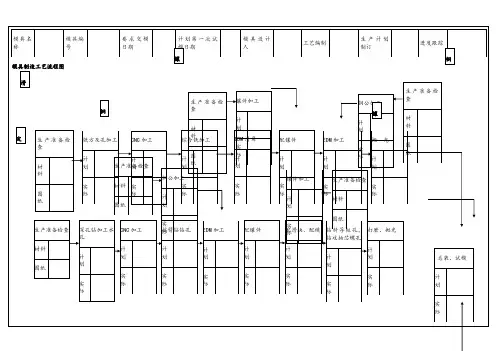
模具生产工艺流程图
- 格式:docx
- 大小:18.53 KB
- 文档页数:1
模具加工工艺流程图模具加工是指根据模具设计图纸和工艺要求,通过一系列的加工工艺,将原材料加工成符合要求的模具零部件。
模具加工工艺流程图是模具加工过程中的重要参考依据,它能清晰地展示模具加工的整体流程和各个环节的加工工艺,有助于指导生产操作,提高加工效率和质量。
首先,模具加工工艺流程图应包括模具加工的各个环节,如车削、铣削、磨削、电火花加工、线切割等。
每个环节都需要详细描述加工工艺和加工要求,确保加工过程中的每一个步骤都能准确执行,避免出现失误。
其次,模具加工工艺流程图还应包括加工所需的设备和工具,以及各个环节的加工参数设置。
比如,车削环节需要说明车床的型号和规格,刀具的选择和切削参数的设定;铣削环节需要说明铣床的型号和规格,刀具的选择和切削参数的设定等。
这些信息对于保证加工质量和提高加工效率至关重要。
另外,模具加工工艺流程图还应包括加工过程中的质量控制点和检测方法。
在每个加工环节都需要设立相应的质量控制点,确保加工过程中的每一个环节都符合要求,避免出现问题。
同时,还需要说明各个环节的检测方法和标准,以确保加工出的模具零部件符合设计要求。
最后,模具加工工艺流程图还应包括加工过程中的安全注意事项和环境要求。
加工过程中需要注意安全生产,遵守操作规程,正确使用加工设备和工具,做好个人防护。
同时,还需要保证加工环境的整洁和安全,确保加工过程中的环境符合相关要求。
总的来说,模具加工工艺流程图是模具加工过程中的重要参考依据,它能指导生产操作,提高加工效率和质量。
因此,制作模具加工工艺流程图需要对模具加工工艺有深入的了解,能准确地描述加工过程中的每一个环节,确保加工过程中的每一个步骤都能准确执行。
同时,还需要注重质量控制和安全生产,确保加工过程中的质量和安全。
只有这样,才能保证加工出的模具零部件符合设计要求,满足生产需要。
上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
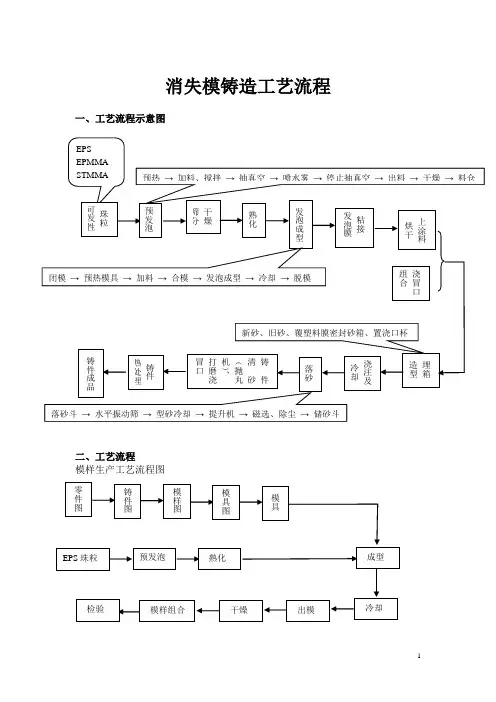
消失模铸造工艺流程一、工艺流程示意图二、工艺流程模样生产工艺流程图(一)预发泡:预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样。
流程: 预热→ 加料、搅拌→ 抽真空→ 喷水雾→ 停止抽真空→ 出料→ 干燥→ 料仓、熟化EPS预发温度100~105℃;STMMA预发温度105~115℃;EPMMA预发温度120~130℃.进入预发机的加热蒸汽压力在0.15~0.20MPa范围调节。
说明:①间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90~130℃范围容易调节和控制。
搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调.筒体底部冷凝水的排除要畅通,否则影响预发泡效果。
②加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分.③出料要干净,每批发泡后,筒体内残留的料要吹扫干净。
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程。
熟化时间一般为10~24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量。
(二)成形发泡的工艺过程为:闭模→ 预热模具→ 加料→ 合模→ 发泡成型→ 冷却→ 脱模→ 模样熟化要点:珠粒均匀填满模具,模具必须预热到100℃,水蒸气温度一般在120℃左右,压力为0。
15MPa.模样熟化:将模样置入50~70℃的烘干室强制干燥5~6h,可达到在室温下自然熟化2天的效果。
(三)模样的粘合对复杂的模样往往不能整体发泡成形,而分块制造,最后需要将各块粘合成整体。
另外,模样与浇冒口系统组成模样组,也需要粘合工序。
粘合工序一般是采用粘结剂来完成的。
目前国内使用的消失模铸造用的粘结剂可分为热熔胶型、水溶型和有机溶剂型粘胶。
粘接剂要求:①足够的粘接强度,大于100MPa。
②快干性好,最好能在1h内干燥,并具有一定的粘接强度,不致在加工或搬运过程中损坏模样。
③软化和气化点低:气化完全,残留物少.④干燥后应呈柔软的,而不是脆硬性的薄层,以免在加工时损伤刀刃。
文件制修订记录1.0目的:对影响模具生产品质的各个环节进行控制,确保生产作业在规定的方法和程序受控状态下进行。
2.0适用范围:模具的生产和制造管理过程的控制。
3.0定义:无4.0职责:4.1研发课:负责开立《工作执行单》及样品确认。
4.2模具:负责模具之设计制作、组装、维修、二、三级保养及零配件生产,管理,自制零件与委外加工零件验收及数量核对。
4.3品保课:负责模具零件配件及委外加工零件的检验,及试模产品检验。
4.4采购课:负责模具材料购买及零件委外加工。
4.5注塑/冲压:负责模具试模及模具验收。
5.0内容及要求:5.1模具作业流程见附件。
5.2生产计划:5.2.1模具依据研发课下达模具开发工作执行单作《模具开发进度表》并进行模具设计,设计完成后经主管核准后,填写请购单交至采购课进行零配件采购。
5.2.2采购下发零配件采购单给加工组作业。
5.2.3申购、领料过程控制:加工组依据模具设计图面填写《请购单》申购符合HSF要求之材料,经主管核准后,交至采购办理。
5.3模具生产作业过程的控制:5.3.1生产工艺制程的控制:由加工主管负责其生产流程,各工序技术员依据图面进行作业,将加工工序流程填写入制令单,并记录加工数量和工时等,当相关资料需更改时,依据《工程变更作业管理程序》之相关设计变更进行更改。
5.3.2品质控制:各加工工序按制令单生产完成后,交模具品管进行检验及HSF符合性的测试,并把所测量尺寸及HSF测试记录于《模(治)具检验记录表》及登录于《模具零件加工统计表》,判定允收后,方可交由下一道工序生产。
如判定不符合要求则退回生产单位(含分包商),并开立《模(治)具异常不良处理单》,作相关处理。
5.3.3设备品质及符合HSF的控制:设备品质\符合HSF的控制依《设施设备控制程序》和《环境限用物质控制程序》执行,模具在使用、维修或保养设备时,必须确认所加工使用之机器设备为环保专用和使用环保的辅材、材料进行维修保养,以及定期清洗相应设备。
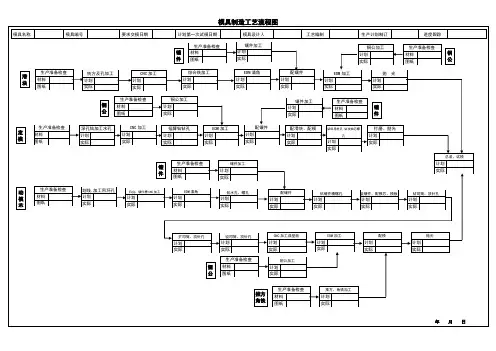
模具制造流程图
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。