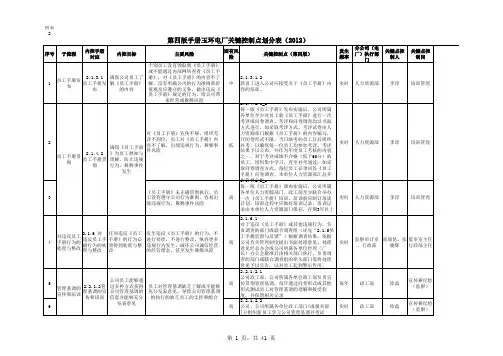
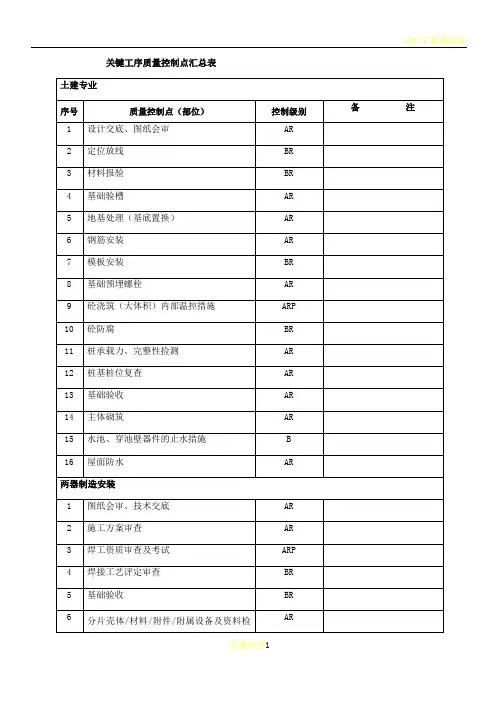
关键控制点一览表
- 格式:docx
- 大小:20.09 KB
- 文档页数:8
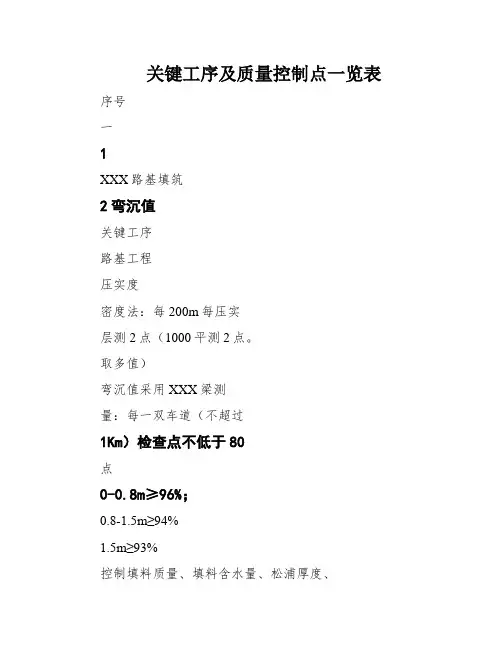
关键工序及质量控制点一览表序号一1XXX路基填筑2弯沉值关键工序路基工程压实度密度法:每200m每压实层测2点(1000平测2点。
取多值)弯沉值采用XXX梁测量:每一双车道(不超过1Km)检查点不低于80点0-0.8m≥96%;0.8-1.5m≥94%1.5m≥93%控制填料质量、填料含水量、松浦厚度、压实遍数等关键质量控制点检验方法及频率质量标准质量控制措施不大于设计验收值(弯沉值)控制填料质量、填料含水量、松浦厚度、压实遍数等二路面工程压实度密度法:每200m测2点挖验或钻取芯样测量:每200m测2点取样:每2000m2或每工作班制备1组试件密度法:每200m测2点挖验或钻取芯样丈量:每200m测2点取样:每2000m2或每工作班制备1组试件98%代表值:-8mm合格值:-10mm满足设计要求97%96%代表值:-10mm合格值:-25mm满意设想请求控制填料质量、填料含水量、松浦厚度、压实遍数、养护等掌握填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等掌握填料质量、填料含水量、松浦厚度、压实遍数、养护等控制填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等1基层厚度强度压实度2底下层厚度强度压实度密度法:每层1次/200m试验室标准的98%最大实际密度的94%试验段密度的99%总厚度-5%H代表值控制填料质量、加热温度、摊铺和碾压温度等3沥青路面厚度挖验或钻取芯样测量:每200m测1点上面层:-10%h合格值总厚度-10%H上面层:-20%h控制矿粉质量控制沥青参量掌握填料质量、松浦厚度、压实遍数等矿粉级配沥青含量三桥梁工程强度1钻孔灌注桩XXX桩身完整性23承台(水下)墩、台强度强度T0725:每台班1次T0725:每台班1次T0722、T0721、T0735满意出产共同比请求满足生产配合比要求取样:桩长20m以上者不低于3组测绳:每桩量测接纳低应变反射波法和超声波透射法:每桩检测取样:每80~200m3或每一事情班取2组取样:每80~200m3或每一工作班取2组在合格标准内设想值每桩满意设想请求;每桩不低于Ⅱ类在合格尺度内在合格标准内控制混凝土原材料质量、混凝土浇筑过程控制等控制桩底标高掌握混凝土质量、泥浆机能、孔的质量、凝土浇筑过程控制等控制混凝土原材料质量、温度控制、养护、钢围堰质量等控制混凝土原材料质量、养护、凝土浇筑。

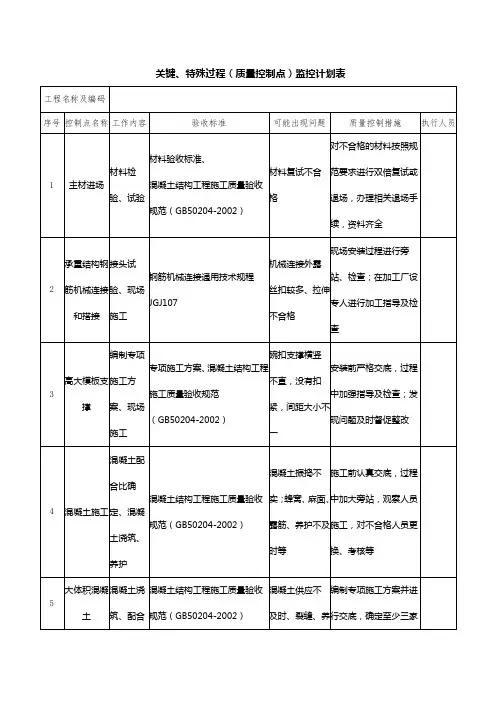
关键、特殊过程(质量控制点)监控计划表工程名称及编码序号控制点名称工作内容验收标准可能出现问题质量控制措施执行人员1 主材进场材料检验、试验材料验收标准、混凝土结构工程施工质量验收规范(GB50204-2002)材料复试不合格对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全2 承重结构钢筋机械连接和搭接接头试验、现场施工钢筋机械连接通用技术规程JGJ107机械连接外露丝扣较多、拉伸不合格现场安装过程进行旁站、检查;在加工厂设专人进行加工指导及检查3 高大模板支撑编制专项施工方案、现场施工专项施工方案、混凝土结构工程施工质量验收规范(GB50204-2002)碗扣支撑横竖不直,没有扣紧,间距大小不一安装前严格交底,过程中加强指导及检查;发现问题及时督促整改4 混凝土施工混凝土配合比确定、混凝土浇筑、养护混凝土结构工程施工质量验收规范(GB50204-2002)混凝土振捣不实;蜂窝、麻面、露筋、养护不及时等施工前认真交底,过程中加大旁站,观察人员施工,对不合格人员更换、考核等5 大体积混凝土混凝土浇筑、配合比、供应、养护等混凝土结构工程施工质量验收规范(GB50204-2002)混凝土供应不及时、裂缝、养护、测温等编制专项施工方案并进行交底,确定至少三家搅拌站,随时调配,减小混凝土温差,降低温度应力,加强测温工作,冬施期间及时进行覆盖养护保温。
6 后浇带施工后浇带的拦截、剔凿、清理、钢筋修复、混凝土浇筑混凝土结构工程施工质量验收规范(GB50204-2002)后浇带拦截不牢容易流入混凝土;剔凿量较大;钢筋除锈、修复难度大;混凝土浇筑易产生高差严格按照设计留置,快易收缩网必须绑扎牢固,密封严密;采用吸尘器清理后浇带内杂物,加大督促整修钢筋,及时除锈,做好相应保护工作7 肥槽及房心回填土土方运输、含水率、伴制、夯实建筑地基基础工程施工质量验收规范(GB50202-2002)肥槽宽度较小,地下室全封闭,面积加大,只有汽车坡道处能进入,运输难度大,操作面小小夯实难度大材料员及时联系土方单位;及时供应;雇用小型车辆专门运输土方,技术部门联系设计单位,变更回填土种类,减小夯实难度8 地下室防水混凝土混凝土浇筑;施工混凝土结构工程施工质量验收规范(GB50204-2002)地下防水止水条放置位置不正确,止水按照方案要求剔凿好止水条的槽,要平直,止缝、后浇带的止水措施工程施工质量验收规范(GB50208-2002)螺栓使用错误;不同混凝土浇筑错误水条用钢钉固定于槽内,墙体支模螺栓要用止水螺栓,工长、质检严格检查,浇筑工程旁站,保证混凝土浇筑正确9 梁柱节点的施工缝及模板节点的施工缝处理及模板支设混凝土结构工程施工质量验收规范(GB50204-2002)施工缝剔凿不到位,清理不干净造成加渣,模板拼缝不严造成漏浆施工缝进行弹线切割,剔除浮浆露出坚硬石子,保证平齐,用空压机吹干净,支模时先粘贴海绵条,支好模后再次清理10 钢筋委外加工箍筋加工;直直螺纹套丝混凝土结构工程施工质量验收规范(GB50204-2002)箍筋加工尺寸不准,扭曲;直螺纹套丝长短不一,不饱满,剥肋深浅不一认真做好质量较低;派驻专人进行指导检查,对加工机械经常检查,板牙经常更换,对直螺纹加工现场指导,逐个检查,做好批次的工艺检验试验11 门窗洞口模板安装模板安装及加固混凝土结构工程施工质量验收规范(GB50204-2002)洞口模板变形、加固不牢由物资部进场强度较好木模板及角钢,现场加工定型模板洞口四周用角钢加固组装,加强整体刚度洞口两侧贴海绵条,防止漏浆,洞口设四道水平支撑,对角线方向设剪刀撑,洞口两侧焊接多道顶模棍,保证保护层厚度12 预埋件材料检验、试验、施工钢结构工程施工质量验收规范(GB50205-2001)材料复试不合格,预埋尺寸偏差对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全。

产品关键工序控制点的标准表单全文共四篇示例,供读者参考第一篇示例:产品关键工序控制点的标准表单是企业生产过程中非常重要的一部分,通过对产品关键工序的控制点进行标准化管理,可以有效提高生产工艺的稳定性和产品质量的可控性。
标准表单的制作需要考虑到产品的具体工艺特点和生产流程,确保能够全面反映产品关键工序的控制要点和操作流程。
一、产品情况介绍1. 产品名称:______________二、关键工序控制点标准表单序号工序名称工序要求控制措施负责人备注1 原料采购检查原料质量,保证符合标准要求确保原料供应商合格头等原料采购部需要同时记录原料质量检测指标2 生产加工进行生产工艺指导,严格控制加工参数和工艺流程设定标准加工参数生产部每道工序产出进行抽检3 检验测试进行产品的出厂检验测试,确保产品符合标准要求建立检验标准及测试流程质量检验部详细记录测试数据4 包装出货对产品进行包装出货,保证产品运输安全和完整性确保包装符合运输标准包装部在出货前进行包装检查5 售后服务定期进行售后服务跟踪,收集用户反馈建议,及时改进产品加工及服务提高售后服务质量售后服务部对用户反馈意见进行汇总整理第二篇示例:产品关键工序控制点的标准表单是指在生产过程中对于关键工序设置的一套具体的控制措施和要求的文档,其目的是确保产品在关键工序中的质量和安全。
一份标准的产品关键工序控制点表单通常包括以下内容:1. 产品信息:包括产品名称、规格、型号等基本信息,以便于区分不同的产品。
2. 工序名称:对于产品生产过程中的关键工序进行明确的划分和命名,以便于员工在操作过程中进行准确的识别。
3. 工序要求:明确工序的具体要求和步骤,包括工序的操作标准、工艺参数要求等,确保员工能够按照标准要求进行操作。
4. 检验要点:列出关键工序的检验要点和抽样检验的要求,以保证产品在关键工序能够及时发现问题并进行调整。
5. 控制措施:列出在关键工序中需要采取的控制措施,包括设备的检查和维护、操作人员的培训和指导等,以确保工序的稳定性和一致性。
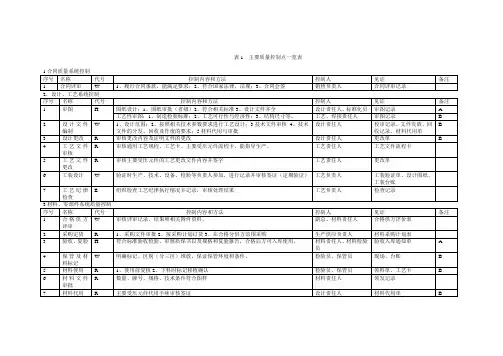
各控制环节主要控制点、控制点一览表控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人一、设计工艺质量控制系统p 审核1图样有效性及工艺准备p 审核1 图样审核R B P1 审图记录a.p 审批 2 工艺方案编审R P1工艺员工艺方案p 审核 3 工艺文件编审R P1 工艺文件、制造卡等a.p 审批 4 通用工艺规则守则R P 通用工艺规程、守则p 审核 5 材料工艺定额编审R P1 工艺定额、材料表p 监督 2 工艺实施p 监督审核6 工艺纪律及监督 E P 工艺纪律检查通报7 工艺更改R P1 工艺更改通知单p 审核3 工装设计p 监督审核8 工装设计任务书R P1 工装设计任务书9 工装施工图绘制R P1 工装设计图纸p 监督检查10 工装验证R P1 工装验证报告二、采购及材料质量控制系统m 监督检查4 采购订货采购负责人审核11 采购文件审批R 采购负责人材料表、采购计划12 合格供方确认R 采购负责人合格供方评价报告13 采购订货R 采购员采购合同5 验收入库j核查14 质证书审查 E B j j 质证书15 实物检查 E j j 检查记录确定项目16 补项及复验 E B j j 复验报告编制确认17 材料代号编制及标记 E 保管员j 材料实物m 审核填入库通知单18 材料入库审查H j j 验收入库通知单控制系统 控制环节 控制点工作见证 名称 质控师 对点的控制形式 序号 名称 负责人 控制形式 序号 名称 控制类别 监检类别负责人二、采购及材料质量控制系统m 监督 6 材料保管 j 监督 19 材料保管质量检验 E 保管员 实物质量20 材料标识及恢复 E 保管员 材料实物p.m.w 会签 7 材料代用 p.m.w 审核 21 材料代用审批 R B 计划员 材料代用单 m 抽查 8 材料发放 j 认可22 实物复核 E 保管员 制造卡23 材料代号标识及移植 E 保管员 材料实物9 材料使用 j 确认 24 附加检验 E j 复验报告25 使用前复核 E 下料操作员 制造卡26 标记移植 E B 操作者 材料实物、钢印 三、焊接质量控制系统 w 监督检查 10 焊工管理 w 监督27 焊工培训 R w 培训记录 28 焊工考试 R w 资格证书29 上岗焊工持证管理 R B w 焊工钢印 30 焊工业绩考核和焊工档案管理 R w 业绩档案11 焊接设备 k 监督31 设备资源条件 R k 设备台账 32 焊接设备的采购 R k 采购计划 33 设备完好 R k 设备台账 34 焊接仪表 E k 检定合格证及标志 12 焊材管理 w 监督 35 焊材采购 R w 采购合同、供方评价报告审批 36 验收及复验 R B j 质证书及验收入库通知单监督 37 焊材保管 E 保管员 台帐、温湿度记录38 焊材烘干及恒温存放 E 保管员 烘干记录39 焊材发放与回收 E 保管员 发放及回收记录控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人三、焊接质量控制系统w监督13焊接工艺评定W 监督40 焊接性试验R w 试验报告审核41 焊接工艺指导书拟定R w 焊接工艺指导书42 焊接工艺评定试验R 试验人员施焊记录、试验报告w.a 审批43 焊接工艺评定报告H A w 焊接工艺评定报告w 审核14焊接工艺管理W审核44 焊接工艺文件编制校审R w1 工艺指令卡、焊接工艺卡45 焊接工艺更改R B w1 更改通知单w 监督监督46 焊接工艺贯彻实施 E j j 施焊及检验记录15产品施焊管理分厂厂长监督实施47 焊接环境 E j 施焊及检验记录48 焊接工艺纪律 E j 施焊及检验记录49 焊接过程 E j 施焊及检验记录50 焊接检验 E j 施焊及检验记录16产品焊接试板W 监督51 试板制备 EA或Bj 产品试板t 审批52 试样制备和理化试验R B t j 试样及理化试验报告w 审批17焊接返修分厂厂长监督53 一二次返修R w 返修工艺卡w.a 审批54 超次返修R w 返修工艺卡控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人四、热处理控制系统r审批18热处理工艺编制r 监督55 热处理工艺编制R r 热处理工艺守则、工艺卡56 热处理工艺修改R r 热处理工艺更改通知单监督检查19 热处理准备k 监督57 热处理设备和测量仪表 E 分厂厂长j 热处理设备和仪表58 测温点布置 E 分厂厂长热处理设备审核20 热处理过程r 审核59 热处理时间-温度曲线R B P j 热处理时间温度曲线21 热处理报告r 审核60 热处理报告R B P j 热处理报告监督22 热处理外包r 监督61 分包方评价R P 评价报告62 分包协议R P 分包协议审批63 分包项目资料审查R P 热处理曲线和报告五、无损检测质量控制系统n 监督检查23 接受任务z 监督64 接受委托 E z j 无损检测委托单24无损检测前准备n监督检查65 人员资格R z 资格证书66 检测仪器器材校验R z 校验记录n.d 审批67 无损检测工艺编制R n 无损检测工艺文件n监督实施监督检查68 检测方案R z 专用工艺69 检测对象的状态 E z j 工件实物25无损检测实施z 监督70 初探R z 无损检测记录71 复探和扩探R z 无损检测记录26 报告签发n 审核72 报告的编制R z 无损检测记录73 审核R z 无损检测记录审批74 批准R B n 无损检测记录审查27无损检测分包n 审核75 分包方评价R n 评价记录76 分包协议R n 分包协议77 分包项目资料审查R n 无损检测报告控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人六、理化试验质量控制系统e 审核28 理化试验分包 e 审核78 分包方评价R 评价记录79 分包协议R 分包协议80分包理化试验项目资料审查R 试验报告七、检验与试验质量控制系统e审查29制造前检验准备e 监督81 检验人员R e 检验人员培训记录审核82 检验工艺R e 检验工艺守则83 检验检测手段R e 检验与试验装置及检定证书监督指导30 制造过程检验 e 审查84 划线下料 E j 材料实物85 划线开孔 E j 产品实物31 制造过程检验 e 审查86 标记移植 E B j 移植钢印或记录87 组装焊接 E B j 施焊记录88 产品试板R B j 产品试板试验报告d 审批89 不合格品处理Re 不合格品评审处置单e 审核32 检验检测数据 e 审核90 产品铭牌 E B j 铭牌实物91 归档资料 E e 质量档案92产品安全质量技术资料R B e 出厂质量证明文件控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人七、检验与试验质量控制系统e监督实施33 压力试验准备 e监督检查93压力试验工艺文件审核R e 工艺文件94 试压设备和场地R k 设备实物和场地现场34 压力试验实施 e监督检查95 液压试验H A e 试验现场及报告96 气压试验H A e 试验现场及报告97 气密试验R B e 试验现场及报告审核35 压力试验后 e 审核98 试验报告H A e 试验报告八、设备和检验与试验装置质量控制系统k 监督检查36设备规划、选型及安装调试k 审核99 设备规划R k 设备采购计划100 设备选择R k 设备采购计划101 设备安装调试R k 安装调试记录37设备使用和维护分厂厂长监督102 设备使用 E 分厂厂长设备操作、维护规程103 设备维护 E 分厂厂长维护记录104 设备大修R k 大修记录38设备事故及报废k 审核105 设备事故R k 事故分析、处理报告106 设备报废R k 报废审批文件、台帐k 监督检查39 计量管理 e 监督107 领导职责R k 手册、程序文件108 管理机构R k 手册、程序文件109 计量管理文件R k 手册、程序文件110 人员素质R k 培训记录111 计量单位R k 各种文件控制系统控制环节控制点检查员工作见证名称质控师对点的控制形式序号名称负责人控制形式序号名称控制类别监检类别负责人八、设备和检验与试验装置质量控制系统k监督检查40检验与试验装置配备与计量检测k 监督112 检验与试验装置配置 E分厂厂长检验与试验装置实物、台帐113 计量检测 E分厂厂长检测记录41 计量检定k监督检查114 检验与试验装置管理 E k 检验与试验装置台帐、周检计划115 强制检定 E k 检定合格证及标志116 非强制检定 E k j 检定合格证及标志117 标志管理 E k 检定标志118 不合格检验与试验装置 E k j 标志、隔离现场42 记录档案k 监督119 记录档案R k 记录档案43 环境条件k 监督120 环境条件R k 检测场44 企业计量内审制度k 监督121 企业计量内审制度R k 内审记录符号说明:1、控制类别:E检验点,R审阅点,H停止点;2、监检类别:A:A类监检项目,B:B类监检项目;3、责任人员:a技术负责人(总工程师),d质保工程师,s设计责任师,p工艺责任师,m材料责任师,w焊接责任师,r热处理责任师,e检验与试验责任师,n无损检测责任师,t理化责任师,k设备和检验与试验装置负责人,j检查员,z各专业负责人,b标准化人员,w1焊接技术人员,p1工艺人员。
17. 主要控制系统、控制环节、控制点一览表1概述依据“压力管道安全管理和监察规定”、“TSG Z0004-2007特种设备制造、安装、改造、维修质量保证体系基本要求”、“压力管道安装许可规则”、的规定,以及本公司压力管道安装的特点,制定主要控制系统、控制环节、控制点一览表规定,合理设置压力管道安装全过程中的记录审核点、见证点和停止点。
2 职责2.1 各责任工程师负责制定本系统的控制环节、控制点一览表。
2.2 总经理办公室负责汇总并编制本公司主要控制系统、控制环节、控制点一览表,负责监督主要控制系统、控制环节、控制点一览表的执行情况。
3 控制要求3.1 控制要素质量控制要素是由具备不同性质职能,按一定秩序和内在联系确定的控制过程,它是由控制环节组成,从属于质量控制系统。
3.2 控制环节质量控制环节是按工作顺序进行质量控制的相互关联又相互区别的控制范畴,它是由控制点组成,从属于控制要素但又有一定的独立性。
例如:材料质量控制要素,包括材料采购、验收、保管、发放、使用(含标记移植)、代用等控制环节。
其他控制要素的控制环节内容将在本手册相关章节阐述。
3.3 控制点控制点是在压力管道安装过程中需要重点质量控制的工序、部位和重要项目,其目的是为了保证质量活动处于受控状态,一般分为检查点、见证点、停止点。
1)检查点(E点)检查点也称检验点,是指压力管道安装过程中主要工序或主要质量项目,必须由本企业专职检查员进行检查的控制点,一般由数据来证明。
2)见证点(R点)见证点也称审查点,是指在质量保证体系运转过程中,完成某项较为主要的工作或过程后,除执行者进行自查外,还应由职责高于执行者的人员确认,一般有签字来确认。
3)停止点(H点)a) 停止点是指压力管道安装进行到对工程质量有重大影响的检查项目或部位时,暂时停止工作,在公司施工检验责任工程师和监检员在场的情况下,由专职检查人员进行检查,检查结果经公司施工检验责任工程师、监检员确认并签字后,方可继续施工。
110kV线路工程(含电缆)质量控制关键点清单见证点(W点)、停工待检点(H)、旁站点(S点)。
1、见证点W (Witness Point)
在规定的施工关键过程(工序)实施前,项目监理、设计、建设单位等责任方在约定的时间到现场进行见证检查或进行文件检查的控制点,相关检查方在规定的时间未能到场见证,作业单位可以认为已获认可,可继续进行该项作业。
2、停工待检点H (Hold Point)
针对作业过程中有特殊要求而设置的控制点,项目监理、设计、建设单位等责任方应在约定的时间到现场对该控制点进行监督检查,未经检查认可不得超越该点作业,除非预先有监督机构的书面认可。
但如果检查方不在操作现场,作业方又查明已根据合同规定预先通知了责任方,则作业方在以书面形式正式通知责任方48小时后,可以进行下一道作业.
3、旁站点S (Standby Point)
针对工程关键部位和关键工序的施工质量而设置的全过程连续监控点。
关键控制点1、原料关键控制点
2、窑炉关键控制点
3、浸润剂关键控制点
4、拉丝关键控制点
5、烘干关键控制点
6、DUCS关键控制点
7、络纱关键控制点
8、退捻关键控制点
9、检测关键控制点
10、机电关键控制点
11、仓储关键控制点
12、原料车间关键控制点
13、毡线关键控制点
31
32
备注:以上关键点责任单位在工艺标准、检验标准、质量标准、管理考核制度等梳理制定过程中,必须有明确规定;并制定严格的自查、互查、定期组织检查、规定与措施。
具体实施要求详见(第七条:完善质量监督检查制度)。
33。