YL235A型光机电设备的组装与调试概述(PPT 50页).ppt
- 格式:ppt
- 大小:4.31 MB
- 文档页数:50
YL-235A设备安装调试的技术运用一、有关传感器(接近开关)YL-235A各工作单元所使用的传感器都是接近传感器,它利用传感器对所接近的物体具有的敏感特性来识别物体的接近,并输出相应开关信号,因此,接近传感器通常也称为接近开关。
接近传感器有多种检测方式,包括利用电磁感应引起的检测对象的金属体中产生的涡电流的方式、捕捉检测体的接近引起的电气信号的容量变化的方式、利用磁石和引导开关的方式、利用光电效应和光电转换器件作为检测元件等等。
YL-235A所使用的是磁感应式接近开关、电感式接近开关、漫反射光电开关和光纤型光电传感器等。
下面只介绍简介它们的基本工作原理和安装调试方法。
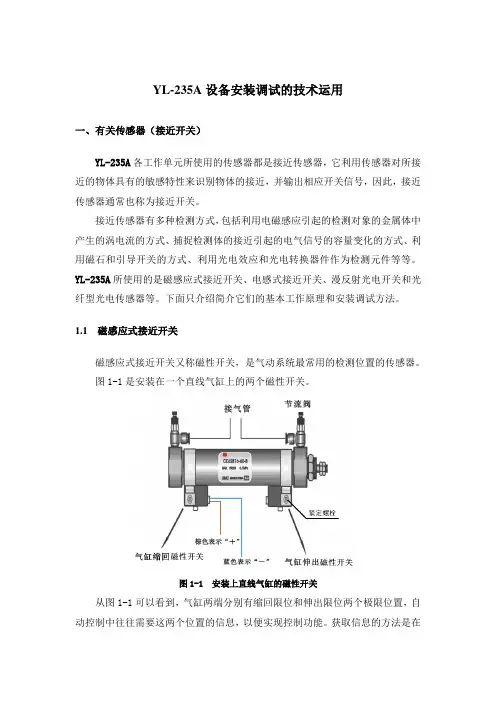
1.1 磁感应式接近开关磁感应式接近开关又称磁性开关,是气动系统最常用的检测位置的传感器。
图1-1是安装在一个直线气缸上的两个磁性开关。
图1-1 安装上直线气缸的磁性开关从图1-1可以看到,气缸两端分别有缩回限位和伸出限位两个极限位置,自动控制中往往需要这两个位置的信息,以便实现控制功能。
获取信息的方法是在这两个极限位置都分别装有一个磁感应接近开关。
当磁性物质接近传感器时,传感器便会动作,并输出传感器信号。
若在气缸的活塞(或活塞杆)上安装上磁性物质,在气缸缸筒外面的两端位置各安装一个磁感应式接近开关,就可以用这两个传感器分别标识气缸运动的两个极限位置。
当气缸的活塞杆运动到哪一端时,哪一端的磁感应式接近开关就动作并发出电信号。
在PLC的自动控制中,可以利用该信号判断推料及顶料缸的运动状态或所处的位置,以确定工件是否被推出或气缸是否返回。
在磁性开关上设置有LED显示用于显示其信号状态,供调试时使用。
磁性开关动作时,输出信号“1”,LED亮;磁性开关不动作时,输出信号“0”,LED不亮。
磁性开关的安装位置可以调整,调整方法是松开它的紧定螺栓,让磁性开关顺着气缸滑动,到达指定位置后,再旋紧紧定螺栓。
磁性开关有蓝色和棕色2根引出线,使用时蓝色引出线应连接到PLC输入公共端,棕色引出线应连接到PLC输入端。
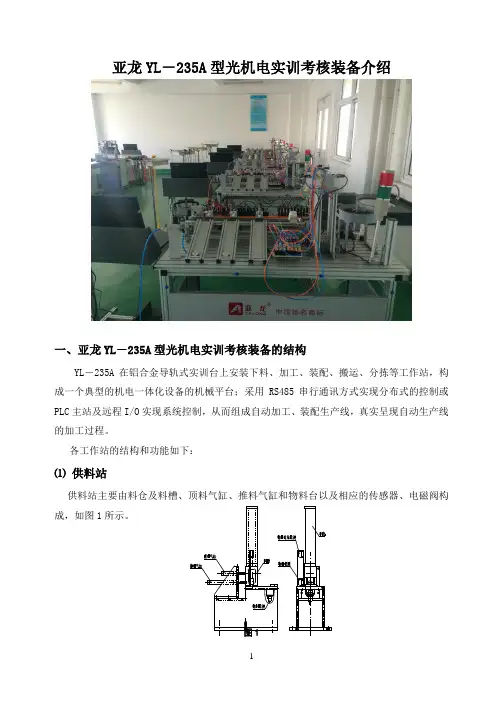
亚龙YL-235A型光机电实训考核装备介绍一、亚龙YL-235A型光机电实训考核装备的结构YL-235A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用RS485串行通讯方式实现分布式的控制或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸和顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
⑶装配站装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。