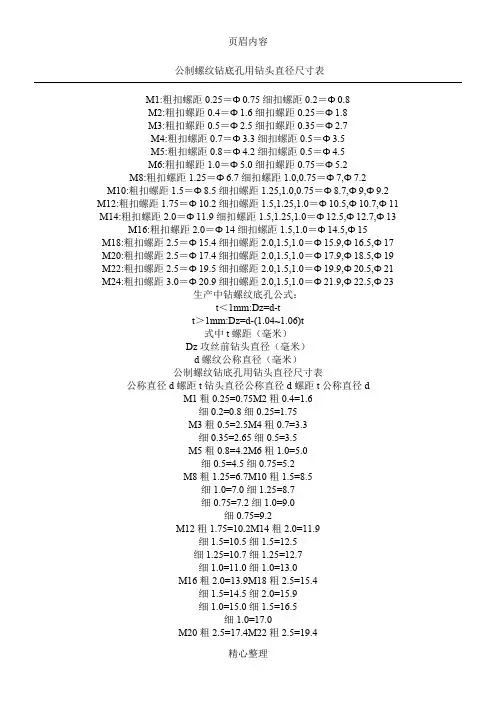
公制螺纹钻底孔用钻头直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5细扣螺距1.25,1,0.75Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2细扣螺1.5,1.25,Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9细扣螺距1.5,1.25,1Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27:粗扣螺距3=Φ23.9细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30:粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33:粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5=Φ29.9,Φ30.9,Φ31.5M36:粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39:粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42:粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45:粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48:粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52:粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5。
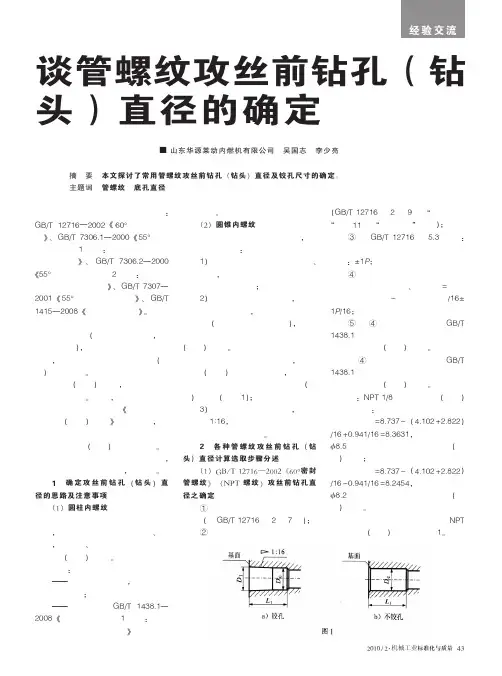
我国现颁布有五个管螺纹标准:GB/T12716—2002《60°密封管螺纹》、GB/T7306.1—2000《55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹》、GB/T7306.2—2000《55°密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹》、GB/T7307—2001《55°非密封管螺纹》、GB/T 1415—2008《米制密封螺纹》。
这五个管螺纹标准中都未规定内螺纹攻丝前的钻孔尺寸(这属于工艺范畴,当然不会规定),这给工艺人员带来一定不便,每每要考虑攻丝前的钻孔(钻头)直径问题。
对如何确定管螺纹攻丝前钻孔(钻头)直径,初涉者往往不知从何入手。
为此,山东华源莱动内燃机有限公司制定了《管螺纹攻丝前钻孔(钻头)直径》企业标准,该标准的制定极大地提高了工艺人员确定攻丝前钻孔(钻头)直径的效率。
笔者参入了该标准制定全过程,这里将归纳所得介绍如下,供探讨。
1确定攻丝前钻孔(钻头)直径的思路及注意事项(1)圆柱内螺纹根据相应管螺纹标准给出的有关尺寸,计算出内螺纹小径的最大、最小值,在最大、最小值范围内酌情选取钻孔(钻头)直径。
选定过程中需一并注意:———适当靠近最大值,以减少攻丝时的切削量;———尽量靠取GB/T1438.1—2008《锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸》中的标准直径规格。
(2)圆锥内螺纹除需注意上面提到的问题外,还应注意以下几点:1)计算圆锥内螺纹小径的最大、最小值时,应注意是指有效螺纹长度范围内最里端的小径;2)对一般用途的锥螺纹,底孔可用钻头一次钻出,此时底孔直径可粗一些(以减少攻丝时切削量),即宜在靠近小径最大值区域内选定钻孔(钻头)直径。
对要求较高的锥螺纹应尽量选用先钻再铰再攻丝工艺,此时钻孔(钻头)直径应细一些,即宜在靠近小径最小值区域内选定钻孔(钻头)直径(见图1);3)采用先钻再铰工艺时,铰孔锥度按1∶16,铰孔外口尺寸按基面处的内螺纹小径基本尺寸。
公制螺纹钻底孔用钻头直径尺寸表Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998公制螺纹钻底孔用钻头直径尺寸表M1:粗扣螺距=Φ细扣螺距=ΦM2:粗扣螺距=Φ细扣螺距=ΦM3:粗扣螺距=Φ细扣螺距=ΦM4:粗扣螺距=Φ细扣螺距=ΦM5:粗扣螺距=Φ细扣螺距=ΦM6:粗扣螺距=Φ细扣螺距=ΦM8:粗扣螺距=Φ细扣螺距 , =Φ7,ΦM10:粗扣螺距=Φ细扣螺距 , , =Φ,Φ9,ΦM12:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ11M14:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ13M16:粗扣螺距=Φ14 细扣螺距 , =Φ,Φ15M18:粗扣螺距=Φ细扣螺距 , ,=Φ,Φ,Φ17M20:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ19M22:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ21M24:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-~t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径d M1 粗 = M2 粗 =细 = 细 =M3 粗 = M4 粗 =细 = 细 =M5 粗 = M6 粗 =细 = 细 =M8 粗 = M10 粗 =细 = 细 =细 = 细 =细 =M12 粗 = M14 粗 =细 = 细 =细 = 细 =细 = 细 =M16 粗 = M18 粗 =细 = 细 =细 = 细 =细 =M20 粗 = M22 粗 =细 = 细 =细 = 细 =细 = 细 = M24 粗 = M27 粗 = 细 = 细 =细 = 细 =细 = 细 = M30 粗 = M33 粗 = 细 = 细 =细 = 细 =细 = 细 =细 =M36 粗 = M39 粗 = 细 = 细 =细 = 细 =细 = 细 = M42 粗 = M45 粗 = 细 = 细 =细 = 细 =细 = 细 =细 = 细 = M48 粗 = M52 粗 = 细 = 细 =细 = 细 =细 = 细 =细 = 细 =。
攻螺纹前底孔直径的确定
(1)丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
(2)钻孔深度的确定
攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d
(3)孔口倒角
攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
倒角的深度大于螺纹的螺距。
3.攻螺纹的操作要点及注意事项
(1)根据工件上螺纹孔的规格,正确选择丝锥,先头锥后二锥,不可颠倒使用。
(2)工件装夹时,要使孔中心垂直于钳口,防止螺纹攻歪。
(3)用头锥攻螺纹时,先旋入1~2圈后,要检查丝锥是否与孔端面垂直(可目测或直角尺在互相垂直的两个方向检查)。
当切削部分已切入工件后,每转1~2圈应反转1/4圈,以便切屑断落;同时不能再施加压力(即只转动不加压),以免丝锥崩牙或攻出的螺纹齿较瘦。
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
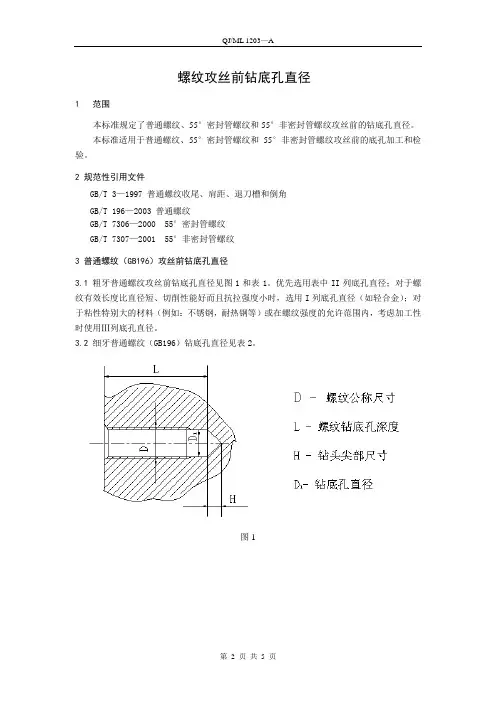
螺纹攻丝前钻底孔直径1 范围本标准规定了普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的钻底孔直径。
本标准适用于普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的底孔加工和检验。
2 规范性引用文件GB/T 3—1997 普通螺纹收尾、肩距、退刀槽和倒角GB/T 196—2003 普通螺纹GB/T 7306—2000 55°密封管螺纹GB/T 7307—2001 55°非密封管螺纹3 普通螺纹(GB196)攻丝前钻底孔直径3.1粗牙普通螺纹攻丝前钻底孔直径见图1和表1。
优先选用表中II列底孔直径;对于螺纹有效长度比直径短、切削性能好而且抗拉强度小时,选用I列底孔直径(如轻合金);对于粘性特别大的材料(例如:不锈钢,耐热钢等)或在螺纹强度的允许范围内,考虑加工性时使用Ⅲ列底孔直径。
3.2细牙普通螺纹(GB196)钻底孔直径见表2。
图1表2 (续)公称直径D 螺距P底孔直径D1钻头尖部尺寸H公称直径D螺距P底孔直径D1钻头尖部尺寸HI II I IIM95×2 2 93 29 M140×2 2 138 43 M100×2 2 98 30 M150×2 2 148 46 M105×2 2 103 32 M160×3 3 157 49 M110×2 2 108 33 M170×3 3 167 52 M115×2 2 113 35 M180×3 3 177 55 M120×2 2 118 36 M190×3 3 187 58 M125×2 2 123 37.5 M200×3 3 197 63 M130×2 2 128 40455°密封管螺纹(GB/T 7306)攻丝前钻底孔直径4.155°密封管螺纹(标准圆锥螺纹)钻底孔直径见图2和表3。
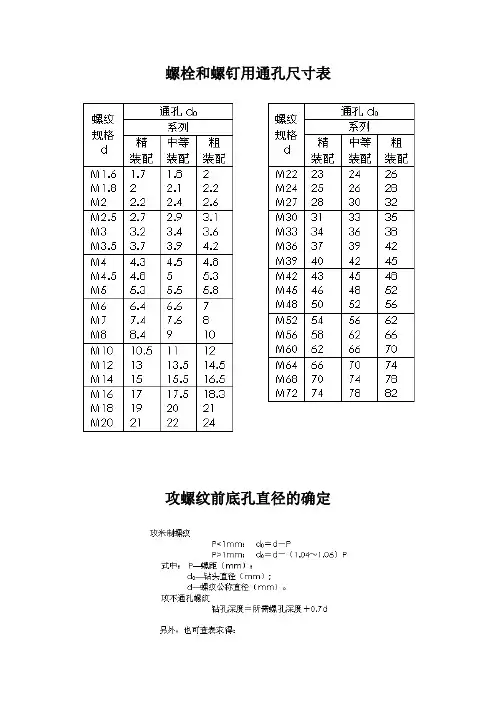
螺栓和螺钉用通孔尺寸表
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
螺丝及沉头孔尺寸表
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹
TEL FAX
E-mail
ccsmould@pchome.c
(0512)65015828(0512)65012333参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋
(1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。