1140L7 PPS 美国泰科纳 物性表
- 格式:pdf
- 大小:230.60 KB
- 文档页数:4



美国科腾(Kraton)苯⼄烯类热塑性橡胶产品常规牌号性能表美国科腾公司(Kraton)苯⼄烯类热塑性橡胶产品SEBS牌号物性表Grade Structure% Styrene Hardness% Diblock% OIL Solution Viscosity Melt FlowG1633 E SEBS Linear30--00.3-G1640 E SEBS Linear32.9--- 1.5-G1641 H SEBS Linear3352<10>50<1G1642 H SEBS Linear2148<10>50<1G1643 M SEBS Linear2052-00.218G1645 M SEBS Linear12.535-0- 3.25G1650 E SEBS Linear3072<108<1G1650 M SEBS Linear3072<108<1G1651 E SEBS Linear31--0>50<1G1651 H SEBS Linear3360<10>50<1G1652 E SEBS Linear3070<10 1.8<1G1652 H SEBS Linear3069--4635G1652 M SEBS Linear3070<10 1.8<1G1654 E SEBS Linear3163<10>50<1G1654 H SEBS Linear3163<10>50<1G1657 M SEBS Linear1347290 4.28G1660 H SEBS Linear3072<108<1G1701 E SEP Linear37641000>50<1G1701 H SEP Linear37641000>50<1G1701 M SEP Linear37641000>50<1G1702 H SEP Linear28411000-<1G1702 M SEP Linear28411000>50<1G1726 M SEBS Linear30707000.219G1740 M SEP Star6-----G1765 M SEP Star-12-0-4G2705 GU-N SEBS Compound------G2708 GU-N SEBS Compound------G2832 GS-N SEBS Compound------G4609 H SEBS with Oil3322<14711<1G4610 H SEBS with Oil3336<131>50<1G7705 GI-B SEBS Compound-45-0--G7705 GI-N Compound-45-0--G7720 GI-B SEBS Compound-60-0--G7720 GI-N Compound------G7820 GU-B SEBS Compound-90-0--G7820 GU-N Compound-90----MD1537 H SEBS Linear6078---5A1535 H SEBS Linear58----<1A1536 H SEBS Linear4265---7盛悦TPE,科腾SEBS⾸选盛悦化⼯科技Grade Structure% Styrene Hardness% Diblock% OIL Solution Viscosity Melt FlowG1633 E SEBS Linear30--00.3-G1640 E SEBS Linear32.9--- 1.5-G1641 H SEBS Linear3352<10>50<1G1642 H SEBS Linear2148<10>50<1G1643 M SEBS Linear2052-00.218G1645 M SEBS Linear12.535-0- 3.25G1650 E SEBS Linear3072<108<1G1650 E SEBS Linear3072<108<1G1650 M SEBS Linear3072<108<1G1651 E SEBS Linear31--0>50<1G1651 H SEBS Linear3360<10>50<1G1652 E SEBS Linear3070<10 1.8<1G1652 H SEBS Linear3069--4635G1652 M SEBS Linear3070<10 1.8<1G1654 E SEBS Linear3163<10>50<1G1654 H SEBS Linear3163<10>50<1G1657 M SEBS Linear1347290 4.28G1660 H SEBS Linear3072<108<1G1701 E SEP Linear37641000>50<1G1701 H SEP Linear37641000>50<1G1701 M SEP Linear37641000>50<1G1702 H SEP Linear28411000-<1G1702 M SEP Linear28411000>50<1G1726 M SEBS Linear30707000.219G1740 M SEP Star6-----G1765 M SEP Star-12-0-4G2705 GU-N SEBS Compound------G2708 GU-N SEBS Compound------G2832 GS-N SEBS Compound------G4609 H SEBS with Oil3322<14711<1G4610 H SEBS with Oil3336<131>50<1G7705 GI-B SEBS Compound-45-0--G7705 GI-N Compound-45-0--G7720 GI-B SEBS Compound-60-0--G7720 GI-N Compound-----G7820 GU-N Compound-90---MD1537 H SEBS Linear6078---A1536 H SEBS Linear4265---Grade Structure% Styrene Hardness% Diblock% OIL Solution Viscosity Melt Flow G1633 E SEBS Linear30--00.3-G1640 E SEBS Linear32.9--- 1.5-G1641 H SEBS Linear3352<10>50<1G1642 H SEBS Linear2148<10>50<1G1643 M SEBS Linear2052-00.218G1645 M SEBS Linear12.535-0- 3.25G1650 E SEBS Linear3072<108<1G1650 M SEBS Linear3072<108<1G1651 E SEBS Linear31--0>50<1G1651 H SEBS Linear3360<10>50<1G1652 E SEBS Linear3070<10 1.8<1G1652 H SEBS Linear3069--4635G1652 M SEBS Linear3070<10 1.8<1G1654 E SEBS Linear3163<10>50<1G1654 H SEBS Linear3163<10>50<1G1657 M SEBS Linear1347290 4.28G1660 H SEBS Linear3072<108<1G1701 E SEP Linear37641000>50<1G1701 H SEP Linear37641000>50<1G1701 M SEP Linear37641000>50<1G1702 H SEP Linear28411000-<1G1702 H SEP Linear28411000-G1726 M SEBS Linear30707000.2G1740 M SEP Star6----G2705 GU-N SEBS Compound-----G2708 GU-N SEBS Compound-----G2832 GS-N SEBS Compound-----G4609 H SEBS with Oil3322<14711G4610 H SEBS with Oil3336<131>50G7705 GI-B SEBS Compound-45-0-G7720 GI-B SEBS Compound-60-0-G7720 GI-N Compound-----G7820 GU-N Compound-90---MD1537 H SEBS Linear6078---A1535 H SEBS Linear58----1、G代表Kraton G(氢化苯⼄烯嵌段共聚物),MD代表在研牌号,A代表Kraton A(氢化苯⼄烯嵌段共聚物);2、E代表产地为法国(Berre);H、M代表产地为美国(Belpre);科腾公司产品分为:1、传统的SEBS G系列 2、ERS系列(特殊⽤途,欢迎咨询)3、功能性SEBS(马来酸酐接枝SEBS )4、科腾A系列(A1535,A1536详细咨询我们⼯程师)5.科腾专⽤TPE关于科腾聚合物公司科腾聚合物公司是全球领先的⾼性能聚合物⽣产商,同时,据信是全球最⼤的苯⼄烯嵌段共聚物(SBC)⽣产商。
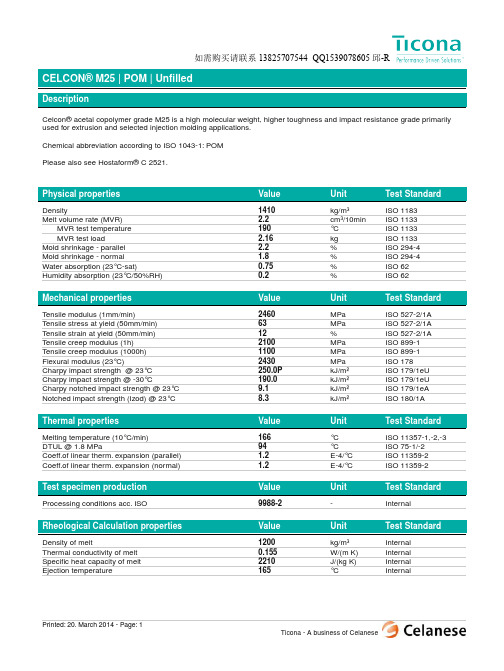
Celcon® acetal copolymer grade M25 is a high molecular weight, higher toughness and impact resistance grade primarily used for extrusion and selected injection molding applications.Chemical abbreviation according to ISO 1043-1: POM Please also see Hostaform® C 2521.Density1410kg/m³ISO 1183Melt volume rate (MVR) 2.2cm³/10min ISO 1133 MVR test temperature 190°C ISO 1133 MVR test load2.16kg ISO 1133Mold shrinkage - parallel 2.2%ISO 294-4Mold shrinkage - normal 1.8%ISO 294-4Water absorption (23°C-sat)0.75%ISO 62Humidity absorption (23°C/50%RH)0.2%ISO 62T ensile modulus (1mm/min)2460MPa ISO 527-2/1A T ensile stress at yield (50mm/min)63MPa ISO 527-2/1A T ensile strain at yield (50mm/min)12%ISO 527-2/1A T ensile creep modulus (1h)2100MPa ISO 899-1T ensile creep modulus (1000h)1100MPa ISO 899-1Flexural modulus (23°C)2430MPa ISO 178Charpy impact strength @ 23°C 250.0P kJ/m²ISO 179/1eU Charpy impact strength @ -30°C190.0kJ/m²ISO 179/1eU Charpy notched impact strength @ 23°C 9.1kJ/m²ISO 179/1eA Notched impact strength (Izod) @ 23°C8.3kJ/m²ISO 180/1AMelting temperature (10°C/min)166°C ISO 11357-1,-2,-3DTUL @ 1.8 MPa94°C ISO 75-1/-2Coeff.of linear therm. expansion (parallel) 1.2E-4/°C ISO 11359-2Coeff.of linear therm. expansion (normal)1.2E-4/°CISO 11359-2Processing conditions acc. ISO9988-2-InternalDensity of melt1200kg/m³Internal Thermal conductivity of melt 0.155W/(m K)Internal Specific heat capacity of melt 2210J/(kg K)Internal Ejection temperature165°CInternal如需购买请联系138********邱-RQQ1539078605Pre Drying:Drying is not normally required. If material has come in contact with moisture through improper storage or handling or through regrind use, drying may be necessary to prevent splay and odor problems.Drying time: 3 hDrying temperature: 80 - 100 °CTemperature:Manifold Mold Melt Nozzle Zone4Zone3Zone2Zone1 min (°C)18080180190190180180170 max (°C)200120200200200190190180Pressure:Inj press Hold press Back pressuremin (bar)6006000max (bar)120012005Speed:Injection speed: slowStandard reciprocating screw injection molding machines with a high compression screw (minimum 3:1 and preferably 4:1) and low back pressure (0.35 Mpa/50 PSI) are favored. Using a low compression screw (I.E. general purpose 2:1 compression ratio) can result in unmelted particles and poor melt homogeneity. Using a high back pressure to make up for a low compression ratio may lead to excessive shear heating and deterioration of the material.Melt T emperature: Preferred range 182-199 C (360-390 F). Melt temperature should never exceed 230 C (450 F).Mold Surface T emperature: Preferred range 82-93 C (180-200 F) especially with wall thickness less than 1.5 mm (0.060 in.). May require mold temperature as high as 120 C (250 F) to reproduce mold surface or to assure minimal molded in stress. Wall thickness greater than 3mm (1/8 in.) may use a cooler (65 C/150 F) mold surface temperature and wall thickness over6mm (1/4 in.) may use a cold mold surface down to 25 C (80 F). In general, mold surface temperatures lower than 82 C (180 F) may hinder weld line formation and produce a hazy surface or a surface with flow lines, pits and other included defects that can hinder part performance.Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 160-220 C (320-430 F)Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and uniform melt homogeneity. The design should be approximately 35% each for the feed and metering sections with the remaining 30% as transition zone.Melt temperature 180-220 C (355-430F)Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 180-220 C (360-430 F).Standard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio (at least 3:1 and preferably 4:1) to assure good melting and uniform melt homogeneity. The screw design should be approximately 35% each for the feed and metering sections with the remaining 30% as the transition zone.Melt temperature 180-190 C (355-375 F).Consult product information services.。

a7n01铝合金材料参数
A7N01铝合金是一种常用的铝合金材料,具有较好的机械性能和耐腐蚀性能。
以下是A7N01铝合金的一些参数介绍。
1. 化学成分:A7N01铝合金的化学成分含有铝(Al)
98.5%~99.5%、铜(Cu)0.4%~1.0%、镁(Mg)0.4%~1.0%、锰(Mn)0.3%~0.8%、硅(Si)0.4%以内、锌(Zn)0.25%以内、钛(Ti)0.15%以内、铁(Fe)0.5%以内、其他元素的总和0.15%以内。
2. 物理性能:A7N01铝合金的密度为2.73g/cm³,热膨胀系数为2
3.5×10⁻⁶/K,导热系数为138W/(m·K),比热容为
910J/(kg·K),线膨胀系数为23.5×10⁻⁶/K,弹性模量为
70GPa。
3. 机械性能:A7N01铝合金的抗拉强度为350MPa,屈服强度为300MPa,伸长率为10%,硬度为95HB。
4. 焊接性能:A7N01铝合金具有较好的焊接性能,可以采用TIG、MIG、电阻焊等方法进行焊接。
5. 加工性能:A7N01铝合金具有较好的加工性能,可以进行
冷加工和热加工。
冷加工可以采用拉伸、弯曲、冲压等方法,热加工可以采用锻造、挤压等方法。
6. 耐腐蚀性能:A7N01铝合金具有较好的耐腐蚀性能,可以
在氧化酸化条件下形成一层致密的氧化层,保护基体不受腐蚀。
综上所述,A7N01铝合金是一种机械性能和耐腐蚀性能较好
的铝合金材料,适用于制造各种结构件、零部件等。
在使用过程中需要注意控制加工温度和加工变形量,避免影响材料的性能。
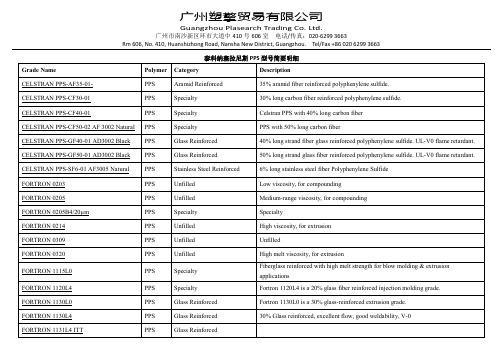
Rm 606, No. 410, Huanshizhong Road, Nansha New District, Guangzhou. Tel/Fax +86 020 6299 3663泰科纳塞拉尼斯PPS型号简要明细Grade Name Polymer Category DescriptionCELSTRAN PPS-AF35-01-PPS Aramid Reinforced 35% aramid fiber reinforced polyphenylene sulfide.CELSTRAN PPS-CF30-01PPS Specialty 30% long carbon fiber reinforced polyphenylene sulfide.CELSTRAN PPS-CF40-01PPS Specialty Celstran PPS with 40% long carbon fiberCELSTRAN PPS-CF50-02 AF 3002 Natural PPS Specialty PPS with 50% long carbon fiberCELSTRAN PPS-GF40-01 AD3002 Black PPS Glass Reinforced 40% long strand fiber glass reinforced polyphenylene sulfide. UL-V0 flame retardant. CELSTRAN PPS-GF50-01 AD3002 Black PPS Glass Reinforced 50% long strand glass fiber reinforced polyphenylene sulfide. UL-V0 flame retardant. CELSTRAN PPS-SF6-01 AF3005 Natural PPS Stainless Steel Reinforced 6% long stainless steel fiber Polyphenylene SulfideFORTRON 0203PPS Unfilled Low viscosity, for compoundingFORTRON 0205PPS Unfilled Medium-range viscosity, for compoundingFORTRON 0205B4/20µm PPS Specialty SpecialtyFORTRON 0214PPS Unfilled High viscosity, for extrusionFORTRON 0309PPS Unfilled UnfilledFORTRON 0320PPS Unfilled High melt viscosity, for extrusionFORTRON 1115L0PPS Specialty Fiberglass reinforced with high melt strength for blow molding & extrusion applicationsFORTRON 1120L4PPS Specialty Fortron 1120L4 is a 20% glass fiber reinforced injection molding grade. FORTRON 1130L0PPS Glass Reinforced Fortron 1130L0 is a 30% glass-reinforced extrusion grade. FORTRON 1130L4PPS Glass Reinforced 30% Glass reinforced, excellent flow, good weldability, V-0 FORTRON 1131L4 ITT PPS Glass ReinforcedRm 606, No. 410, Huanshizhong Road, Nansha New District, Guangzhou. Tel/Fax +86 020 6299 3663FORTRON 1140E7PPS Glass Reinforced 40% Glass reinforced, low flash and fast cycling, V-0FORTRON 1140L0PPS Glass Reinforced 40% Glass reinforced extrusion grade, strong and tough, V-0FORTRON 1140L4PPS Glass Reinforced 40% Glass reinforced, strong and tough, V-0FORTRON 1140L6PPS Glass Reinforced 40% Glass reinforced, easy flow, strong and tough, V-0FORTRON 1140L7PPS Glass Reinforced 40% Glass reinforced, fast cycling, easy flow, V-0FORTRON 1141L4PPS Glass Reinforced 40% Glass reinforced PPS, low flash, V-0FORTRON 1200L1PPS Specialty Unfilled extrusion grade that has a high melt viscosity and tensile elongation. FORTRON 1342L4PPS Specialty 40% Glass reinforced with PTFE, low wearFORTRON 4184L4PPS Mineral / Glass Reinforced 53% Mineral/Glass reinforced, high strength, V-0FORTRON 4184L6PPS Mineral / Glass Reinforced 53% Mineral/Glass reinforced, high strength, easy flow, V-0FORTRON 4332L6PPS Mineral / Glass Reinforced Fortron 4332L6 is a glass fiber/mineral filled injection molding grade material. FORTRON 4665B6PPS Mineral / Glass Reinforced 65% Mineral/Glass, high CTI, low warpage, good electrical propertiesFORTRON 6150T6PPS Specialty This grade is a 50% glass-fiber reinforced and mineral-filled grade with improved impact and heat shock performance.FORTRON 6160B4PPS Mineral / Glass Reinforced 60% Mineral/Glass reinforced PPS for electrical applications to reduce contact corrosion.FORTRON 6162A7PPS Mineral / Glass Reinforced Mineral/glass reinforced grade for applications requiring the highest flow FORTRON 6165A4PPS Mineral / Glass Reinforced 65% Mineral/Glass reinforced, V-0FORTRON 6165A6PPS Mineral / Glass Reinforced 65% Mineral/Glass reinforced, easy flow, V-0FORTRON 6341L4PPS Specialty Specialty。
PPS的特性PPS的特性(1)⼀般性能: PPS为⼀种外观⽩⾊、⾼结晶度、硬⽽脆的聚合物,纯PPS的相对{HotTag}密度为1.3,但改性后会增⼤。
PPS有吸⽔率极⼩,⼀般只有0.03%左右。
PPS的阻燃性好,其氧指数⾼达44%以上;与其他塑料相⽐,它在塑料中属于⾼阻燃材料(纯PVC的氧指数为47%、PSF为30%、PA66为29%、MPPO为28%,PC为25%)。
(2)机械性能:纯PPS的机械性能不⾼,尤其冲击强度⽐较低。
以玻璃纤维增强后会⼤幅度提⾼冲击强度和拉伸强度,拉伸强度>170 MPa ,弯曲强度>220MPa,缺⼝冲击强度〉16 MPa。
PPS 的刚性很⾼,在⼯程塑料中少见。
纯PPS的弯曲模量可达3.8Gpa,⽆机填充改性后可达到12.6Gpa,增⼤5倍之多。
⽽以刚性著称的PPO仅为2.55Gpa,PC仅为2.1Gpa。
PPS具有优异的耐蠕变性和耐疲劳性,在负荷下的耐蠕变性好。
表⾯硬度⾼,洛⽒硬度>100HR;耐磨性⾼,其1000转时的磨耗量仅为0.04g,通过填充氟树脂及⼆硫化钼等润滑剂,可⼤幅度提⾼其耐磨性,摩擦系数在0.01-0.02。
PPS还具有⼀定的⾃润性。
PPS的机械性能对温度的敏感性能⼩。
(3)热学性能: PPS具有优异的热性能,其熔点超过280℃,热变形温度超过260℃,短期可耐260℃,并可在200℃下长期使⽤。
在空⽓中于700℃降解,在1000℃惰性⽓体仍保持40%的重量。
经特殊改性的品种,热变形温度可达350℃以上。
(4)电学性能:PPS的电性能⼗分突出,与其他⼯程塑料相⽐,其介电常数和介电损耗⾓正切值都⽐较低,并且在较⼤的频率、温度及温度范围内变化不⼤;PPS的耐电弧好,可与热固性塑料媲美。
PPS常⽤于电器绝缘材料,其⽤量可占30%左右。
(5)耐化学性能:PPS的最⼤特点之⼀为耐化学腐蚀性好,其化学稳定性能仅次于F4;PPS对⼤多酸、酯、酮、醛、酚及脂肪烃、芳⾹烃、氯代烃等稳定,⽬前尚未发现可在200℃以下溶解聚苯硫醚的溶剂,对⽆机酸、碱和盐类的抵抗性极强。
PPS1140A6日本宝理塑料有限公司物性数据①原料描述部分规格级别:玻璃纤维增强级外观颜色:---用途概述:---备注说明:特性:高强度PPS1140A6物性表资料由金橙塑胶提供T e L: 1 5 2 0 7 6 9 2 6 2 0②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能密度--- ISO 1183 1.66 g/cm3吸水率23℃,水中24小时ISO 62 0.01 %熔体粘度310℃、1000/secISO 11443 260 Pa・s物理性能阻燃性--- UL 94 V-0 ---机械性能简支梁冲击强度(有缺口)--- ISO 179/1eA 11 KJ/m2拉伸强度--- ISO 527-1,2 210 MPa 断裂应变--- ISO 527-1,2 1.9 % 弯曲强度--- ISO 178 290 MPa 弯曲模量--- ISO 178 14000 MPa电气性能介电常数1KHz IEC 60250 4.2 ---介电常数1MHz IEC 60250 4.2 ---介电击穿强度1KHz IEC 60250 0.001 ---介电击穿强度1MHz IEC 60250 0.002 ---介电损耗因数3mmt IEC 60243-1 16 kv/mm 体积电阻率--- IEC 60093 4×1016Ω・cm 表面电阻率--- IEC 60093 3×1017Ω耐导电径迹--- IEC 60112 150 V加工性能成型收缩率流动方向垂直方向80℃×2mmt80℃×2mmt---0.30.7%%热性能负荷变形温度 1.8MPa ISO 75-1 270 ℃线性热膨胀系数流动方向ISO 11359-2 2×10-5/℃ 线性热膨胀系数垂直方向--- 4 ×10-5/℃。
PPS的介绍
PPS为一种白色粉末,平均分子量为0.4-0.5万,密度为1.3-1.8克每立方厘米,pps有十分优异的热性能。
添加玻璃纤维增强后的热性能指标更高,在232摄氏度经5000h的热老化后,如玻璃纤维、碳纤维、填料等来增强其力学性能,改性后的PPS能在长期工作负荷和热负荷的作用下保持高的力学性能和尺寸稳定性,因而可应用于温度高的受力环境中。
PPS的介电常数很小,介电损耗相当低,表面电阻率和体积电阻率对频率、温度、湿度的变化不敏感,是优良的电绝缘材料,它的耐电弧时间也较长,pps的化学稳定性相当好,除了受强氧化酸,如浓硫酸、浓硝酸和王水的侵蚀外,它不受绝大多数酸碱盐的侵蚀,具有接近于PTFE的化学稳定性。
在低于175摄氏度时不溶于任何已知的有机溶剂,pps与一般有机溶剂接触时不会出现塑件开裂现象。
PPS的耐辐射性好,耐辐射达到Gy 1×108,是其它工程塑料无法比拟的新材料,在电子、电气、机械、仪器、航空、航天、军事等特别是原子弹、中子弹领域,是作为耐辐射唯一理想的优良材料。
塞拉尼斯FORTRON 1140L7 PPS,40%玻纤增强
分类:聚合物,热塑性,聚苯硫醚(PPS),聚苯硫醚(PPS),用40%玻璃纤维填料
材质备注:一个最简单的流动40%玻璃增强的聚苯硫醚Fortron产品线档次。
这种材料可以在由于独特的结晶特性快速循环时间进行处理。
该产品提供良好的耐热和耐化学性,以及,咕FORTRON原则上应预干燥。
因为必要的最大残留低水分含量,建议采用干式空气干燥机。
露点应该是= < - 30°C干燥和处理之间的时间应尽可能短。
对于后续存储材料应存放在干燥烘干机,直到加工(<= 60小时)。
塞拉尼斯公司提供的资料。
关键词:40%玻璃纤维增强,快速循环,易流动,V-0
卖方:宝瑞塑胶原料有限公司,服-务-热-线15 81 41 19 531
硬度计,洛氏M 100 100 ISO 2039-2 103 103 ASTM D785
拉伸断裂强度 170兆帕 24700磅 5mm/min; ISO 527-2/1A
145兆帕
@温度22.8°C
21000磅
@温度73.0°F
ASTM D638
断裂伸长率 1.6% 1.6% 5mm/min; ISO 527-2/1A
1.2%
@温度22.8°C
1.2%
@温度73.0°F
ASTM D638
拉伸模量 14.5 GPA 2100 KSI 1mm/min 时,ISO 527-2/1A
弯曲强度 260兆帕 37700磅 ISO 178 弯曲模量 14.5 GPA 2100 KSI ISO 178 14.5 GPA
@温度22.8°C
2100 KSI
@温度73.0°F
ASTM D790 抗弯刚度 207兆帕
@温度22.8°C
30000磅
@温度73.0°F
ASTM D790 Izod 冲击,缺口 0.747焦耳/平方厘米
@温度22.8°C
1.40 ft-lb/in
@温度73.0°F
ASTM D256 悬臂梁冲击强度,无缺口 3.68焦耳/平方厘米
@温度22.8°C
6.90 ft-lb/in
@温度73.0°F
ASTM D256
悬臂梁缺口冲击强度(ISO ) 8.00千焦耳/平方米 3.81 ft-lb/in² ISO 180/1A
8.00千焦耳/平方米
@温度30.0°C
3.81 ft-lb/in²
@温度86.0°F
ISO 180/1A
电性能 公
英语
评论 体积电阻率 > = 1.00E 13欧姆-厘米
> = 1.00E 13欧姆-厘米
IEC 60093 表面电阻 > = 1.00E +15欧姆
> = 1.00E +15欧姆
IEC 60093 介电常数 3.7
@频率1000赫兹
3.7
@频率1000赫兹
ASTM D150 3.7
@频率1.00E +6赫兹
3.7
@频率1.00E +6赫兹
ASTM D150
4.0 4.0
IEC 60250
@频率10000赫兹@频率10000赫兹
介电强
度
26.0千伏/毫米660千伏/中IEC 60243-1
耗散因数0.0010
@频率1000赫兹
0.0010
@频率1000赫兹
ASTM D150
0.0010 @频率1.00E +6赫兹
0.0010
@频率1.00E +6赫兹
ASTM D150
耐电弧
性
134秒134秒ASTM D495 漏电起痕
指数
125 V 125 V IEC 60112
150 V 150 V ASTM D3638 热性能公英语评论熔点280 °C 536 °F。
ISO 11357-1,-2,-3 变形温度
在0.46
兆帕(66
磅)
280 °C 536 °F。
ASTM D648
变形温度
在1.8兆
帕(264
磅)
265 °C 509 °F ASTM D648
270 °C 518 °F ISO 75-1,-2 变形温度
在8.0兆
帕
200 °C 392 °F ISO 75-1,-2
玻璃化转
变温度,
Tg的
90.0 °C 194 °F。
ISO 11357-1,-2,-3
阻燃,UL94
V-0
@厚度0.380毫米
V-0
@厚度在0.0150
V-0
@厚1.50 mm
V-0
@厚度在0.0591
加工性
能
公英语评论加工温
度
20.0 - 30.0 °C 68.0 - 86.0 °F 料斗
140 - 160 °C 284 - 320 °F 空穴进料温
度
60.0 - 80.0 °C 140 - 176 °F
1区290 - 300 °C 554 - 572 °F
背压
螺杆转速
塞拉尼斯FORTRON 1140L0 PPS,40%玻纤增强塞拉尼斯FORTRON 1140L4 PPS,40%玻纤增强塞拉尼斯FORTRON 1140L6 PPS,40%玻纤增强塞拉尼斯FORTRON 114亿PPS,40%玻纤增强塞拉尼斯FORTRON 1140LC6 PPS,40%特种。