圆柱螺旋压缩弹簧选用标准
- 格式:pdf
- 大小:240.38 KB
- 文档页数:4
1)应用范围在图纸上有要求时,应使用本标准。
如有特别说明或附加说明,应标注在图纸和/或有关标准上。
2)在图纸上的标注2.1 必须遵守的规定●标准74132.2 可以采用的规定●喷丸处理(Pallinatura)●保护性涂料3.产品鉴定说明按下面各段的规定,进行元件的验证和试验,并将试验结果与图纸规定进行比较。
3.1试验环境(除特别规定者外)温度: 23°± 5°大气压力:860~1060毫巴相对湿度:45~70%4.一般特性4.1外观检查无保护性涂料的弹簧,其表面应无锈蚀和氧化皮,螺旋的内部不得有卷绕工具所造成的痕迹。
表面检查应用2X放大镜进行;如有怀疑,应用电磁式测量仪检查。
在经喷丸处理或带涂料的弹簧上,即使弹簧内部的表面层亦应完整。
除图纸上另外有规定者外,弹簧有效段的节距应均匀,从有效段至弹簧的端部应均匀过渡。
4.2标志如会影响弹簧的疲劳寿命,弹簧上的标志通常可以省去。
通常可只用油漆点作为标志以方便安装,此时安装工作必须按图纸说明进行。
4.3尺寸与公差尺寸和公差应按图纸和标准加以检查;弹簧的标准数值见附件5及主要参数图。
所规定的自由长度(Lo)仅为参考值,供应商可以作必要的变化,以满足负荷和挠性方面的规定公差。
弹簧的压紧长度(Lb)只在图纸上有规定时才须作为最高要求加以检验。
4.3.1平行度和垂直度支承面的平行度误差和弹簧轴线相对于支承面的垂直度误差之最大允许值按图纸规定。
4.3.2尺寸测量试验应用3个弹簧进行:●按“试验结果”表(附件1)进行特性尺寸测量并将结果记录在表内。
●按表上规定的检验负荷(Pc)进行这些弹簧的试验,共8次。
●在气阀关闭和打开的高度上进行负荷检查。
●将测得的数值记入附件1的表格内。
●对任一弹簧进行挠性计算,将结果记入附件1的表格内。
●用计量学方法测定支承面的平行度误差和弹簧轴线相对于支承面的垂直度误差,并将结果记入附件1的表格内。
如实测值或计算值不在规定范围内,样品便属不及格。
圆柱螺旋压缩弹簧选用标准圆柱螺旋压缩弹簧是一种常见的机械零部件,广泛应用于各种机械设备中。
在选择圆柱螺旋压缩弹簧时,合适的选用标准是非常重要的。
本文将从材料、尺寸、弹簧特性等方面,介绍圆柱螺旋压缩弹簧选用的标准。
首先,材料是选择圆柱螺旋压缩弹簧的首要考虑因素之一。
弹簧材料的选择直接影响到弹簧的使用寿命和性能。
一般来说,弹簧材料应具有良好的弹性和疲劳强度,常见的弹簧材料有优质碳素钢、合金钢、不锈钢等。
在选择材料时,需要考虑到弹簧的使用环境、工作温度和受力情况,以确保弹簧具有足够的强度和耐腐蚀性。
其次,尺寸是圆柱螺旋压缩弹簧选用的关键因素之一。
弹簧的尺寸包括直径、螺距、圈数、自由长度等。
这些尺寸的选择需要根据弹簧的使用要求和受力情况来确定。
一般来说,直径和螺距决定了弹簧的刚度和承载能力,圈数和自由长度则影响了弹簧的变形量和工作高度。
因此,在选择弹簧尺寸时,需要综合考虑弹簧的工作环境和受力情况,以确保弹簧能够正常工作并具有足够的寿命。
此外,弹簧特性也是圆柱螺旋压缩弹簧选用的重要考虑因素之一。
弹簧特性包括刚度、最大变形量、最大工作高度等。
在选择弹簧时,需要根据弹簧在实际工作中所需的特性来确定。
例如,对于需要较大变形量的应用,需要选择刚度较小的弹簧;对于需要较大工作高度的应用,需要选择圈数较多的弹簧。
因此,在选择弹簧特性时,需要充分了解弹簧在实际工作中的要求,以确保弹簧能够满足工作需求。
综上所述,圆柱螺旋压缩弹簧选用的标准主要包括材料、尺寸和特性。
在选择弹簧时,需要综合考虑弹簧的使用环境、工作要求和受力情况,以确保弹簧能够正常工作并具有足够的寿命。
同时,需要注意选择合适的弹簧材料、尺寸和特性,以满足实际工作需求。
希望本文对圆柱螺旋压缩弹簧选用标准有所帮助。
圆柱螺旋压缩弹簧标准
圆柱螺旋压缩弹簧是一种常见的机械弹簧,广泛应用于各种机械设备中。
它具有良好的弹性和压缩性能,能够有效地吸收和释放能量。
为了确保圆柱螺旋压缩弹簧的质量和性能,制定了一系列的标准,以便规范其设计、制造和使用。
首先,圆柱螺旋压缩弹簧的材料选择是关键。
标准规定了弹簧材料的种类、化学成分、力学性能等要求。
常见的弹簧材料包括优质碳素钢、合金钢等,其具有良好的弹性和疲劳性能,能够满足不同工况下的使用要求。
其次,标准对圆柱螺旋压缩弹簧的几何尺寸和形状也做出了详细的规定。
包括弹簧的直径、螺距、圈数、自由长度、外径、线径等参数,以确保弹簧在工作时能够稳定可靠地压缩和释放能量。
另外,标准还对圆柱螺旋压缩弹簧的表面处理、热处理、弹簧端部加工等工艺要求进行了规定。
这些要求旨在提高弹簧的表面硬度、耐蚀性和疲劳寿命,确保弹簧在长期使用中不会出现变形、断裂等问题。
除此之外,标准还对圆柱螺旋压缩弹簧的试验方法、验收标准、质量控制等方面做出了规定。
这些规定旨在确保生产出的弹簧能够稳定可靠地满足设计要求,并且具有一致的质量水平。
总的来说,圆柱螺旋压缩弹簧标准的制定对于提高弹簧的质量和性能具有重要意义。
遵循标准制定的要求,能够确保生产出的弹簧具有良好的弹性、稳定的压缩性能,能够满足各种机械设备的使用要求。
同时,标准的执行也有利于提高生产效率,降低生产成本,提高产品的竞争力。
总之,圆柱螺旋压缩弹簧标准的制定和执行对于推动机械制造行业的发展具有积极的意义。
我们应该加强对标准的宣传和执行,提高对标准的重视和认识,以确保圆柱螺旋压缩弹簧在各种机械设备中发挥出最佳的作用。
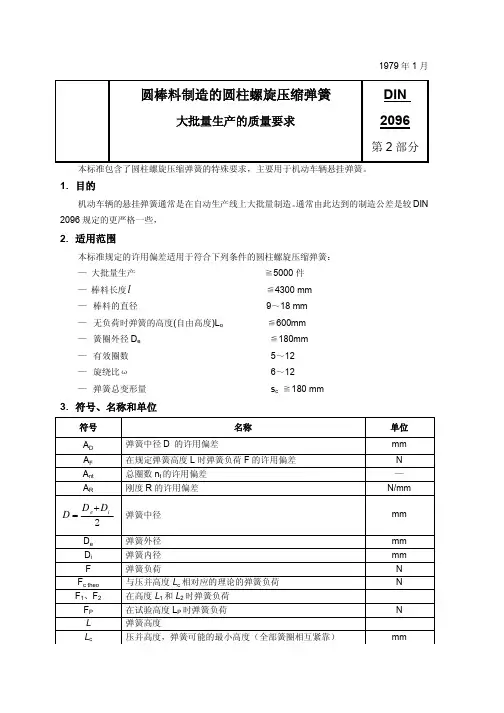
1979年1月本标准包含了圆柱螺旋压缩弹簧的特殊要求,主要用于机动车辆悬挂弹簧。
1.目的机动车辆的悬挂弹簧通常是在自动生产线上大批量制造。
通常由此达到的制造公差是较DIN 2096规定的更严格一些,2.适用范围本标准规定的许用偏差适用于符合下列条件的圆柱螺旋压缩弹簧:—大批量生产≧5000件—棒料长度l ≦4300mm —棒料的直径9~18mm —无负荷时弹簧的高度(自由高度)L o ≦600mm —簧圈外径D e ≦180mm —有效圈数5~12—旋绕比ω6~12—弹簧总变形量s c ≧180mm3.符号、名称和单位圆棒料制造的圆柱螺旋压缩弹簧大批量生产的质量要求DIN 2096第2部分4.弹簧负荷和弹簧刚度的测试及许用偏差4.1检验装置弹簧放置在检验座上进行试验。
对端部并紧并磨平的弹簧,采用在端圈内径定中心的平面座。
端部未加工的弹簧是放在内径定中心的有相应斜度的座上,簧圈端部是支承在斜面上应超过270°。
X图1:图2:4.2弹簧负荷弹簧负荷必须在下列变形量范围内检验:0.3·s c ~0.7·s c弹簧负荷的许用偏差:()Pruf theo c Pruf 010F Q F .A F ⋅+⋅±= (1)其中系数Q :A 级精度:Q =0.01B 级精度:Q =0.02为了保持较窄的公差,制造A 级精度需要付出较大的努力。
一个精度等级的公差带可以分成几个检验组。
在这些检验组中将弹簧数量适当分配,从统计分布位置上得到相应的制造批。
每个检验组的公差带应≧0.02·F pruf ,最小为60N 。
考虑到弹簧负荷在核对时可能有偏差,因此其公差极限可以超过0.01·F pruf ,包括每个检验组。
4.3弹簧刚度4.3.1线性特性弹簧刚度弹簧刚度必须在下列变形量范围内检验:0.3·s c ~0.7·s c4.3.2递增特性弹簧刚度5.棒料直径6.弹簧端圈直径的检验和许用偏差图5:测量端圈外径举例7.总圈数的许用偏差总圈数的许用偏差为:t ntn .A⋅±=0120 (8)以mm 计算相应的许用偏差为:π⋅⋅D Ant以度数计算相应的许用偏差为:360⋅ntA在特殊情况下,例如,簧圈末端一完整的棒料收尾并且支坐在不能旋转的弹簧座上,可作为叫严格的特殊商品协商订货:t ntn .A⋅±=0050 (9)8.形状偏差圆柱形状的允许偏差为b =+0.015·L o图6:形状偏差的检查相关标准DIN2096第1部分圆棒料制造的卷绕后需淬火、回火的螺旋压缩弹簧质量规范。
弹簧国家标准一览中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。
1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。
2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。
-------------------------------------弹簧标准目录:GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件GB/T 1239.6-1989 圆柱螺旋弹簧设计计算GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型)GB/T 2785-1988 内燃机气门弹簧技术条件GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件GB/T 4036-1983 手表发条GB/T 4037-1983 手表游丝GB/T 1972-2005 碟形弹簧GB/T 10867-1989 弹簧减振器GB/T 13828-1992 多股圆柱螺旋弹簧GB/T 9296-1988 地弹簧GB/T 1805-2001 弹簧术语GB/T 1358-1993 圆柱螺旋弹簧尺寸系列JB/T 6655-1993 耐高温弹簧技术条件JB/T 10416-2004 汽车悬架用螺旋弹簧技术条件JB/T 10417-2004 摩托车减震弹簧技术条件JB/T 10418-2004 气弹簧设计计算JB/T 6653-1993 扁钢丝圆柱螺旋压缩弹簧JB/T 6654-1993 平面涡卷弹簧技术条件JB/T 7366-1994 平面涡卷弹簧设计计算JB/T 8584-1997 橡胶—金属螺旋复合弹簧JB/T 9129-2000 60Si2Mn钢螺旋弹簧金相检验JB/T 9127-2000 圆柱螺旋弹簧喷丸技术规范JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算JB/T 8046.1-1996 压缩气弹簧JB/T 8046.2-1996 可锁定气弹簧JB/T 7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法JB/T 7757.1-1995 机械密封用圆柱螺旋弹簧JB/T 7283-1994 农业机械钢板弹簧技术条件JB/T 50022-1994 农业机械钢板弹簧产品质量分等JB/T 3383-1983 汽车钢板弹簧台架试验方法JB/T 3782-1984 汽车钢板弹簧金相检验标准JB/T 539-1984 汽车钢板弹簧销和吊耳技术条件ZB T 06001-1988 汽车钢板弹簧喷丸处理规范QCn29035-1991 汽车钢板弹簧技术条件QC/T 29103-1992 汽车钢板弹簧质量分等规定JB/T 53394-2000 碟形弹簧产品质量分等JB/T 3396-2000 液压件圆柱螺旋压缩弹簧产品质量分等JB/T 58700-2000 弹簧产品质量分等总则JB/T 58701-2000 小型圆柱螺旋弹簧产品质量分等JB/T 58702-2000 圆柱螺旋弹簧产品质量分等JB/T 7944-2000 圆柱螺旋弹簧抽样检查。
圆柱螺旋弹簧的参数摘要:一、圆柱螺旋弹簧的基本几何参数二、圆柱螺旋弹簧的设计参数三、圆柱螺旋弹簧的应用范围四、圆柱螺旋弹簧的选用与安装正文:一、圆柱螺旋弹簧的基本几何参数圆柱螺旋弹簧是一种标准形的压缩弹簧,其具有的基本几何参数如下:1.弹簧线径(d):即弹簧线的直径;2.心轴最大直径(s):工业应用中弹簧轴的最大直径,通常公差为2%;3.内径(di):即簧圈的内直径,通常公差为2%;4.外径(de):即簧圈的外直径,dedi2d,通常公差为2%;5.最小孔径(h):弹簧正常工作状态下所需通过的最小孔径。
二、圆柱螺旋弹簧的设计参数圆柱螺旋弹簧的设计参数包括以下内容:1.簧丝直径(d):制造弹簧的钢丝直径;2.弹簧外径(d0):弹簧的最大直径;3.弹簧内径(d1):弹簧的最小直径,d1 等于d 减2d;4.弹簧中径(d2):弹簧的平均直径,d2d-d;5.节距(t):除两端支承圈外,相邻两圈的轴向距离;6.有效圈数(n):为使压缩弹簧工作时放置平稳、受力均匀,制造时会将弹簧两端并紧且磨平。
并紧磨平的部分只起支承作用,故称为支承圈,弹簧的有效圈数等于总圈数减去支承圈数;7.支承圈数(n2):弹簧两端并紧且磨平的部分所形成的圈数;8.总圈数(n1):弹簧的总圈数。
三、圆柱螺旋弹簧的应用范围圆柱螺旋弹簧广泛应用于各种机械设备、仪器仪表、汽车、摩托车等领域,主要用于减震、防抖、调节压力、控制机构运动等。
四、圆柱螺旋弹簧的选用与安装在选择圆柱螺旋弹簧时,需要考虑以下因素:工作环境、负荷、工作温度、弹簧刚度等。
在选择弹簧材料时,需要根据工作环境、负荷、工作温度等因素选择合适的弹簧钢丝。
中华人民共和国国家标准冷卷圆柱螺旋压缩弹簧技术条件代替主题内容与适用范围引用标准钢的脱碳层深度显微测定法金属洛氏硬度试验方法圆柱螺旋弹簧抽样检查弹簧术语阀门用油淬火回火铬钒合金弹簧钢丝硅青铜线锡青铜线铍青铜线炭素弹簧钢丝琴钢丝阀门用油淬火回火碳素弹簧钢丝油淬火回火碳素弹簧钢丝油淬火回火硅锰合金弹簧钢丝阀门用油淬火回火铬硅合金弹簧钢丝机械制图弹簧画法硅锰弹簧钢丝铬钒弹簧钢丝阀门用铬钒弹簧钢丝铬硅弹簧钢丝弹簧用不锈钢丝产品分类弹簧结构型式分类见表中华人民共和国机械电子工业部批准实施技术要求产品应符合本标准的要求并按经规定程序批准的产品图样及技术文件制极限偏差的等级弹簧特性与尺寸的极限偏差分为三个等级各项目的等级应根据使用需要分别独立选永久变形将弹簧成品用试验负荷压缩三次后其永久变形不得大于自由高度的弹簧特性及极限偏差弹簧特性弹簧特性应符合条需要合条在指定高度的负荷变形量应在试验负荷下变形量的要求级精度在指定高度负荷下的变形量应在以上试验负荷测定弹簧特性时以弹簧上允许承载的最大负荷作为试验试验应力测定弹簧特性上允许承载的最大应力作为试验弹簧刚度在特殊需要时采试验负荷下变形量的弹簧特性的极限偏差指定高度时的负荷的弹簧刚度极限偏差按表弹簧特性的极限偏差根据供需双方以不对称使不尺寸及极限偏差弹簧外径或内径弹簧外径或内径的极限偏差按表外径为径为内径为表表自由高度弹簧自由高度的极限偏差按表当弹簧有特性要求度作为表总圈数总圈数的极限偏差按表规定当弹簧有特性要求圈数作为表圈弹簧尺寸的极限偏差必要时可以不对称使不垂直度两端面经过磨削状态轴心线对两端面的垂直度按表表节距等节距的弹簧在压缩到全变形量的正常节距圈不得压并高度弹簧的压并高度原则上不规定但对端面磨削约圈需要规定压并高度算的值作为最大式中并高度圈数最大直径的最大端面磨削两端圈并紧并磨平的弹簧支承圈磨平部分大于或等于粗糙度不大于端头厚度不小于外观弹簧表面应得有肉眼可见的允许有深度不大于钢丝直径公差之半的个别小伤痕存材料弹簧材料应采用表需用其他材料方商表弹簧材料必须有材料制造厂的检验质量弹簧制造厂复验合格后方可使用弹簧材料的质量应符合相应材料标准的有关热处理弹簧一般在成形后进行去应力退火硬度不允许不进行去应力退火用硬状态的青铜线冷卷的弹簧需进行去应力退火硬度不弹簧应进行时需处理次数不得超过次数不其硬度范围内选取特殊情况硬度值可扩大用退火冷硬铍青铜线冷卷的弹簧须经淬火时效处次数不得超过效次数不经处理的冷卷弹簧金相组织应符合有关脱碳经处理素比原材料标准规定的脱碳层深度再增加材料直径的表面处理弹簧表面处理要应在产品图样层为与镉镀后应进行去氢处其他要求根据需要使用单位可在图样中对弹簧规定下列要求立定压处理和加温强压处理喷丸处理探疲劳弹簧有特殊技术要求方协议检查与试验方法永久变形将弹簧成品用试验负荷压缩量第二次与第三次压缩后的自由高度变化值弹簧特性将弹簧压缩一次到试验负荷后进行试验负荷根据表规定的试验应力计出的负荷比压并负荷大以压并负荷作为试验负荷表试验负荷用式中弹簧中弹簧特性的测量在精度不低于上直径弹簧直径用通用或专用量具测自由高度用通用或专用量具测测量弹簧最高自重影响自由高度时在水平方向测垂直度用平板和宽座角尺测外圆母线对端面的垂直度在无负荷状态对宽座角尺自转一周后再检查另一头至圈处考核相邻第二量垂直度的最大值图图外观弹簧外观质量的检查采用目测或用倍放大镜热处理经处理的弹簧脱碳层深度和金相组织的检查采用抽样或试硬度按脱碳按疲劳试验按图样或协议规定弹簧表面防腐处理按有关标准或技术文件进行检验规则产品的验收抽样检查按弹簧其他项目的检验按本标准第章的各有关弹簧在包装前应进行防锈后用结实不透水的中性纸或塑料袋包装后装入包装盒根据使用单位要求也可采用其他包装方弹簧应包装可量不超过可根据需要用集装箱运输包装箱内应附有产品合格证包括下列内容制造厂名称产品名型及零制造日期或生产批号技术检查部门包装箱外部应标明制造厂名标及厂址产品名型及零件毛重收货单位及地址轻放怕湿等标记出厂产品应贮存在通风和干燥的仓库在正常保管情况出厂之日起个月不锈对标与贮存有方协议附录材料抗拉强度表续表表表附加说明本标准由机械电子工业部机械标准化研究所归口本标准由机械电子工业部机械标准化弹簧研究所负本标准主要。
矩形截面圆柱螺旋压缩弹簧标准
矩形截面圆柱螺旋压缩弹簧的标准通常包括以下几个方面:
1.材料标准:压缩弹簧的材料通常是高碳钢、不锈钢、合金钢等。
材料的选择取
决于弹簧的工作环境、负载要求、耐腐蚀性等因素。
2.尺寸标准:矩形截面圆柱螺旋压缩弹簧的尺寸标准包括外径、内径、弹簧长度、
矩形截面的宽度和厚度等。
这些尺寸应根据具体的应用需求进行设计。
3.负荷标准:负荷标准是指弹簧在工作过程中所能承受的最大负载。
这通常通过
弹簧常数、自由高度、最大压缩量等参数来表示。
4.制造精度标准:制造精度标准涉及弹簧的制造过程,包括尺寸公差、表面粗糙
度、直线度等。
这些标准确保弹簧的质量和性能。
5.疲劳寿命标准:疲劳寿命标准是指弹簧在承受重复负载下的使用寿命。
这通常
通过循环次数或时间来表示。
6.环境适应性标准:环境适应性标准是指弹簧在不同工作环境下的适应性,如温
度、湿度、腐蚀等。
具体的标准可能因不同的国家或地区、不同的行业或应用领域而有所差异。
在实际应用中,应参考相关的国际标准、国家标准或行业标准,以确保弹簧的设计、制造和使用符合规范。
弹簧国家标准一览中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。
1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。
2004年国际上成立了ISO/TC 227 (弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。
弹簧标准目录:GB/T 1239.2 —1989冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3 —1989冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4 —1989热卷圆柱螺旋弹簧技术条件GB/T 1239.6 —1989圆柱螺旋弹簧设计计算GB/T 1973.1 —1989小型圆柱螺旋弹簧技术条件GB/T 1973.2 —1989小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3 —1989小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087 —2001圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)GB/T 2088 —1997圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数GB/T 2089 —1994圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数GB/T 4142 —2001圆柱螺旋拉伸弹尺寸及参数(圆钩环型)GB/T 2785 —1988内燃机气门弹簧技术条件GB/T 2940 —1982柴油机用喷油泵、调速器、喷油器弹簧技术条件GB/T 4036 —1983手表发条GB/T 4037 —1983 手表游丝GB/T 1972 — 2005 碟形弹簧 —1989弹簧减振器 —1992多股圆柱螺旋弹簧-1988地弹簧-2001弹簧术语-1993圆柱螺旋弹簧尺寸系列1993耐高温弹簧技术条件—2004汽车悬架用螺旋弹簧技术条件 —2004摩托车减震弹簧技术条件—2004气弹簧设计计算1993扁钢丝圆柱螺旋压缩弹簧1993平面涡卷弹簧技术条件1994平面涡卷弹簧设计计算1997橡胶一金属螺旋复合弹簧2000 60Si2Mn 钢螺旋弹簧金相检验 2000圆柱螺旋弹簧喷丸 技术规范 —1993液压件圆柱螺旋压缩弹簧技术条件 —1993液压件圆柱螺旋压缩弹簧设计计算 —1996压缩气弹簧—1996可锁定气弹簧—2000圆柱螺旋压缩弹簧超声波探伤方法 JB/T 7757.1 — 1995机械密封用圆柱螺旋弹簧 GB/T 10867 GB/T 13828 GB/T 9296 GB/T 1805 GB/T 1358 JB/T 6655 - JB/T 10416 JB/T 10417 JB/T 10418 JB/T 6653 - JB/T 6654 - JB/T 7366 - JB/T 8584 - JB/T 9129 - JB/T 9127 - JB/T 3338.1 JB/T 3338.2 JB/T 8046.1 JB/T 8046.2 JB/T 7367.1JB/T 7283 -1994农业机械钢板弹簧技术条件JB/T 50022 - 1994农业机械钢板弹簧产品质量分等JB/T 3383 - 1983汽车钢板弹簧台架试验方法JB/T 3782 - 1984汽车钢板弹簧金相检验标准JB/T 539 - 1984汽车钢板弹簧销和吊耳技术条件ZB T 06001 - 1988汽车钢板弹簧喷丸处理规范QCn29035 - 1991汽车钢板弹簧技术条件QC/T 29103 - 1992汽车钢板弹簧质量分等规定JB/T 53394 - 2000碟形弹簧产品质量分等JB/T 3396 - 2000液压件圆柱螺旋压缩弹簧产品质量分等JB/T 58700 - 2000弹簧产品质量分等总则JB/T 58701 - 2000小型圆柱螺旋弹簧产品质量分等JB/T 58702 - 2000圆柱螺旋弹簧产品质量分等JB/T 7944 - 2000圆柱螺旋弹簧抽样检查。
弹簧标准目录CB 861-1976 圆柱螺旋弹簧技术条件GB 10182-1988 可变弹簧支吊架GB 2088-1980 普通圆柱螺旋拉伸弹簧(圆钩环压中心型)尺寸GB 2089-1980 普通圆柱螺旋压缩弹簧(两端圈并紧磨平或锻平型)尺寸GB/T 1239.1-1989 冷卷圆柱螺旋拉伸弹簧技术条件GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件GB/T 1239.5-1989 圆柱螺旋弹簧抽样检查GB/T 1239.6-1992 圆柱螺旋弹簧设计计算GB/T 1358-1993 圆柱螺旋弹簧尺寸系列GB/T 13828-1992 多股圆柱螺旋弹簧GB/T 14527-1993 复合阻尼隔振器和复合阻尼器GB/T 16947-1997 螺旋弹簧疲劳试验规范GB/T 1805-2001 弹簧术语GB/T 1972-1992 碟形弹簧GB/T 1972-2005 碟形弹簧GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087-2001 圆柱螺旋拉伸弹簧尺寸及参数(半圆钩环型)GB/T 2088-1997 圆柱螺旋拉伸弹簧(圆钩环压中心型)尺寸及参数GB/T 2089-1994 圆柱螺旋压缩弹簧(两端圈并紧磨平或锻平型)尺寸及参数GB/T 4142-2001 圆柱螺旋拉伸弹簧尺寸及参数(圆钩环型)GJB 1948-1994 隔振器通用规范GJB 208-1986 火炮扭杆弹簧制造与验收技术条件HB 4385-1989 扭簧HB 4387-1989 压缩弹簧HB 4418-1990 弹簧HB 6076-1986 圆柱螺旋扭转弹簧技术条件JB 3338-1983 液压件圆柱螺旋压缩弹簧技术条件JB 3823-1984 汽车悬架用螺旋螺簧技术条件JB 3899-1985 汽车发动机气门弹簧技术条件JB/T 10416-2004 悬架用螺旋弹簧技术条件JB/T 10417-2004 摩托车减震弹簧技术条件JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算JB/T 53394-2000 碟形弹簧产品质量分等(内部使用)JB/T 53396-2000 液压件圆柱螺旋弹簧产品质量分等(内部使用)JB/T 56138-1999 弹簧减振器产品质量分等(内部使用)JB/T 58700-2000 弹簧产品质量分等总则(内部使用)JB/T 58701-2000 小型圆柱螺旋弹簧产品质量分等(内部使用)JB/T 58702-2000 圆柱螺旋弹簧产品质量分等(内部使用)JB/T 6653-1993 扁钢丝圆柱螺旋压缩弹簧JB/T 6654-1993 平面涡卷弹簧技术条件JB/T 6655-1993 耐高温弹簧技术条件JB/T 7366-1994 平面涡卷弹簧设计计算JB/T 7367-1994 圆柱螺旋压缩弹簧磁粉探伤方法JB/T 7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法JB/T 7590-1994 电机用钢质波形弹簧技术条件JB/T 7944-2000 圆柱螺旋弹簧抽样检查JB/T 8064.1-1996 压缩气弹簧技术条件JB/T 8064.2-1996 可锁定气弹簧技术条件JB/T 8130.2-1999 可变弹簧支吊架JB/T 8584-1997 橡胶--金属螺旋复合弹簧JB/T 9127-2000 圆柱螺旋弹簧喷丸技术规范JB/T 9129-2000 60Si2Mn钢螺旋弹簧金相检验JB/Z 255-1985 圆柱螺旋压缩弹簧喷丸技术规范JG/T 3024-1995 建筑用阻尼弹簧隔振器QB/T 2577-2002 橡胶空气弹簧SN/T 0360-1995 出口弹簧夹头检验规程ZB J26001-1988 60SiMn钢螺旋弹簧金相检验ZB J26001-88 60SiMn钢螺旋弹簧金相检验。
弹簧参数及尺寸2005-6-25 三分钟弹簧世界一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式工作图样的绘制按GB4459、4规定。
弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为~,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为~。
注:D为弹簧中径。
6、表面处理采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:标记示例例1:A型弹簧,材料直径,弹簧中径,自由长度,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧**左——89-D-Zn例2:B型弹簧,材料直径,弹簧中径,自由长度,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧**8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ /C旋转比:C =D/d 自由长度(mm):H。
=(n+d+ 2Dι弹簧钢丝展开长度(mm):L≈(n + 2)πD弹簧单件质量(mg):m≈(πd²/4)Lρ注:ρ为弹簧材料密度,取ρ=mm³。
用弹簧钢丝绕制成的螺旋状弹簧。
圆柱螺旋压缩弹簧各部分名称及尺寸关系:
1.簧丝直径d,制造弹簧的钢丝直径。
2.弹簧外径D0,弹簧的最大直径。
3.弹簧内径D1,弹簧的最小直径,D1=D-2d。
4.弹簧中径D2,弹簧的平均直径,D2=D-d。
5.节距t,除两端支承圈外,相邻两圈的轴向距离。
6.有效圈数n、支承圈数n2和总圈数n1,为使压缩弹簧工作时放置平稳、受力均匀,制造时会将弹簧两端并紧且磨平。
并紧磨平的部分只起支承作用,故为支承圈。
支承圈有1.5、2、2.5圈三种,2.5圈用的最多。
其余个圈保持相等的节距,称为有效圈数。
总圈数
n1即为有效圈数n与支承圈数n2之和。
7.自由高度H0,弹簧不受外力作用时的总高度,H0=nt+(n2-0.5)d。
8.展开长度L,制造弹簧所用的坯料长度,L≈n1√(πD2)²+t²。
圆柱螺旋压缩弹簧选用标准
1.压缩弹簧的材料选择:常见的弹簧材料有高碳钢、不锈钢和合金钢等。
根据使用条件和要求选择相应的材料,如抗腐蚀、耐热等特殊要求。
2.弹簧的工作环境:根据使用环境的温度、湿度、腐蚀性等特点,选
择相应的材料和表面处理方式,如镀锌、喷塑等。
3.弹簧的尺寸设计:根据弹簧的工作负荷和位移要求,计算并选择合
适的直径、线径和绕圈数等尺寸参数。
4.弹簧的弹性系数和刚度:根据需要调节的力度和变形程度,选择相
应的弹性系数和刚度,以满足设计要求。
5.弹簧的寿命要求:根据使用寿命要求,选择相应的材料和工艺,如
热处理、表面处理等,以保证弹簧的寿命。
6.弹簧的安全系数:为了确保弹簧在工作时不会断裂或变形过大,需
要根据使用条件和弹簧材料的特性,选择合适的安全系数。
7.弹簧的生产工艺:根据弹簧的制造工艺和要求,选择合适的生产工艺,如冷卷、热卷等。
8.弹簧的表面处理:根据使用环境和要求,选择合适的表面处理方法,如喷漆、镀锌、镀铬等,以提高弹簧的防腐蚀性能。
9.弹簧的性能测试:根据使用要求,进行弹簧的性能测试,如弹性变形、载荷测试等,以确保弹簧符合设计和使用要求。
总之,选择圆柱螺旋压缩弹簧的标准需要根据具体的使用条件和要求
来确定,通过合理选择材料、尺寸、工艺和表面处理等方面的标准,可以
保证弹簧的性能和寿命,提高机械装置的工作效率和安全性。
压缩弹簧技术要求瓯宝安防科技股份有限公司外购件技术要求Q/OB JS-02-2012冷卷圆柱螺旋压缩弹簧1、范围本部分规定采购的冷卷圆柱螺旋压缩弹簧(以下简称弹簧)的技术要求,尺寸、外形及允许偏差,试验方法,检验规则及其他要求。
弹簧必需适用于闭门器,相关要求宜由本公司的弹簧技术图纸为准。
2、产品技术要求2.1 材质要求:油淬火回火硅锰弹簧钢丝60Si2MnA-C;弹簧材料质量应符合GB/T18983-2003油淬火回火弹簧钢丝的规定。
2.2 弹簧结构:圆柱螺旋压缩弹簧,两端面并紧磨平,任一端面与弹簧轴心的角度偏差不大于1.5?,支承圈磨平部分不小于3/4圈,端头厚度不小于1/8d,旋转方向以技术图纸为准。
2.3 尺寸及外观要求:2.3.1 钢丝直径允许偏差及圆度:钢丝直径(mm) 允许偏差(mm)? 圆度(mm)?0.05 0.03 1.8,2.80.05 0.03 2.8,40.05 0.03 4,72.3.2 内径和外径极限偏差、自由高度:要求弹簧在技术图纸规定范围内。
2.3.3 总圈数:弹簧总圈数应符合弹簧的技术图纸,极限偏差按下表要求总圈数极限偏差 ?圈0.2 ?100.25 ,10,200.3 ,20,502.3.4 节距均匀度:等节距弹簧要求节距之间偏差?0.1之内。
2.3.5 外观要求:弹簧表面应光滑,无毛刺,不得有裂纹、鳞皮、划痕、凹坑、锈蚀、发纹、竹节等缺陷。
2.4 弹簧处理要求:弹簧表面喷丸强化处理,应满足闭门器高强度使用寿命50万次以上,并做防锈处理。
2.5 弹簧外包装要求牢固,不得破损;有标志,如产品名称、型号、制造商、出厂日期和数量等。
3、检验方法和要求3.1 弹簧的外径和内径、自由高度、垂直度、直线度、压并高度、表面质量等检验方法按GB/T1239.2-2009 第6条款,对弹簧进行检测。
3.2 弹簧寿命检验:将弹簧装在闭门器内,在测试台循环载荷50万次以上,要求弹簧不得断裂,50万次测试与5000次测试的开门力矩和关门力矩及能效比变化不得大于30%。
圆柱压缩弹簧标准圆柱压缩弹簧标准,东莞弹簧厂,压缩弹簧设计加工厂家,可根据客人要求设计加工各种类压力弹簧,压簧种类多,采用进口材料精密加工,力度稳定,寿命持久。
圆柱压缩弹簧的国标标准有:GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件GB/T GB/T GB/T GB/T GB/T GB/T1239.3-1989 1239.4-1989 1239.6-1989 1973. 1-1989 1973.2-1989 1973.3-1989GB/T 2087-2001GB/T 2088-1997GB/T 2089-1994 尺寸及参数GB/T 4142-2001GB/T 2785-1988GB/T 2940-1982冷卷圆柱螺旋扭转弹簧技术条件热卷圆柱螺旋弹簧技术条件圆柱螺旋弹簧设计计算小型圆柱螺旋弹簧技术条件小型圆柱螺旋拉伸弹簧尺寸及参数小型圆柱螺旋压缩弹簧尺寸及参数圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)圆柱螺旋拉伸弹尺寸及参数(圆钩环型)内燃机气门弹簧技术条件柴油机用喷油泵、调速器、喷油器弹簧技术条GB/T 4036-1983 手表发条GB/T 4037-1983 手表游丝GB/T 1972-2005 碟形弹簧GB/T 10867-1989弹簧减振器GB/T 13828-1992多股圆柱螺旋弹簧GB/T 9296-1988 地弹簧GB/T 1805-2001 弹簧术语GB/T 1358-1993圆柱螺旋弹簧尺寸系列JB/T 6655-1993耐高温弹簧技术条件JB/T 10416-2004汽车悬架用螺旋弹簧技术条件JB/T 10417-2004摩托车减震弹簧技术条件JB/T 10418-2004气弹簧设计计算JB/T 6653-1993扁钢丝圆柱螺旋压缩弹簧JB/T 6654-1993平面涡卷弹簧技术条件。