软氮化热处理
- 格式:doc
- 大小:24.50 KB
- 文档页数:1
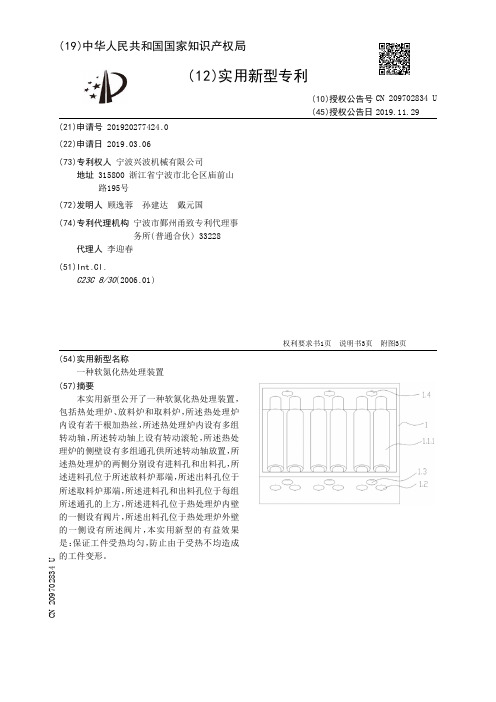
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920277424.0(22)申请日 2019.03.06(73)专利权人 宁波兴波机械有限公司地址 315800 浙江省宁波市北仑区庙前山路195号(72)发明人 顾逸蓉 孙建达 戴元国 (74)专利代理机构 宁波市鄞州甬致专利代理事务所(普通合伙) 33228代理人 李迎春(51)Int.Cl.C23C 8/30(2006.01)(54)实用新型名称一种软氮化热处理装置(57)摘要本实用新型公开了一种软氮化热处理装置,包括热处理炉、放料炉和取料炉,所述热处理炉内设有若干根加热丝,所述热处理炉内设有多组转动轴,所述转动轴上设有转动滚轮,所述热处理炉的侧壁设有多组通孔供所述转动轴放置,所述热处理炉的两侧分别设有进料孔和出料孔,所述进料孔位于所述放料炉那端,所述出料孔位于所述取料炉那端,所述进料孔和出料孔位于每组所述通孔的上方,所述进料孔位于热处理炉内壁的一侧设有阀片,所述出料孔位于热处理炉外壁的一侧设有所述阀片,本实用新型的有益效果是:保证工件受热均匀,防止由于受热不均造成的工件变形。
权利要求书1页 说明书3页 附图3页CN 209702834 U 2019.11.29C N 209702834U权 利 要 求 书1/1页CN 209702834 U1.一种软氮化热处理装置,包括热处理炉(1)、放料炉(2)和取料炉(3),其特征在于:所述热处理炉(1)内设有若干根加热丝,所述热处理炉(1)内设有多组转动轴(1.1),所述转动轴(1.1)上设有转动滚轮(1.1.1),所述热处理炉(1)的侧壁设有多组通孔(1.2)供所述转动轴(1.1)放置,所述热处理炉(1)的两侧分别设有进料孔(1.3)和出料孔(1.4),所述进料孔(1.3)位于所述放料炉(2)那端,所述出料孔(1.4)位于所述取料炉(3)那端,所述进料孔(1.3)和出料孔(1.4)位于每组所述通孔(1.2)的上方,所述进料孔(1.3)位于热处理炉(1)内壁的一侧设有阀片(4),所述出料孔(1.4)位于热处理炉(1)外壁的一侧设有所述阀片(4)。

硬氮化和软氮化工艺等方面的比较我在外工作多年,在工作中经常会遇到客户送来的产品需要氮化处理。
但当我们问到是氮化或软氮化时,他们就不知到了。
因为他们都是机械设计方面的技术人员,对热处理知识了解的不是太多。
所以,我们就得耐心的给他们讲解氮化和软氮化的区别和性能,包括生产成本等等。
所以,有必要将氮化和软氮化的工艺特点及主要应用范围进行了整理,供机械设计方面的工程技术人员在产品设计过程中参考。
一、硬氮化和软氮化方法、特点及主要应用范围。
二、国家标准对软氮化和硬氮化工艺方面的要求:1、GB/T18177-2000《钢的气体渗氮》(硬氮化)根据不同的渗层有多种工艺供选择。
2、⑴JB/T4155-1999《气体氮碳共渗》(软氮化)一般只有一个工艺范围供选择,常用的共渗温度为540-570℃,保温2-4H,处理过程要注意炉温波动及渗剂的加入量;工件进炉后,排气速度宜快,升温速度要控制,必要时可采取预热措施。
⑵对表面色泽有要求的工件,在升温阶段及共渗后冷却过程中,必须在渗氮气氛或其它保护气氛中进行。
三、检测方面:1、GB/T18177-2000《钢的气体渗氮》中检验方法中规定:⑴裂纹、开裂等可用肉眼判别,也可采用磁粉或渗透探伤等方法鉴别。
⑵表面硬度检验:根据产品要求以及渗层深度采用不同的负荷。
⑶渗层脆性检验:共5级,一般零件1-3级合格,重要零件1-2级合格。
⑷渗氮层疏松检验:共5级,一般零件1-3级合格,重要零件1-2级合格。
⑸渗氮扩散层中氮化物检验:共5级,一般零件1-3级合格,重要零件1-2级合格。
2、JB/T4155-1999《气体氮碳共渗》(软氮化)中检验方法中规定:⑴表面硬度及渗层深度见下表气体氮碳共渗后的表面硬度和渗层深度⑵化合物疏松层是其必检项目。
共5级,一般零件1-3级合格,重要零件1-2级合格。
四、软氮化和硬氮化之间的比较:1、渗层组织:软氮化后的渗层组织与气体氮化相似,由化合物层和扩散层组成。

盐浴软氮化处理介绍盐浴软氮化处理是一种金属材料表面处理方法,通过在高温下将金属材料浸泡在含有盐类和氨气的盐浴中,使金属表面形成一层氮化物保护膜,从而提高材料的硬度和耐磨性。
该方法在金属材料的制备和加工过程中具有广泛的应用。
盐浴软氮化处理的原理盐浴软氮化处理的原理是利用盐类和氨气在高温下反应生成氨气和金属盐的氮化物。
盐浴中的盐类和氨气会与金属表面进行反应,形成一层致密的氮化物保护层。
这层氮化物保护层具有较高的硬度和耐磨性,可以有效地提高金属材料的表面性能。
盐浴软氮化处理工艺步骤盐浴软氮化处理包括预处理、软氮化处理和后处理三个步骤。
预处理1.清洗:将金属材料浸泡在酸性或碱性清洗液中,去除表面的油污、氧化物和其他杂质。
2.退火:通过加热和冷却的过程,使金属材料内部的结构恢复到初始状态。
3.抛光:利用机械或化学方法对金属材料的表面进行抛光,使其光洁度提高,为软氮化处理做好准备。
软氮化处理1.盐浴制备:将适量的盐类和氨气加入盐浴槽中,控制盐浴的温度和浓度。
2.材料浸泡:将经过预处理的金属材料浸入盐浴中,保持一定的时间。
3.软氮化:在高温下,金属材料表面的金属和盐浴中的盐类和氨气发生反应,生成氮化物保护层。
4.控制时间:根据金属材料的性质和要求,控制软氮化处理的时间,以获得理想的表面性能。
后处理1.冷却:将软氮化处理后的金属材料从盐浴中取出,冷却到室温。
2.清洗:对软氮化处理后的金属材料进行清洗,去除盐类和其他杂质。
3.热处理:根据需要,对软氮化处理后的金属材料进行热处理,以消除内部应力和改善材料的性能。
4.检测:对软氮化处理后的金属材料进行各项性能和质量检测,确保达到要求。
盐浴软氮化处理的应用盐浴软氮化处理在金属材料的制备和加工过程中有广泛的应用。
以下是一些典型的应用领域:航空航天在航空航天领域,金属材料需要具备较高的硬度、耐磨性和耐腐蚀性能。
盐浴软氮化处理可以提高金属材料的表面性能,增加材料的使用寿命,同时提高航空器的安全性和可靠性。

漫谈二关于气体氮碳共渗软氮化表面白亮层的控制问题〖化学热处理〗热000000000000001,如果说渗氮的目标是希望表面获得少无白亮层又有足够深度的扩散层,同时要求保持心部调质状态的高强韧性--见漫谈(一);那么,氮碳共渗(含短时氮化)则希望表面获得一定厚度、性能优良的白亮层,至于氮碳共渗时产生的扩散层有多厚,以及对心部机械性能的要求上,除特殊要求(比如某些模具、高耐磨零件等)以外,一般不作明文规定。
这是这两种工艺方法在技术目标层面上最基本的区别。
2,氮碳共渗工艺覆盖的钢种很宽,几乎所有的钢牌号到铸铁都可以用得上。
氮碳共渗之所以应用如此广泛,是因为那一层厚度不大的白亮层,具有高硬度、高耐磨和有一定抗蚀能力,同时在钢表面形成压应力可以提高一些疲劳性能;其二,在价廉的碳素钢和低合金钢上,可以很容易获得较好的白亮层。
良好的性价比,使这种工艺技术在轻负荷零件、精密的机械零件以及某些大路货的耐大气腐蚀上得到设计师和厂商们的普遍赞誉和认可。
然而,必须指出,它不可能替代重负荷零件所需要的渗氮,就像目前的渗氮不能完全替代渗碳一样。
3,白亮层的控制主要有两个方面,一是厚度,二是相结构。
厚度要求取决于零件的服役条件,也受钢牌号和相结构的限制,最常见的要求是5~25μm范围内选择。
白亮层的相结构与脆性直接关联,获得性能比较良好的白亮层,应当以单相ε或单相γ,组织为上等,而不是现在大都是那种ε+γ,双相组织。
(参见.ge%3D2page=230楼'孤鸿踏雪'的帖子)。
由于形成γ,化合物的含氮量范围很窄,韧性较好的纯γ,的厚度只能很浅薄(有其特定用途),获得一定厚度的单相ε组织就成了热处理工作者氮碳共渗当前追寻的一个课题(参见)。
由于技术方法对限制,目前相关标准中检测白亮层脆性等级的尺度较大,难以判别脆性程度上的细微差别,也就是说,同样都是1级水平,由于相结构上的差别在使用性能上将有所区分,然而,并没有引起工程界的特别注意。

软氮化原理
一、软氮化原理是啥呢?
软氮化啊,其实就是一种表面处理技术啦。
它主要是在一定的温度下,把氮原子渗入到工件的表面。
这氮原子可调皮了呢,它就往工件表面的那些小缝隙、小晶格里面钻呀。
你可以想象一下,工件就像一个小房子,氮原子就是那些想找地方住的小客人。
软氮化的这个过程,就像是小客人在找房子的空房间住进去一样。
这个过程中呢,氮原子和工件表面的铁原子之类的呀,就会发生一些反应,形成一些特殊的化合物层。
这些化合物层可厉害了,它们能让工件的表面硬度增加,就好像给工件穿上了一层坚硬的铠甲一样。
而且啊,还能提高工件的耐磨性呢,就像给它穿上了一双耐磨的鞋子,让它在各种摩擦的环境里都能走得更久更远。
还有哦,软氮化后的工件,它的抗腐蚀性也会变强。
就像给工件打了一把抗腐蚀的小伞,在那些容易生锈或者被腐蚀的环境里,它就能很好地保护自己啦。
软氮化的原理涉及到一些化学和物理的知识啦。
从化学角度来说,氮原子和铁原子的结合是有一定的化学键形成的,这些化学键让表面的结构变得更加稳定。
从物理角度看呢,氮原子进入工件表面后,会改变表面的晶格结构,让它变得更加紧凑,这样硬度就增加了。
反正呀,软氮化就是一个超级有用的表面处理技术,能让好多
工件变得更厉害、更耐用呢。

汽车曲轴的软氮化技术为提高曲轴的疲劳强度,许多曲轴生产厂采用了气体软氮化技术(气体软氮化是一种由液体软氮化发展起来的、化学热处理工艺,其实质是以渗氮为主的低温碳氮共渗。
它的特点是处理温度低、时间短,工件变形小,质量稳定,不受钢种限制,能显著提高零件的耐磨性、疲劳强度、抗咬合、抗擦伤等性能,同时还能解决液体软氮化中的毒性问题,避免了公害,因而劳动条件好。
此外,设备和操作都简单,容易推广。
其基本原理是气体软氮化的原理是在530°~580℃的气氛中产生2CO →[C]+CO_2(渗碳)及2NH3→2[N]+3H_2(氮化)反应,使钢铁表面形成氮化物或碳氮化物。
),其中采用这项技术以山东曲轴总厂、潍坊柴油机厂、重汽集团复强动力公司等为典型代表。
仅山东曲轴总厂,就拥有连续软氮化生产设备及5-2型气体软氮化设备近10多台。
而重汽集团复强动力公司设备能力达到技术国内最先进、功率最大、装炉量最多,同时比同行业设备更具有节能环保效应。
目前,国内生产曲轴所采用的典型材料为45钢和42CrMoTi。
曲轴气体软氮化与处理其他软氮化零件相类似,其氮化工艺过程一般要经过前清洗、升温、保温、冷却、后清洗等5个阶段,包括出装炉。
不同的厂家在气体软氮化工艺上略有不同。
1.前清洗工艺待处理零件装炉前应通过清洗使零件表面清洁无油,目前采用的主要清洗方法主要有下列方式:高温蒸汽加清洗剂洗涤然后加高温蒸汽漂洗涤、自动清洗机清洗、汽油擦洗。
清洗的好坏将直接影响曲轴的处理质量和延长处理周期。
如果曲轴表面脏,处理后的曲轴表面附着很多碳黑,既影响产品外观又影响产品质量。
经改进清洗工艺后,处理质量大大提高。
据实际经验来看,表面清洁易形成连续的厚度较为均匀的化合物层,反之则不易形成连续和厚度均匀的化合物层。
而在气体软氮化时化合物层对硬度、耐磨及抗疲劳性能有较大贡献。
本文的第三种方式是在生产条件不具备时的变通方法,仅适用于小规模清洗。
2.预氧化工艺为保证零件性能的综合要求,在气体软氮化之前一般还需要进行预先热处理,气体软氮化的预热温度一般取400~490℃,保温1h左右,去除工件表面油污、油脂,并在表面形成一层氧化物,使(合金)氮化物缓慢形成,使深层更加均匀。
软氮化处理工艺技术要求软氮化处理是一种常用的表面处理技术,可以提高材料的硬度、耐磨性和腐蚀性能。
以下是软氮化处理工艺技术的要求。
首先,软氮化处理工艺要求材料表面必须处理干净,并且不允许有油脂、氧化皮和其他杂质存在。
因为这些杂质会对氮化层的形成和性能产生不良影响。
因此,在进行软氮化处理前,需要进行必要的清洗和脱脂处理。
软氮化处理工艺的温度要求必须严格控制。
一般来说,软氮化处理温度范围在500℃至600℃之间。
如果温度过高或过低都会影响氮化层的成分和性能。
同时,工艺过程中还需要进行预热处理,以提高材料的表面活性和增加软氮化层的均匀性。
时间也是软氮化处理的重要要求。
处理时间取决于材料的类型和厚度。
一般来说,处理时间在1至2小时之间。
过短的时间无法形成良好的氮化层,过长的时间会导致材料表面的氮化层变厚,从而影响材料的整体性能。
在软氮化处理的工艺中,气氛控制也是关键。
通常,采用氨气和氮气的混合气体作为软氮化处理的气氛。
氨气是氮化层形成的主要来源,而氮气的作用是稀释氨气,以控制氨气的浓度和温度分布。
在氨气和氮气的比例中,还需要根据具体材料和处理要求进行合理调整。
软氮化处理后,需要进行冷却和清洗处理。
冷却过程应尽量避免快速冷却,以防止材料表面产生应力和裂纹。
清洗处理是为了去除处理过程中产生的氮化层表面的残留物和污染物,以保持氮化层的质量。
软氮化处理工艺的最后一道工序是后处理。
后处理包括回火、磨削和抛光等。
通过适当的回火处理,可以消除氮化过程中产生的应力,提高材料的韧性和抗冲击性能。
而磨削和抛光则可以进一步提高氮化层的表面质量和光亮度。
总之,软氮化处理工艺技术要求材料表面干净、温度适中、处理时间合理、气氛控制稳定。
同时,冷却、清洗和后处理等工艺也需要妥善进行。
这样才能保证软氮化处理工艺的最终效果,提高材料的性能和使用寿命。
软氮化热处理
为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近年间在原氮化工艺基础上发展了软氮化和离子氮化两种新氮化工艺。
软氮化实质上是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。
1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。
目前国内生产中应用最广泛的是气体软氮化。
气体软氮化是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。
活性氮、碳原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的氮碳共渗层。
气体软氮化温度常用560-570℃,因该温度下氮化层硬度值最高。
氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。
2、软氮化层组织和软氮化特点:钢经软氮化后,表面最外层可获得几微米至几十微米的白亮层,它是由ε相、γ`相和含氮的渗碳体Fe3(C,N)所组成,次层为的扩散层,它主要是由γ`相和ε相组成。
软氮化具有以下特点:(1)、处理温度低,时间短,工件变形小。
(2)、不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。
工件经软氮化后的表面硬度与氮化工艺及材料有关。
3、能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。
在干摩擦条件下还具有抗擦伤和抗咬合等性能。
4、由于软氮化层不存在脆性ξ相,故氮化层硬而具有一定的韧性,不容易剥落。
因此,目前生产中软氮化巳广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。