冰箱发泡知识与生产工艺教程
- 格式:pdf
- 大小:1.90 MB
- 文档页数:94

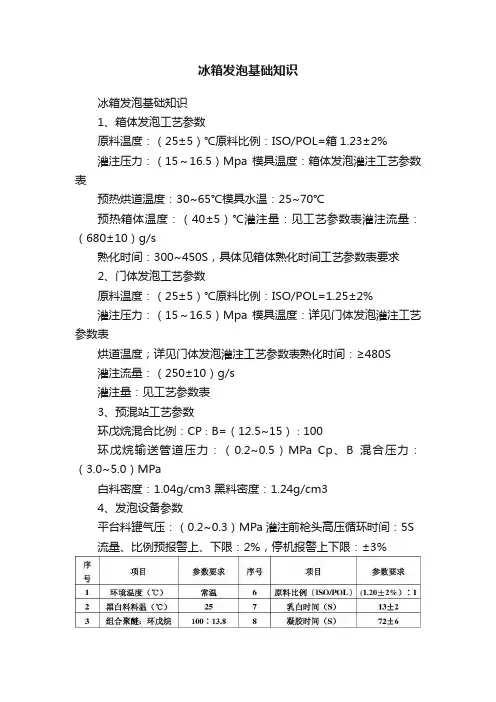
冰箱发泡基础知识冰箱发泡基础知识1、箱体发泡工艺参数原料温度:(25±5)℃原料比例:ISO/POL=箱1.23±2%灌注压力:(15~16.5)Mpa 模具温度:箱体发泡灌注工艺参数表预热烘道温度:30~65℃模具水温:25~70℃预热箱体温度:(40±5)℃灌注量:见工艺参数表灌注流量:(680±10)g/s熟化时间:300~450S,具体见箱体熟化时间工艺参数表要求2、门体发泡工艺参数原料温度:(25±5)℃原料比例:ISO/POL=1.25±2%灌注压力:(15~16.5)Mpa 模具温度:详见门体发泡灌注工艺参数表烘道温度;详见门体发泡灌注工艺参数表熟化时间:≥480S灌注流量:(250±10)g/s灌注量:见工艺参数表3、预混站工艺参数环戊烷混合比例:CP∶B=(12.5~15)∶100环戊烷输送管道压力:(0.2~0.5)MPa Cp、B混合压力:(3.0~5.0)MPa白料密度:1.04g/cm3 黑料密度:1.24g/cm34、发泡设备参数平台料罐气压:(0.2~0.3)MPa 灌注前枪头高压循环时间:5S 流量、比例预报警上、下限:2%,停机报警上下限:±3%6、枪头小样参数小样灌注量:(300~600)g 乳白时间:(7±2)S凝胶时间:(箱48~55,门48±3)失粘时间:(60~100)S枪样密度:(24±0.5)kg/m3 泡孔质量:均匀、细密,泡孔无粗大、偏长、纤维状7、发泡箱体首检要求1)发泡箱体称重合格2)发泡箱体不能有假满,泡孔均匀细密,泡孔粗大偏长、泡孔成纤维状都属于不合格3)内胆、层条不能有影响外观的折痕4)层条不能有空泡5)内胆不能有白口、开裂、油污6)内胆、侧板、后板不能有较大面积的离泡7)前顶板、中盖板、下横条、侧板、后板、内胆不能有凹花、划花、脱漆、拉胆8)后板、侧板不能有明显凹凸现象9)箱体不能有影响外观和装配的泡迹,出水咀处无泡塞、折、损、变形10)箱体插座、电源线、铜管等不能有折、损11)箱体与顶盖板左右边离缝≤1mm12)电器盒不能有变形、损伤、白口13)前顶板、中盖板、下横条不能出现倾斜和叠级,前顶板、中盖板离缝不能超过0.5mm,下横条离缝不能超过0.8mm14)前顶板、中盖板、下横条与侧板前翻边不平度不超过0.5mm 15)前顶板、中盖板、下横条凹陷程度不超过1.2mm16)抽屉、层架试装合格,发泡箱体尺寸符合要求8、发泡门体首检要求:1)发泡门体称重合格,门体24小时冷冻试验合格2)门体内泡料分布均匀,发泡后无假满、空泡,泡孔均匀细密,无粗大、偏长和纤维状3)门拉手、定位板与面板离缝≤0.2mm,R位离缝≤0.3mm4)发泡门体角离≤0.5mm5)定位板变形≤0.6mm,倾斜≤1mm6)门胆边与面板离缝≤0.5mm7)门体(冷门)四角不平度≤0.6mm8)门面板不能有凹花、泡迹、泪油、热转印脱落或损伤等现象9)塑料件不能有开裂和明显白口,损伤现象。
冰箱发泡知识与生产工艺教程冰箱是现代家庭生活中不可或缺的家用电器之一,它可以有效地保持食物的新鲜度和品质。
而冰箱的制造工艺和发泡知识则是决定其品质和性能的重要因素之一、在下面的文章中,我们将探讨冰箱的发泡知识和生产工艺。
首先,让我们了解一些冰箱的发泡知识。
冰箱的发泡材料通常是聚氨酯泡沫,它具有良好的绝热性能和抗渗透性能。
聚氨酯泡沫一般由两种化学物质反应生成:聚氨酯树脂和发泡剂。
聚氨酯树脂是泡沫的主要组成部分,它具有优良的黏合力和强度。
而发泡剂则是用于在发泡过程中产生气泡的物质,一般使用氟利昂等低温挥发性物质作为发泡剂。
冰箱的发泡工艺主要包括以下几个步骤:1.内外罩制备:冰箱通常由内外两个罩体组成,内罩用于放置食物,外罩则用于保护内部零部件。
内外罩一般由塑料材料制成,通过注塑成型工艺制备。
2.冷媒循环系统:冷媒循环系统是冰箱的核心部件之一,它包括压缩机、冷凝器、蒸发器和节流装置等。
这些零部件需要通过焊接等工艺连接在一起,形成一个封闭的系统。
3.内部配件安装:冰箱内部还需要安装一些配件,例如风扇、温控装置和灯具等。
这些配件的安装需要仔细操作,确保其正常运行。
4.泡沫填充:在内外罩之间,需要进行泡沫填充,以提供良好的绝热性能。
首先,将内外罩放入一个封闭的空间中,然后通过喷涂或注入的方式将聚氨酯泡沫注入空间中。
泡沫填充完毕后,需要进行一定的时间的固化和贮存,确保泡沫的稳定性和性能。
5.成品组装和检测:在泡沫固化和贮存完成后,需要对冰箱进行成品组装和检测。
这包括安装冷媒循环系统、内外罩的装配和连接线路的调整等。
同时,还要对冰箱的密封性、制冷效果和其他性能进行检测和调整,确保产品质量达到要求。
以上就是冰箱的发泡知识和生产工艺的简要介绍。
通过掌握这些知识,我们可以更好地了解冰箱的制造过程和技术要点,进一步提升冰箱的品质和性能。
同时,冰箱生产过程中需要控制好泡沫的成型和固化过程,以确保产品的质量稳定和可靠性。
高压发泡机1.价格昂贵(US$ 50,000~150,000)2.制造精密3.混合效果好,泡沫泡孔构造稳定均匀,绝热性能好4.由120-200bar的混合室压力进行强力混合5.注射完毕后,混合枪头内不会遗留残余物料6.因不产生残余物料,泡沫质量好,节约原液使用量(约5~10%)7.管理和操作方便,周围环境干净8.产品质量好9.混合良好,不易产生后期发泡10.不易造成环境污染11.设备寿命长,耐久性好12.可以用于自动化生产低压发泡机1.价格低廉(US$ 40,000~50,000)2.制造简单3.混合效果不好,泡沫泡孔均匀,绝热性能差4.混合头采用电机强力混合5.因混合头内部空间大,会遗留残余物料6.因混合效率不好,残余物料多, 原液使用量比高压发泡机多约5~10%7.管理和操作困难,周围环境不好8.难以制作高品质的产品9.因混合效率差,会产生后期发泡10.在欧洲已禁止使用低压发泡机(环境污染)11.设备耐久性差12.只能用于手工生产,不能用于自动化生产表1 高压发泡机和低压发泡机对比Papersechnical 论文·论述T电冰箱(柜)的发泡技术要点飞龙家电集团有限公司 李伟38China Appliance Technology发泡技术专题家电科技China Appliance Technology 质 量 问 题孔泡粗大,孔泡不均匀发泡时泡沫漏料漏料沾在制品上影响外观发泡分层局部缺料空洞 鼓泡发泡制品变形发泡密度低制品泡沫硬而脆制品泡沫软箱内胆与壳体缝隙大表2 发泡质量问题,产生原因及解决方法解 决 方 法加速搅拌提高料温1.保持原料干净2.压缩空气管路增减油水分离器和过滤器提高输料管压力调整两组分压力平衡提高注料速度,缩短注料时间,使注射在乳白时间内完成改进结构设计制品接缝处用胶带腻子密封减少注料量,夏天高温用料可少于冬天低温用料降低料房及发泡工作地环境温度,保持注射料温低于30℃保持40~45℃模温,夏天高温时模具达到要求模温后可停止加热。
家用电冰箱发泡工艺参数家用电冰箱发泡工艺参数是指制造家用电冰箱时所采用的发泡工艺的具体参数。
发泡工艺是电冰箱制造过程中非常关键的一步,它影响着电冰箱的保温效果、能耗和使用寿命等重要指标。
下面将详细介绍家用电冰箱发泡工艺的几个关键参数。
首先是发泡剂的选择。
常见的发泡剂有HFC(氟利昂类化合物)和HCFC(氯氟碳类化合物)两类。
由于HFC发泡剂对臭氧层无损害,因此现在大多数电冰箱采用HFC发泡剂。
发泡剂的选择直接影响着发泡效果和环境友好性。
其次是发泡剂与发泡机的剂量和混合比例。
发泡剂进入发泡机后,与多孔性发泡材料混合并变为气泡,从而形成发泡材料。
发泡剂的剂量和混合比例直接影响着电冰箱的绝热性能和保温效果。
一般来说,发泡剂的剂量越多,发泡效果越好,绝热性能越好,但也会导致电冰箱的成本增加。
因此,需要在保证绝热性能的前提下尽量控制发泡剂的用量。
第三是发泡机的工作参数。
发泡机是用来将发泡剂和发泡材料混合并进行发泡的设备。
发泡机的工作参数包括发泡时间、发泡温度、发泡压力等。
发泡时间越长,发泡效果越好,但也会增加生产成本。
发泡温度和发泡压力需要根据具体情况进行调整,以保证发泡材料的密实性和绝热性能。
最后是发泡材料的密度。
发泡材料的密度决定了电冰箱的绝热性能。
一般来说,密度越大,绝热性能越好。
但过高的密度也会增加制造成本。
因此,需要根据相关标准和市场需求来确定发泡材料的密度。
除了以上几个关键参数,家用电冰箱的发泡工艺还包括其他一些细节参数,如发泡模具的设计、发泡材料的配方和发泡过程中的温度控制等。
这些参数都需要根据具体情况来确定,以确保最终制造出的电冰箱具备较好的保温性能、节能性和使用寿命。
综上所述,家用电冰箱发泡工艺参数是制造电冰箱时所采用的发泡工艺的具体参数。
这些参数直接影响着电冰箱的保温效果、能耗和使用寿命等重要指标,需要根据相关标准和市场需求进行合理调整。
冰箱发泡的技巧
以下是一些冰箱发泡的技巧:
1. 清洁冰箱:在进行发泡之前,确保冰箱内部干净。
清除任何残留的食物碎屑、液体或污渍。
这可以防止发泡剂与杂质发生反应。
2. 将冰箱放置在通风良好的区域:确保在发泡过程中有足够的空间和适当的通风,以便发泡剂能够充分膨胀。
3. 使用适量的发泡剂:根据冰箱的大小和形状,使用适量的发泡剂。
尽量避免使用过多或过少的发泡剂,以确保效果最佳。
4. 均匀涂抹发泡剂:将发泡剂均匀地涂抹在冰箱表面上。
确保将发泡剂涂抹到角落和边缘处,以确保冰箱的整个表面都能被覆盖。
5. 注意防护措施:在涂抹发泡剂时,务必佩戴适当的防护手套和眼镜,以防止发泡剂接触皮肤或眼睛。
6. 等待发泡剂干燥:将涂有发泡剂的冰箱放置在通风良好的区域,等待发泡剂完全干燥。
干燥的时间可能会因发泡剂品牌和环境条件而有所不同,一般需要数小时到数天时间。
7. 空气泄漏处理:检查冰箱表面是否有任何空气泄漏的迹象,并及时修复。
如果出现泡沫掉落或未完全填充的区域,可以考虑重新涂抹发泡剂或使用填充材料进行修复。