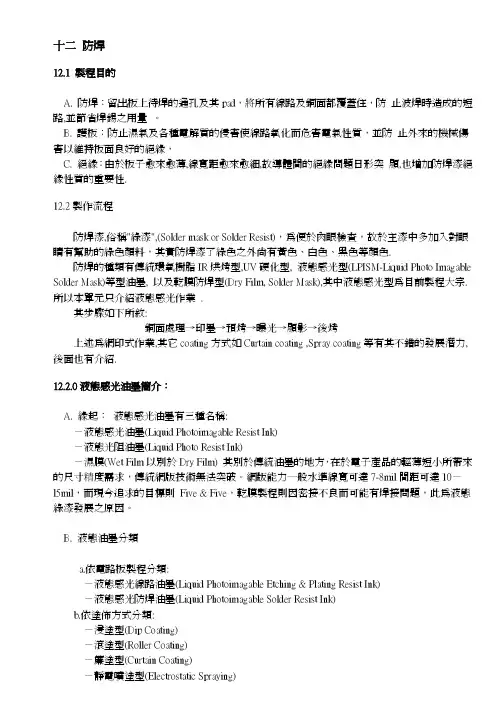
目前热固性环氧阻焊INK越来越少使用,这是因为 PCB的密度在增加,科技高速发展,小孔,细线路, SMT,BGA,HDI,高密度等是印制板发展的不可 逆转的潮流,使用垫固性环氧阻焊INK由于外观不整 齐,渗油上焊盘,跳印,以及受员工的熟练程度和 情绪影响太大,所以,目前大多数双面板和多层板 厂都淘汰热固性环氧阻焊INK而改用液态感光阻焊 INK工艺。
目的 酸洗
去除板面氧化物,油脂等污物
药水 H2SO4浓度6±1%每班化验并更 管控 换(V/V) 1.浓度太低,去氧化不彻底,易防 管控 焊脱落 重点 2.换槽洗槽需注意安全,戴防护 罩作业
作用
材质
增加板面粗糙度及与防焊结合力良好
采用尼龙刷,前两个500目,后两个用 800目 1.速度:一般35+/-2HZ,塞孔板23+/-2HZ 2.刷痕:一般12+/-2mm,细线路〈6mil 及28系列走下限,须注意狗骨现象,保 持刷痕宽度一致 3.水膜:将磨刷后之裸CU板,完全浸入 清水中,以45°拿板在15S内水膜不扩 散为合格 刷轮更换以毛长≤6+/-1mm为原则,每 周用贴砂纸之钢板校正二次 板子太薄≤0.4mm,易卡板,可采用化学 方法来处理
刮刀一般采用70-75°硬度,对于镀CU厚之板可使用 65°之刮刀,刮刀皮长度≥2cm,每天研磨一次,两面 交叉使用
使用治具印刷可提高效率,用一PNL相同之基材的面设 立PIN针,以印刷时支撑板面,以防碰伤防焊,PIN针 类型有0.4*2.9或0.8*2.9mm 活动网框为自行手工装网易变形,稳定性差,适用于要求 不高的板,固定网张力变化小,品质较稳定,用于难度较 大要求较高之板 1.ink粘度过大易产生气泡,过小易漏印,覆盖不良 2.刮刀角度根据实际情况作调整,一般10°±5° 3.刮刀压力视各机台不同而有所变化,向锐,东远46kg/cm2,乔康2-4kg/cm2,刮刀速度一般在2-4格,过快 易漏印 4.塞孔需注意孔内ink 饱满程度一般八分满,可采用先塞 后印方式和连塞带印方式