项目四铣削加工方法样本
- 格式:doc
- 大小:60.50 KB
- 文档页数:10

铣削加工的基本操作方法
铣削加工的基本操作方法包括以下几个步骤:
1. 选择合适的铣刀:根据加工的材料和要求,选择合适的铣刀类型、刀具尺寸和形状。
2. 定位工件:将要加工的工件固定在铣床的工作台上,确保工件的位置和放置方向正确。
3. 调整工作台位置:根据需要,通过手动操纵或使用铣床的自动进给装置,将工作台移动到适当的位置,使刀具能够接触到工件的加工面。
4. 调整切削参数:根据工件材料和要求,调整切削速度、进给速度和切削深度等参数,确保加工过程中的切削效率和加工质量。
5. 开始铣削:启动铣床主轴,使刀具开始旋转,然后逐渐将刀具下降到工件表面,开始铣削加工。
在铣削过程中,要注意保持适当的切削速度和进给速度,避免过高或过低造成切削过度或切削不足。
6. 切削路径:根据工件的形状和加工要求,选择合适的切削路径。
常见的切削路径有直线切削、面铣削、镗削、车削等。
7. 定期检查加工状态:在铣削过程中,要定期检查工件和刀具的状态,确保加工过程中的安全和正常运行。
如果发现异常情况,需要及时停机检查。
8. 结束铣削:铣削完成后,停止铣床主轴的旋转,将刀具从工件上抬起,并将工作台移动到合适的位置,方便取下加工好的工件。
以上是铣削加工的基本操作方法,具体操作还需要根据具体的工件形状和加工要求进行调整和实施。
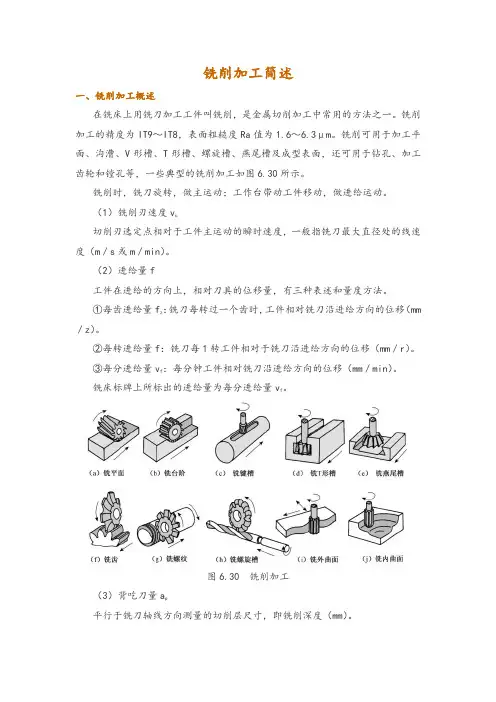
铣削加工简述一、铣削加工概述在铣床上用铣刀加工工件叫铣削,是金属切削加工中常用的方法之一。
铣削加工的精度为IT9~IT8,表面粗糙度Ra值为1.6~6.3μm。
铣削可用于加工平面、沟漕、V形槽、T形槽、螺旋槽、燕尾槽及成型表面,还可用于钻孔、加工齿轮和镗孔等,一些典型的铣削加工如图6.30所示。
铣削时,铣刀旋转,做主运动;工作台带动工件移动,做进给运动。
(1)铣削刃速度vc切削刃选定点相对于工件主运动的瞬时速度,一般指铣刀最大直径处的线速度(m/s或m/min)。
(2)进给量f工件在进给的方向上,相对刀具的位移量,有三种表述和量度方法。
:铣刀每转过一个齿时,工件相对铣刀沿进给方向的位移(mm①每齿进给量fz/z)。
②每转进给量f:铣刀每1转工件相对于铣刀沿进给方向的位移(mm/r)。
:每分钟工件相对铣刀沿进给方向的位移(mm/min)。
③每分进给量vf。
铣床标牌上所标出的进给量为每分进给量vf图6.30 铣削加工(3)背吃刀量ap平行于铣刀轴线方向测量的切削层尺寸,即铣削深度(mm)。
(4)侧吃刀量ac垂直于铣刀轴线方向的切削层尺寸,即铣削宽度(mm)。
铣刀是多刃刀具。
铣削中,每个刀齿依次切削工件,大部分时间在散热冷却,因此,可以选用较高的切削速度,获得较高的生产率。
但铣削过程不平稳,有一定的冲击和振动。
二、铣床简介1.机床的型号铣床的型号和车床相似,是由汉语拼音和阿拉伯数字组成,比如型号X6132:X表示铣床类别代号;6表示卧式升降台铣床;1表示万能升降台铣床;32表示工作台工作面宽度的1/10,即320mm。
再如型号X5032:X表示铣床类机床,50表示立式升降台铣床,32表示工作台面宽度的1/10,即320mm。
2.常用的机床铣床有许多品种,如:卧式铣床、立式铣床、工具铣床、龙门铣床、键槽铣床、仿形铣床、数控铣床等。
(1)卧式铣床卧式铣床是铣床中应用最多的一种,它的主轴是水平放置的,与工作台面平行。
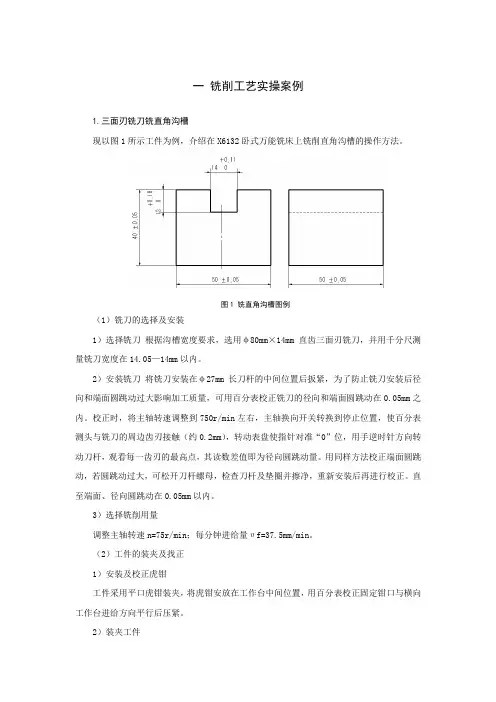
一铣削工艺实操案例1.三面刃铣刀铣直角沟槽现以图1所示工件为例,介绍在X6132卧式万能铣床上铣削直角沟槽的操作方法。
图1 铣直角沟槽图例(1)铣刀的选择及安装1)选择铣刀根据沟槽宽度要求,选用φ80mm×14mm直齿三面刃铣刀,并用千分尺测量铣刀宽度在14.05—14mm以内。
2)安装铣刀将铣刀安装在φ27mm长刀杆的中间位置后扳紧,为了防止铣刀安装后径向和端面圆跳动过大影响加工质量,可用百分表校正铣刀的径向和端面圆跳动在0.05mm之内。
校正时,将主轴转速调整到750r/min左右,主轴换向开关转换到停止位置,使百分表测头与铣刀的周边齿刃接触(约0.2mm),转动表盘使指针对准“0”位,用手逆时针方向转动刀杆,观看每一齿刃的最高点,其读数差值即为径向圆跳动量。
用同样方法校正端面圆跳动,若圆跳动过大,可松开刀杆螺母,检查刀杆及垫圈并擦净,重新安装后再进行校正。
直至端面、径向圆跳动在0.05mm以内。
3)选择铣削用量调整主轴转速n=75r/min;每分钟进给量υf=37.5mm/min。
(2)工件的装夹及找正1)安装及校正虎钳工件采用平口虎钳装夹,将虎钳安放在工作台中间位置,用百分表校正固定钳口与横向工作台进给方向平行后压紧。
2)装夹工件a 划线装夹前先用高度尺在工件上划出14mm对称槽宽线及12mm槽深线,并打上样冲眼。
b 装夹工件工件以左侧面为基准,靠在固定钳口上,垫适当高度的平行垫铁,使工件高出钳口约14mm,夹紧后用铜棒轻轻敲击工件,使之与平行垫铁贴紧。
(3)直角沟槽铣削步骤1)对刀a 按划线对刀移动工作台,使铣刀处于铣削部位,目测铣刀两侧刃与槽宽线相切。
开动机床,垂向缓缓上升,切出刀痕。
停机后,下降垂向工作台,观看切痕是否与两线重合,若有偏差则调整横向工作台。
b 侧面对刀在侧面上贴一张薄纸,移动工作台,使工件处于铣刀端面刃齿位置,开动机床,缓缓移动横向工作台使铣刀刚好擦到薄纸。
3.3 铣削加工一、铣削所谓铣削是在铣床上利用铣刀对零件进行加工的过程。
铣削是广泛应用的一种切削加工方法,是在铣床上利用铣刀的旋转(主运动)和工件的移动(进给运动)来加工工件的。
铣削加工可以在卧式铣床、立式铣床、龙门铣床、工具铣床以及各种专用铣床上进行,对于单件小批量生产的中小型零件,以卧式铣床和立式铣床最为常用。
铣削加工的精度较高,工件尺寸公差等级一般可达IT9~IT7,表面粗糙度一般为Ra值6.3~1.6um。
在切削加工中,铣床的工作量仅次于车床。
二、铣削加工的应用范围铣削加工的范围很广。
铣削主要用于加工平面、台阶面、斜面、沟槽、成形面、齿轮和切断等,还可以钻孔和镗孔。
常见的铣削加工如图4-1所示。
三、铣削特点:IT6~10,Ra12.5~0.8,生产率较高方法:端铣——刀齿数多,精度高,粗糙度值小;刚性好,生产率高,应用多周铣——通用性好,适用广—单件小批应用多图4-1 铣削加工的基本内容a)圆柱铣刀铣平面 b)套式铣刀铣台阶面 c)三面刃铣刀铣直角槽 d)端铣刀铣平面e)立铣刀铣凹平面f)锯片铣刀切断g)凸半圆铣刀铣凹圆弧面h)凹半圆铣刀铣凸圆弧面i)齿轮铣刀铣齿轮j)角度铣刀铣V形槽k)燕尾槽铣刀铣燕尾槽l)T形槽铣刀铣T形槽一、铣床铣床的种类很多,最常见的是卧式万能铣床和立式铣床。
两者区别是在于前者主轴水平设置,后者竖直设置。
1.卧式万能升降台铣床结构及工作原理图4-2 X6132型卧式万能铣床卧式万能升降台铣床简称万能铣床,它是铣床中应用最多的一种。
如图4-2所示为X6132型卧式万能铣床。
其主要组成部分:(1)床身:用来固定、支撑其他部件。
其顶面有水平导轨供横梁移动;前臂有垂直导轨供升降台升降;内部装有主轴、变速机构、润滑油泵、电器设备;后部装有电动机。
(2)横梁:横梁一端装有吊架,用以支承刀杆,以减少刀杆的弯曲与振动。
横梁可沿床身的水平导轨移动,其伸出长度由刀杆长度来进行调整。
铣削加工方法、策略及铣削计算公式1.铣削基本加工方法2.先进铣削加工方法先进铣削加工包括:- 斜坡铣- 螺纹插补- 摆线铣削- 推拉式仿形铣削- 插铣- 等高线铣削- 钻削3.铣削加工策略的定义:- 普通加工- 高速加工- 高性能加工- 高进给加工- 微加工1. 普通加工:是普通用途的加工策略。
切削宽度与切削深度比率可以各不相同,取决于工序的类型。
刀具特性:刀具拥有相对较长的切削刃和较小的芯部直径,在精度上没有很高要求。
机床要求:无特别要求。
应用领域:具有基本的CNC 技术,高难度的先进加工方法不可行;金属切除率只能达到一般的水平;应用领域通常包括小批量规模以及宽范围的材料。
2. 高速加工:是结合使用小的径向切削深度、高的切削速度与进给速度的加工策略;根据采用的方法、可达到很高的材料切除率和较低的Ra值。
这个策略的典型特征是切削力低、传递到刀具和工件上的热量少、毛刺的形成减少和工件的尺寸精度高;在高速加工下,使用比普通加工更快的切削速度,可以达到高金属切除率与好的表面粗糙度。
刀具特性:稳定(芯部直径较大和切削长度较短),清晰且成形良好的容屑空间,有利于良好的排屑,镀层。
机床要求:高速的CNC 控制、高转速、工作台进给速度快。
应用领域:模具工业的淬硬钢(48-62 HRC) 进行半精加工与精加工,交货时间短。
当使用正确刀具与先进的加工方法时,这项技术也可以应用在许多其他材料上。
3. 高性能加工:是一种能够达到非常高的金属切除率的加工策略。
这种策略的典型特征在于切削宽度是Dc的1倍,且切削深度是Dc的1~1.5倍,取决于工件材料;在高性能加工下,使用比普通加工切屑负载高得多的加工方式,能够达到极高的金属切除率。
刀具特性:刀具排屑槽上专门开发的容屑结构,刀尖用45°,小平面或刀尖圆弧进行保护,特别光滑的容屑空间,镀层,带或不带侧固柄。
机床要求:高稳定性、高功率要求、高刚性的夹紧系统。
应用领域:在大批量生产加工中,生产效率是关键的指标,或是要求高金属切除率的单件产品加工。

第三节数控铣床编程实例一、数控铣床编程实例1.根据图纸要求确定加工工艺(1)加工方式:立铣。
(2)加工刀具:φ直径12的立铣刀。
(3)切削用量:主轴转速600rpm,进给速度200mm/min。
(4)工艺路线:工艺路线为逆时针,材料为6mm厚的铝板或塑料板。
(5)定位夹紧:过φ20孔用螺栓通过垫块安装在工作台上。
5.加工程序的编制(1)确定工件坐标系。
选择凸轮圆心为X、Y轴零点,离工件表面0mm处为Z轴零点,建立工件坐标系。
(2)数学处理。
在编制程序之前要计算每一圆弧的起点坐标和终点坐标值,有了坐标值方能正式编程。
计算过程此处不再赘述,算得的基点坐标分别为A(18.856,36.667),B(28.284,10.000),C(28.284,-10.000),D(18.856,-36.667)。
(3)零件程序编制。
根据算得的基本点和设定的工件坐标系,编制零件程序。
下面给出参考程序:%XXXX 自定义零件程序号0~9999#101=6;φ12的立铣刀N01 G92 X0 Y0 Z35;建立工件坐标系(坐标参数由对刀确定)N02 G90 G00 X50 Y80;快速由对刀点移动到点S′(50,80,35)N03 G01 Z-7.0 M03 F500 S600;由点S′到点S(50,80,-7)N04 G01 G42 D101 X0 Y50 F200;由点S到点F(0,50,-7),建立刀补N05 G03 Y-50 J-50;加工圆弧FEN06 G03 X18.856 Y-36.667 R20.0;加工圆弧EDN07 G01 X28.284 Y-10.0;加工直线DCN08 G03 X28.284 Y10.0 R30.0;加工圆弧CBN09 G01 X18.856 Y36.667;加工直线BAN10 G03 X0 Y50 R20;加工圆弧AFN11 G01 X-10;由点F到点G(-10,50,-7)N12 G01 X35.0 F500;由点G到点G′(-10,50,35)N13 G40 X0 Y0 M05;取消刀补,回到对刀点N14 M30;程序结束3.加工操作(1)机床回参考点。