模具生产工艺流程图(精AA精编版
- 格式:doc
- 大小:133.50 KB
- 文档页数:1


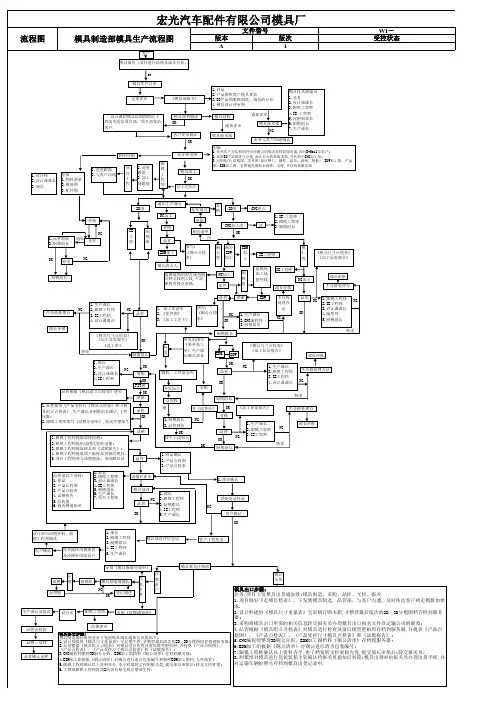
模具生产作业流程图
1 / 1
文件编号: KP-GK-004
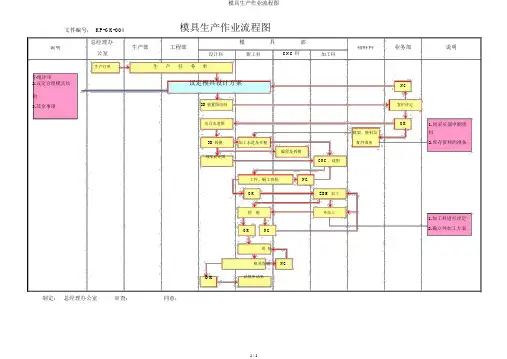
模具生产作业流程图
总经理办
生产部
工程部
模
具 部
业务部
说明
说明
CNC 科
物料科
公室
设计科
钳工科
加工科
生产订单
生 产 任 务 单
小组评审
2.议定合理模具结
议定模具设计方案
NG
构
3.其余事项
2D 装置图绘制
客护评定
出具水道图 OK
模架、胚料及
3D 拆模
加工水道及开粗
配件准备
编程及拆模
1.同采买部申购资料
2.库存资料的准备
细部设计图
CNC 、线割
工件、铜工查验 NG
OK
EDM 加工
检 验 外加工
OK
NG
1.加工科进行评定
2.确立外加工方案
组 装 模具查验
NG
OK
试模申请单
制定: 总经理办公室 审查: 同意:。

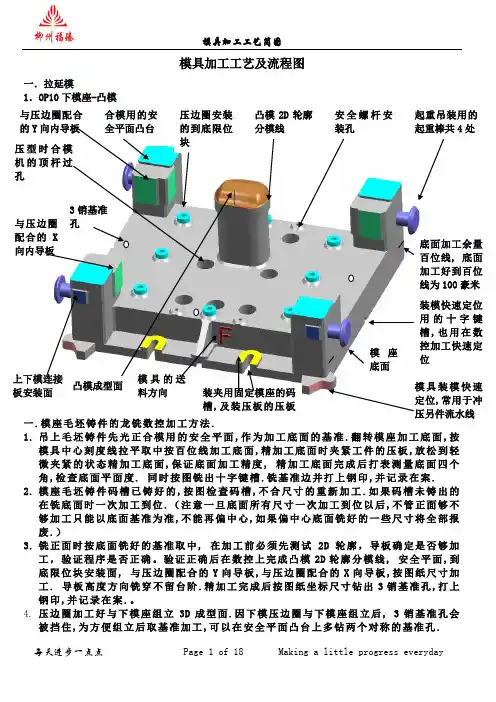
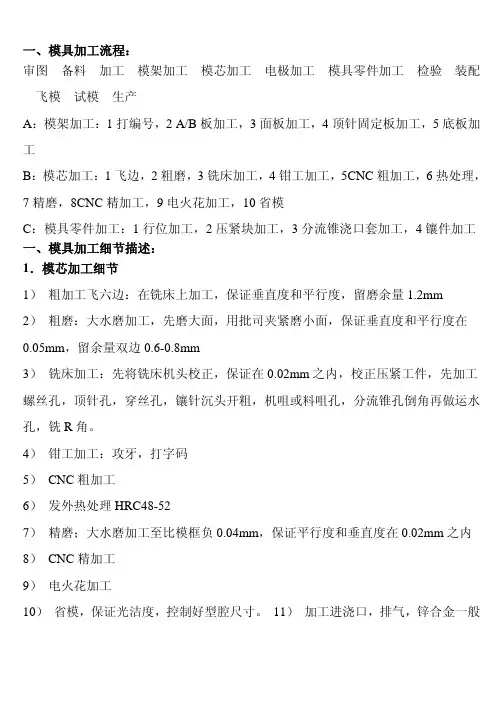
模具加工工艺及流程图一.拉延模1.OP10下模座-凸模一.模座毛坯铸件的龙铣数控加工方法. 模具中心刻度线拉平取中按百位线加工底面,精加工底面时夹紧工件的压板,放松到轻微夹紧的状态精加工底面,保证底面加工精度, 精加工底面完成后打表测量底面四个角,检查底面平面度. 同时按图铣出十字键槽.铣基准边并打上钢印,并记录在案. 2. 模座毛坯铸件码槽已铸好的,按图检查码槽,不合尺寸的重新加工.如果码槽未铸出的在铣底面时一次加工到位.(注意一旦底面所有尺寸一次加工到位以后,不管正面够不够加工只能以底面基准为准,不能再偏中心,如果偏中心底面铣好的一些尺寸将全部报废.)3. 铣正面时按底面铣好的基准取中, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
验证正确后在数控上完成凸模2D 轮廓分模线, 安全平面,到底限位块安装面, 与压边圈配合的Y 向导板,与压边圈配合的X 向导板,按图纸尺寸加工. 导板高度方向铣穿不留台阶.精加工完成后按图纸坐标尺寸钻出3销基准孔,打上钢印,并记录在案.。
4. 压边圈加工好与下模座组立3D 成型面.因下模压边圈与下模座组立后, 3销基准孔会被挡住,为方便组立后取基准加工,可以在安全平面凸台上多钻两个对称的基准孔. 与压边圈配合的Y 向内导板 合模用的安全平面凸台压边圈安装的到底限位块凸模2D 轮廓分模线安全螺杆安装孔起重吊装用的起重棒共4处压型时合模机的顶杆过孔底面加工余量百位线, 底面加工好到百位线为100豪米 装模快速定位用的十字键槽,也用在数控加工快速定位模具装模快速定位,常用于冲压另件流水线装夹用固定模座的码槽,及装压板的压板面 凸模成型面模具的送料方向上下模连接板安装面 模座底面与压边圈配合的X 向内导板3销基准孔2.OP10压边圈1. 压边圈按以上提到的铣底面的方法加工底面,同时把与与下模座配合的X 向导板安装面, Y 向导板安装面按图纸尺寸加工, 耐磨板安装背托不能铣掉.同时铣X 向,Y 向基准边,打上钢印并记录.2. 按底面基准边取中心加工正面与凸模2D 配合的压边圈2D 分模线, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
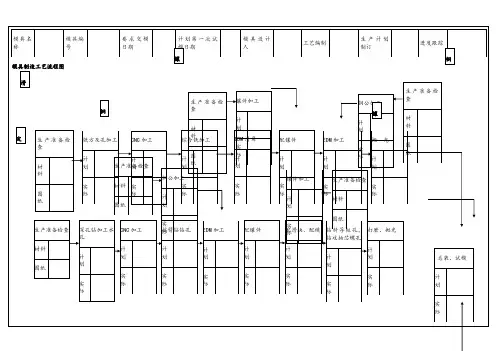
模具制造流程图
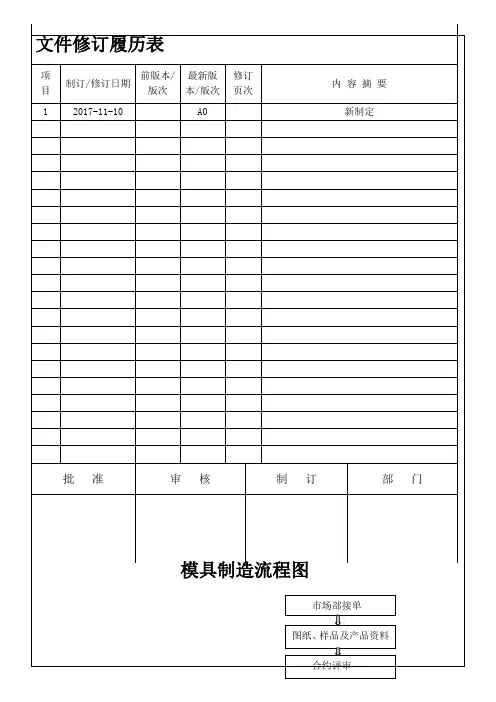
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
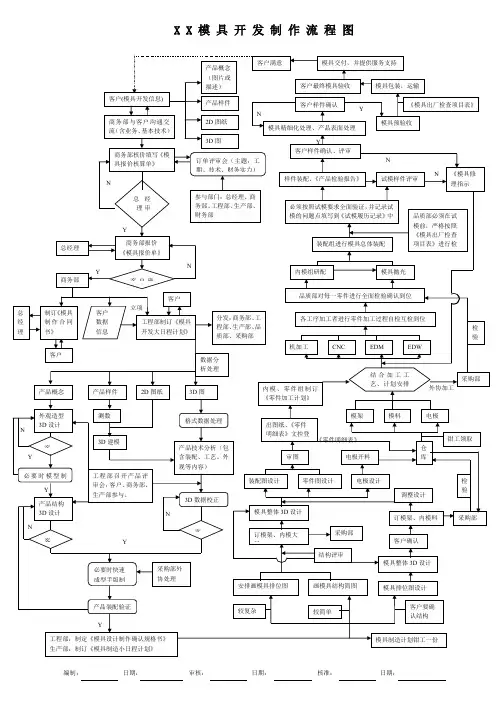
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。