链传动机构的装配分解
- 格式:ppt
- 大小:1.48 MB
- 文档页数:14


链条传动原理图
链条传动是一种常见的力传递装置,用于将动力从一个位置传递到另一个位置。
它主要由链条、链轮和轴承组成。
链条是链条传动的核心部件,它由一系列链接在一起的链节组成。
每个链节上都有一个孔和两个凸起的销,通过这些销可以将链节连接起来形成一个完整的链条。
链轮是链条传动的主动和被动部件。
链条传动通常由一个或多个链轮组成。
主动链轮由动力源驱动,被动链轮通过链条与主动链轮连接,传递动力。
在链轮上有一系列的齿,链条的销可以嵌入这些齿槽中,以达到传递力的目的。
轴承是链条传动的支撑部件,它通过支撑链轮和链条,保持它们的运动稳定。
轴承通常安装在链轮轴上,并与链轮一起旋转。
它可以是滚动轴承或滑动轴承,具体根据应用场景来确定。
链条传动的工作原理如下:当主动链轮通过动力源进行转动时,链条跟随主动链轮的转动而产生运动。
链条通过旋转的链轮传递动力,将动力传递到被动链轮上。
被动链轮通过链条与主动链轮连接,受到动力的作用而转动。
在传递过程中,链条和链轮之间的齿槽和销之间形成一种紧密的配合,确保了传动的稳定性和可靠性。
总结:链条传动通过链条、链轮和轴承相互配合,实现了力的传递和转动的目的。
它在机械传动中应用广泛,具有结构简单、传动效率高等优点,被广泛应用于各种机械设备中。
带传动的基本要求是:两根传动轴必须要严格平行,两只带轮的中间平面应该重合。
带轮根据工作性质分成工作带轮和空转带轮两种。
工作带轮装在过盈配合的轴上,并用键固定,以防止产生相对运动。
空转带轮是可自由地在轴上转动,为此,在它的轮毂中通常装有轴衬或滚动轴承。
带轮的装配方法:(1)整体带轮的装配:在轴上装整体带轮时,由于是过盈配合,故要沿轴线加压力。
安装时,为防止产生相对运动,故要加装键,在装配时,先在轴与轮毂上修好键槽,装好键。
然后用键槽装配方法在轴上固定带轮。
安装时,在轴面与带轮孔内添加润滑油,防止中途产生卡住现象。
轮从轴端压进时,一般用专用工具操作,用力不要过大,同时要装正,防止出现倾斜。
(2)对开式带轮的装配:对开式带轮是沿轴心线方向分成两半的。
开式带轮装配时.将两半个轮放在轴上应处的位置拼装后,用螺栓紧固即可,装时的过盈依靠拼合面留出的间隙确定。
对开式带轮如需要的传动效率较大时,应在轴与轮毂间装好键,而在一般情况下是不装键的。
(3)空转带轮的装配:它多数为整体式,轮毅上都装有轴衬或滚动轴承。
整体装配时,先将轴衬或滚动轴承安装在轮毂中,然后再往轴上装,此外,有的也用轴套固定在轴上,带就装在轴套上。
这种结构使轴免受磨损。
为使带在轴上位置固定,在轴上或轴套上车有凸肩,并在另一面加装档圈。
常用的带传动有:平带传动、V带传动、圆带传动三种。
平带传动适用于两轴中心距较大的传动(两轴中心距可达15m),还可用于两垂直轴向传递力矩。
其特点是结构紧凑、传动比较大。
V带传动的优点是结构简单、成本较低、传动平稳、无噪声、磨损部分易拆换,且具有保险作用。
当从动轮突然过载时,皮带打滑,从而避免零件过载破坏。
其缺点是传动速比不准确,传动效率较低。
圆带传动主要用于小功率,高转速的不重要机件上。
带传动是依靠带和带轮之间的摩擦力来进行工作的。
擦力的大小要看带在轮上的箍紧力和接触面积而定。
装配带传动时,除两轴平行外,还要使两轴中心距在一定的范围内,同时带轮的轴向位置要正确,用直尺或拉线来检查两带轮的位置是否正确来控制两轴的平行度。
《机修钳工》实习教案讲授新课:(理论部分)课题七、传动机构的装配与修理一、带传动机构的装配与修理1.带轮的装配(1)清除带轮孔、轮缘、轮槽表面上的污物和毛刺(2)检验带轮孔径的径向圆跳动和端面圆跳动误差1)将检验棒插入带轮孔中,用两顶尖支顶检验棒2)将百分表测头置于带轮圆柱面和带轮端面靠近轮缘处3)旋转带轮一周,百分表在圆柱面上的最大读数差,即为带轮径向圆跳动误差;百分表在端面上的最大读数差为带轮端面的圆跳动误差(3)锉配平键,保证键连接的各项技术要求(4)把带轮孔、轴颈清洗干净,涂上润滑油(5)装配带轮时,使带轮键槽与轴颈上的键对准,当孔与轴的轴线同轴后,用铜棒敲击带轮靠近孔端面处,将带轮装配到轴颈上。
(6)检查两带轮的相互位置精度当两带轮的中心距较小时,可用较长的钢直尺紧贴一个带轮的端面,观察另一个带轮端面是否与该带轮端面平行或在同一平面内。
若检验结果不符合技术要求,可通过调整电动机的位置来解决当两带轮的中心距较大无法用钢直尺来检验时,可用拉线法检查。
使拉线紧贴一个带轮的端面,以此为射线延长至另一个带轮端面,观察两带轮端面是否平行或在同一平面内2.V带的型号与安装(1)V带的型号根据国家标准((IBIT 11544—1997),我国生产的v带共分为Y、Z、A、B、C、D、E七种型号(旧标准GB 1171—14,V带分0、A、B、C、D、E、F七种型号),而线绳结构的V带,目前主要生产的有Y、Z、A、B四种型号。
Y型V带的节宽、顶宽和高度尺寸最小(即截面积最小),E型的节宽、顶宽和高度尺寸最大(即截面积最大)。
生产中使用最多的V带是Z、A、B三种型号。
(2)V带的安装(见图7 6)1)将V带套人小带轮最外端的第一个轮槽中2)将V带套人大带轮轮槽,左手按住大带轮上的V带,右手握住V带往上拉,在拉力作用下,V带沿着转动的方向即可全部进人大带轮的轮槽内3)用一字旋具撬起大带轮(或小带轮)上的V带,旋转带轮,即可使V带进入大带轮(或小带轮)的第二个轮槽内4)重复上述步骤3,即可将第一根V带逐步拨到两个带轮的最后一个轮槽中5)检查V带装入轮槽中的位置是否正确3.带传动张紧力的检查与调整(1)带传动张紧力的检查(2)张紧力的调整4.平带的接头(1)用粘接法连接平带的接头(2)用缝合法连接平带的接头(3)用金属搭扣铆合法连接平带接头5.带传动机构的修理(1)带轮轴颈弯曲(见图7 13)的修理1)先将带轮从弯曲的轴颈上卸下来,然后将带轮轴从机体中取出2)将带轮轴放在V形架上,百分表测量头放在弯曲轴颈端部的外圆匕,转动带轮轴一周,在轴颈上标记百分表最大读数和最小读数处,百分表的最大读数差即为轴颈的弯曲量3)当带轮轴颈弯曲量较小时,可进行矫正修复;当弯曲量较大时,应更换新轴(2)带轮孔与轴配合松动的修复1)带轮孔与轴的磨损量较小时,可先将带轮孔在车床上修光,保证其自身的形状精度合格。
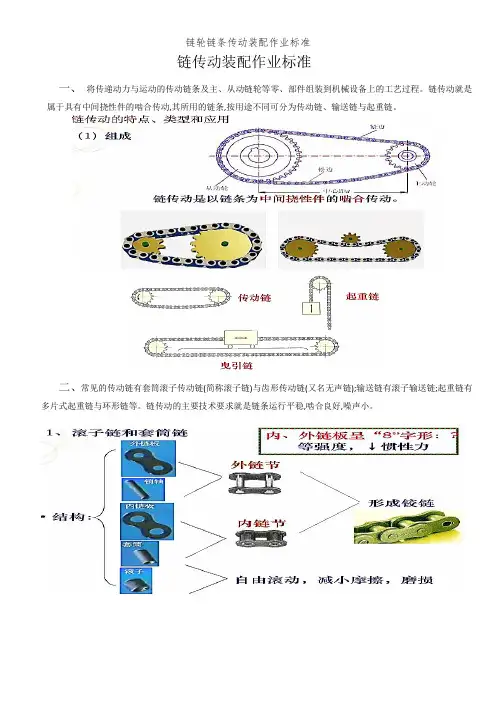
链传动装配作业标准一、将传递动力与运动的传动链条及主、从动链轮等零、部件组装到机械设备上的工艺过程。
链传动就是属于具有中间挠性件的啮合传动,其所用的链条,按用途不同可分为传动链、输送链与起重链。
二、常见的传动链有套筒滚子传动链(简称滚子链)与齿形传动链(又名无声链);输送链有滚子输送链;起重链有多片式起重链与环形链等。
链传动的主要技术要求就是链条运行平稳,啮合良好,噪声小。
三、链轮的装配A、链轮多用键与轴联接(见键连接装配),也有采用螺栓连接与销连接的。
采用螺栓或销连接时,应拧紧螺栓或打紧销轴,并处理好防松装置,如拧紧防松螺母,装好防松垫片等。
装好后的链轮用百分表校验其端面跳动。
校验时把百分比表吸附在链轮固定支架上,表针压碰链轮端面,转动链轮观察端面误差量一般控制在≤0、1mmB、在链轮的装配过程中,要控制好两轴线的水平度与两链轮宽度对称面的偏移量,可用拉钢丝线与直尺检查,其结果均应符合施工规范的要求。
(1)链轮的两轴线必须平行其允差为沿轴长方向0、5mm/m(2)两链轮的中心平面应重合,轴向偏移量不能太大,一般当两轮中心距小于500mm时轴向偏移量≤1mm两轮中心距大于500mm时应为≤2mmC、链轮在轴上固定后,跳动量必须符合右图示要求;链轮跳动量可用下图示划线盘或百分表检查,差值一般控制在0、25mm内。
四、传动链条链接装配如两轴中心距可以调节且在周短时,可以预先装好,再装在链轮上。
如果结构不允许预先将链条接头接好时,则必须先将链条套在链轮上再进行链接。
此时需采用专用的拉紧工具。
ab如上图a、b所示齿形链条必须先套在链轮上,再用拉紧工具拉紧后进行连接a-套筒滚子链条拉紧b-齿形链条拉紧ab c如上图所示图图a为用开口销固定活动销轴,图b为弹簧卡片固定活动销轴,这两种形式都在链接为偶数时使用。
使用弹簧卡片时要注意开口端方向与链条的运行方向向反。
图c为采用过渡链接,接合的形式,适用于链接为奇数时链接。
装配钳工中级理论知识复习题-样题3一、单项选择题(第1题~第160题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题分,满分80分。
)1.研磨的孔呈椭圆形或锥度,其原因是研磨时( A )。
A、没有变更方向B、研磨剂太厚C、工件温度过高D、选用研磨液不当2.箱体第二次划线是在机械加工后,主要是划各 ( A )的加工线和十字线。
A、轴孔B、螺孔C、定位孔D、油孔3.键装入轴槽中应与槽底和侧面贴紧,键长方向与轴槽有( C )间隙A、 B、 C、 D、4.卧式车床装配,主轴采用三支承结构,中间支承处所装轴承为( B )。
A、双向推力角接触球轴承B、双列圆柱滚子轴承C、圆锥滚子轴承D、圆柱滚子轴承5.倾斜度误差的测量大都在( A )上进行。
A、V型铁B、方箱C、平板D、工作台6.装配工艺规程需确定( A )的内容。
A 工序和安装 B、工位和工步 C、工序和工位 D、工序和工步7.对外圆试切件外径D的要求是 ( A )。
A、D要大于或等于车床最大切削直径的1/8B、D要小于或等于车床最大切削直径的1/8C、D要大于或等于车床最大切削直径的1/6D、无具体要求8.双管显微镜不适于测量 ( C )。
A、RzB、RyC、规则表面的SD、不规则表面的Dm9.研磨环内径应比被研磨工件外径大( C )mm。
A、~B、~C、~D、~10.由于蜗杆传动机构的特点,齿侧间隙一般要用( C )测量A、压熔丝B、塞尺C、百分表D、铜片11.滚动轴承装配时,轴颈或壳孔台肩处的圆孤半径应( C )轴承的圆弧半径。
A、等于B、大于 C小于 D、大于或小于均可12.检验车床主轴轴线对溜板移动的平行度时,所得平行度误差为 ( D )。
A、四次测量结果代数差之半B、三次测量结果代数和之半C两次测量结果代数差之半 D、两次测量结果代数和之半13.根据碳存在的形式不同,铸铁可以分为白口铸铁,( D )和麻口铸铁。
A、可锻铸铁B、球墨铸铁C、蠕墨铸铁D、灰口铸铁14.带轮孔与轴的连接为( A )配合。
装配知识复杂零件的划线一、基本概念根据图样和实物要求,在毛坯或工件上,用划线工具划出待加工部位的轮廓线作为基准点、线的操作称为划线。
(一)、按加工中的作用,划线可分为加工线,证明线和找正线 3 种。
划线按照用途分,有以下三种: 线按照用途分,有以下三种1. 在板料、条料上划落料线。
供气割、电焊、剪切、锯开和加工用。
2. 在铸、锻毛坯件上划线,用以确定加工面的位置和孔的中心,供粗加工用。
以划线来校正加工余量,对某些由于铸造、锻造中存在的缺陷,经划线确定是否可以补救。
3. 在半成品上划线,用以确定精加工表面及孔的位置,保证加工质量.(二)划线按复杂程度又可分为两种1. 平面划线,也可叫简单划线,在工件的一个表面上划线后,即能明确表面加工界线的操作叫平面划线。
如在法兰端面上划占孔加工线。
2. 立体划线,也可叫复杂划线,是在毛坯工件几个不同的表面或彼此成不同角度的各个表面进行划线的操作叫立体划线。
(三)划线的作用1. 通常情况下,一些比较复杂的工件毛坯和半成品,在进入精耕细作粗精加工时,常需凭借划线作为校正的依据。
2. 通过划线,可以检查毛坯是否与图纸要求一致。
3. 利用划线校正加工余量,来补救坯件上存在的某些局部缺陷。
4. 及早发现和剔除一些无法校正加工余量的坯件,以免浪费后道工序的加工工时。
(四)划线注意事项:1. 划线前必须研究图纸上的视图,尺寸、形位公差和技术要求,综合工件的加工工艺和设计要求进行分析,力求按设计基准划线。
2. 合理选定第一划线位置,以提高划线质量和简化划线过程。
尽量选择划线面积较大且平行於划线平台的表面为第一划线位置或者尽量选择精度要求较高的或主要加工面的加工线为第一划线位置线。
3. 划重型轴特别注意工件锻造缺陷。
挠性轴(L/d>15)注意工件弯曲。
4. 复杂零件一般划三个方向的十字线及检查线。
5. 斜孔及斜面必须把线引到斜面上去。
6. 对畸形大形工件合理选择支承点,使工件的重心与专用划线夹具的组合重心落在支承面内,否则加支承点。
一、链传动的布置
链传动的布置对传动的工作状况和使用寿命有较大影响。
通常情况下链传动的两轴线应平行布置,两链轮的回转平面应在同一平面内,否则易引起脱链和不正常磨损。
安装应使链条主动边(紧边)在上,从动边(松边)在下,以免松边垂度过大时链与轮齿相干涉或紧、松边相碰。
如果两链轮中心的连线不能布置在水平面上,其与水平面的夹角应小于45°。
应尽量避免中心线垂直布置,以防止下链轮啮合不良。
如图16.5.1所示:当a≤30P和i≥2时(a图);当倾斜角较大时(b图);当a≥60P和i≤1.5时,Z≤25 (c图)。
(c)
图16.5.1 链传动的布置
二、链传动的张紧
链传动需适当张紧,以免垂度过大而引起啮合不良。
一般情况下链传动设计成中心距可调整的形式,通过调整中心距来张紧链轮。
也可采用图16.5.1所示张紧轮张紧,张紧轮应设在松边。
图16.5.2 链传动的张紧。