M1332外圆磨床说明书
- 格式:pdf
- 大小:13.54 MB
- 文档页数:113
外圆磨床设计说明书第1章绪论1.1磨床的类型与⽤途1.1.1 磨床的类型及其特点⽤磨料磨具(砂轮、砂带、油⽯和研磨料等)为⼯具进⾏切削加⼯的机床,统称为磨床(英⽂为Grinding machine),它们是因精加⼯和硬表⾯的需要⽽发展起来的[1]。
磨床种类很多,主要有:外圆磨床、内圆磨床、平⾯磨床、⼯具磨床和⽤来磨削特定表⾯和⼯件的专门化磨床,如花键轴磨床、凸轮轴磨床、曲轴磨床等[2]。
对外圆磨床来说,⼜可分为普通外圆磨床、万能外圆磨床、⽆⼼外圆磨床、宽砂轮外圆磨床、端⾯外圆磨床等以上均为使⽤砂轮作切削⼯具的磨床。
此外,还有以柔性砂带为切削⼯具的砂带磨床,以油⽯和研磨剂为切削⼯具的精磨磨床等。
磨床与其他机床相⽐,具有以下⼏个特点:1、磨床的磨具(砂轮)相对于⼯件做⾼速旋转运动(⼀般砂轮圆周线速度在35⽶/秒左右,⽬前已向200⽶/秒以上发展);2、它能加⼯表⾯硬度很⾼的⾦属和⾮⾦属材料的⼯件;3、它能使⼯件表⾯获得很⾼的精度和光洁度;4、易于实现⾃动化和⾃动线,进⾏⾼效率⽣产;5、磨床通常是电动机---油泵---发动部件,通过机械,电⽓,液压传动---传动部件带动⼯件和砂轮相对运动---⼯件部分组成[1]。
1.1.2 磨床的⽤途磨床可以加⼯各种表⾯,如内、外圆柱⾯和圆锥⾯、平⾯、渐开线齿廓⾯、螺旋⾯以及各种成形表⾯。
磨床可进⾏荒加⼯、粗加⼯、精加⼯和超精加⼯,可以进⾏各种⾼硬、超硬材料的加⼯,还可以刃磨⼑具和进⾏切断等,⼯艺范围⼗分⼴泛。
随着科学技术的发展,对机械零件的精度和表⾯质量要求越来越⾼,各种⾼硬度材料的应⽤⽇益增多。
精密铸造和精密锻造⼯艺的发展,使得有可能将⽑坯直接磨成成品。
⾼速磨削和强⼒磨削,进⼀步提⾼了磨削效率。
因此,磨床的使⽤范围⽇益扩⼤。
它在⾦属切削机床所占的⽐重不断上升。
⽬前在⼯业发达的国家中,磨床在机床总数中的⽐例已达30%----40%。
据1997年欧洲机床展览会(EMO)的调查数据表明,25%的企业认为磨削是他们应⽤的最主要的加⼯技术,车削只占23%,钻削占22%,其它占8%;⽽磨床在企业中占机床的⽐例⾼达42%,车床占23%,铣床占22%,钻床占14%[3]。
摘要随着制造业的迅速发展,传统的加工设备已无法承担加工高精度、复杂型面零件的要求,数控机床良好的加工精度和数控系统可满足此要求。
而国外的数控机床比较昂贵,其价格要比国内高50%~60%,结合市场调研和毕业设计的实际,进行磨床工作台结构设计。
针对数控磨床工作台存在的爬行、颤振现象,进给滚珠丝杠刚性低问题,确定了采用滚珠丝杠带动工作台,滚珠丝杠和电动机之间采用同步齿形带联接,工作台导轨贴塑,从而改善了润滑条件,同时也起到减振作用,MK1332数控外圆磨床的爬行、颤振现象得到有效解决,提高了零件加工质量;丝杠采用两端固定支承,滚动轴承背靠背组配,刚性可提高一倍。
位置检测装置采用高分辨率的脉冲编码器,通过半闭环控制测量工作台的直线位移。
工作台型面采用平面形式,减少工作台的质量、转动惯量,使系统有更快的响应特性。
本机床对提高加工质量和效率、缩短产品开发周期有积极的意义。
关键词数控磨床工作台滚珠丝杠贴塑导轨AbstractAlong with the rapid development of the manufacturing sector, the traditional processing equipment has been unable to undertake the processing precision, complex parts of the surface, NC Machine good precision and CNC machining systems can meet this requirement. Abroad CNC machine tools more expensive than domestic prices high 50% ~ 60%. combine market research and graduate of the actual design, structural design workstations Grinder. CNC Grinder against the crawling stage, flutter, feed rigid low-ball screw, determine the use of ball screw driven workstations, ball screw and motor uses synchronous belt link Guide laminating workstations, thereby improving the lubrication conditions, but also play a role in damping, MK1332 CNC Cylindrical Grinder crawl, flutter phenomenon to be an effective solution to improve the quality of the parts processing; Screw using both fixed supports, Rolling back-up, rigid be doubled. Position detection device using high-resolution pulse encoder, through half-closed loop control workstations measurement of linear displacement. Workstations using planar surface forms, reducing the quality of workstations, moment of inertia, allowing the system to have a faster response. The processing machine to improve quality and efficiency, shorten the product development cycle has a positive meaning.Keywords CNC Grinder Worktable Ball ScrewsLaminating Guide目录摘要 (I)Abstract (II)第1章绪论 (1)1.1数控加工技术 (1)1.1.1数控机床的产生和发展 (2)1.1.2数控机床的发展趋势 (2)1.2数控机床的优点 (4)1.2.1数控机床的优点 (4)1.2.2数控机床加工零件的特点 (5)1.3设计参数和方案确定 (6)1.3.1机床主要技术参数 (6)1.3.2MK1332数控外圆磨床设计参数 (6)1.3.3MK1332数控外圆磨床加工产品的主要精度 (7)1.3.4 设计方案的确定 (7)第2章数控机床的组成和分类 (9)2.1数控机床的组成 (9)2.2数控机床的分类 (9)2.2.1 按工艺用途分类 (10)2.2.2 按控制运动方式分类 (10)2.2.3按伺服系统的类型分类 (11)2.2.4按照功能水平分类 (11)第3章进给系统设计 (13)3.1工作台机构传动设计 (13)3.2滚珠丝杠螺母副 (14)3.2.1工作原理与特点 (15)3.2.2滚珠丝杠螺母副的循环方式 (16)3.2.3 滚珠丝杠副的轴向间隙消除和预加载荷 (16)3.3滚珠丝杠副的精度 (16)3.3.1滚珠丝杠当量动载荷的计算 (16)3.3.2 滚珠丝杠的选取和极限转速的计算 (19)3.3.3 滚珠丝杠副效率计算 (22)3.3.4滚珠丝杠副刚度验算 (22)第4章滚珠丝杠的支承 (24)4.1轴端支承形式的选择 (24)4.1.1滚珠丝杠轴端支承形式的选择 (24)4.1.2滚珠丝杠对轴承的要求 (25)4.1.3轴承的组配方式 (25)4.2轴承预紧力 (26)4.2.1轴承应适当的预紧,适当的预紧有助于提高轴承的工作能力 (26)4.2.2预紧与发热 (27)4.3滚珠丝杠的联接 (30)4.3.1同步齿形带的计算 (31)第5章电动机的选择和惯量匹配计算 (37)5.1最大静态切削负载转矩的计算 (37)5.2惯量匹配计算 (38)5.3最大空载加速转矩的计算 (41)5.4系统增益设计 (43)第6章导轨的选择与工作台型面的确定 (45)6.1导轨的选择 (45)6.1.1导轨的分类 (45)6.1.2导轨的间隙调整机构 (48)6.1.3 贴塑导轨设计 (49)6.2工作台型面的确定 (51)第7章机床定位精度验算 (53)结论 (606)致谢 (57)参考文献 (58)附录1 (60)附录2 (66)第1章绪论随着科学技术的飞速发展和经济竞争的日趋激烈,产品更新速度越来越快,复杂形式的零件越来越多,精度要求越来越高,多品种、中小批量生产的比重明显增加。
文件编号:GD/FS-5121(操作规程范本系列)磨床操作规程详细版The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify ManagementProcess.编辑:_________________单位:_________________日期:_________________磨床操作规程详细版提示语:本操作规程文件适合使用于日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
适用机型:1、无心磨床:M1040,MM1040,WX-036,M1042,MGT1050,M1075(3180),M1075K (3Б180),M1080·M1080G,M10100,M1083,M1084T,MZ10160,BB6,GR-150,M1081(3182),M1083A,RFC-1-200。
2、外圆磨床:MM1312,MB1312,MMB1312,M113(3153M),M115(3151),M115A,M115K(3152),M115?,M120,MQ1320,M125(3160A),M125K(3161),M131,M1332,MB1332A,F250毫米万能外圆磨床,仿3160,3164,MQ1350A,M1412,M115W,M120W(312M),MMB1412,MQ1420,MMB1420,M130W(3130),M131W,M1432A,3Γ12M,MS1332A,3152H24,M132A,M1432,M1432A,M1450A,M1432B,3162,XШ-115H1,BUA31/2000,磨131(万能),J4-001,J4-001A。
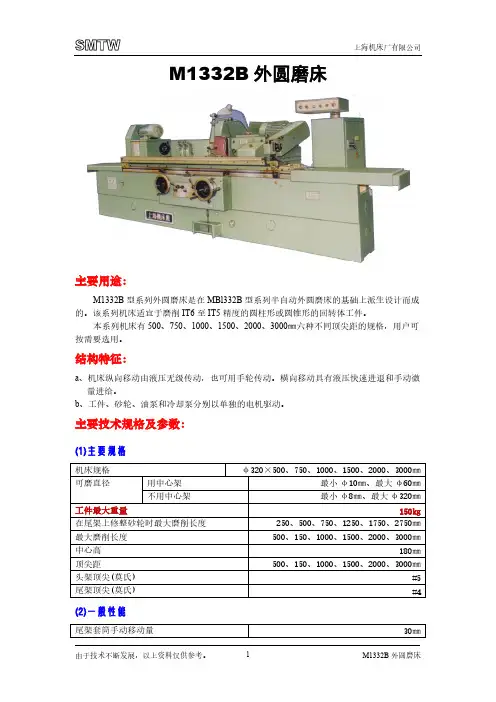
M1332B外圆磨床主要用途:M1332B型系列外圆磨床是在MBl332B型系列半自动外圆磨床的基础上派生设计而成的。
该系列机床适宜于磨削IT6至IT5精度的圆柱形或圆锥形的回转体工件。
本系列机床有500、750、1000、1500、2000、3000㎜六种不同顶尖距的规格,用户可按需要选用。
结构特征:a、机床纵向移动由液压无级传动,也可用手轮传动。
横向移动具有液压快速进退和手动微量进给。
b、工件、砂轮、油泵和冷却泵分别以单独的电机驱动。
主要技术规格及参数:(1)主要规格机床规格φ320×500、750、1000、1500、2000、3000㎜可磨直径用中心架最小φ10㎜、最大φ60㎜不用中心架最小φ8㎜、最大φ320㎜工件最大重量150㎏在尾架上修整砂轮时最大磨削长度250、500、750、1250、1750、2750㎜最大磨削长度500、150、1000、1500、2000、3000㎜中心高180㎜顶尖距500、150、1000、1500、2000、3000㎜头架顶尖(莫氏)#5尾架顶尖(莫氏)#4 (2)一般性能尾架套筒手动移动量30㎜手动最小进给量0.0025㎜半自动周期进给磨削循环有砂轮自动修整和自动补偿进给无半自动切入磨削循环无(3)工作台最大纵向移动量550、800、1050、1550、2050、3050㎜手轮一转工作台移动量6㎜顺时针3°2° 1.5°5007501000150020003000上工作台最大回转角度逆时针7°6°5°4°3° 1.5°液压传动速度0.1~4 m/min(4)头架主轴回转的可能性不可能体座回转的可能性不可能主轴转速 50 Hz60 Hz27、94、129、55、190、261 r/min32、113、155、66、228、313 r/min(5)砂轮架砂轮尺寸(外径×宽度×内径)最大φ600×75×φ305㎜磨耗至φ450×75×φ305㎜最大宽度75㎜砂轮线速度35 m/s主轴转速1100 r/min丝杆最大移动量231㎜快速进退量50㎜体座回转可能性不可能手轮一转砂轮架移动量粗2㎜、精0.5㎜手轮一格砂轮架移动量粗0.01㎜、精0.0025㎜(6)液压系统主油路调整压力0.9~1.1 MPa润滑油路调整压力0.1~0.15 Mpa流量16 L/min25 L/min 用于3000机床油泵压力2.5 MPa(7)冷却系统型式AYB-50GC 流量50 L/min(8)机床电机总功率500、750、1000、1500规格:14KW ; 2000、3000规格:14.4KW外圆电机功率11 KW头架电机功率0.75 / 1.5 KW液压泵电机功率0.75 KW1.1 KW 冷却泵电机功率0.2 KW(9)机床外形尺寸和重量外形尺寸 ㎜机床规格 ㎜长宽高毛重 ㎏1810φ320× 500 750 1000 1500 2000 300021802680318041805680766018741665工作精度:出厂合格标准(GB /T4685-1994)P1磨削顶尖间试件精度a)圆度:0.0015㎜(≤750)、0.0025㎜(>750)b)纵截面内直径的一致性:0.005㎜(试件长度320)、0.008㎜(试件长度750、1000)试件尺寸:最大磨削长度L d500750320321000150075075200030001000100试件表面粗糙度:Ra0.16μm主要附件:SMTW上海机床厂有限公司特殊附件(用户可根据需求选购):名 称件号或标记规 格数量备注砂轮外圆修整器MBl332B-601套开式中心架Ml432B-631套M1332B ×1500机床2套M1332B ×2000机床3套M1332B ×3000机床3套砂轮卡盘HJX37-80600×75×3052套9套仅用于M1332B ×5009套仅用于M1332B ×75011套仅用于M1332B ×100013套仅用于M1332B ×150015套仅用于M1332B ×2000机床垫铁HJX81-118套仅用于M1332B ×3000测量桥板MB1332B-851套冷却水箱HJX71-50AYB-50GC1套硬质合金顶尖S77-3莫#41件硬质合金顶尖S77-3莫#51件卸砂轮拔头HS79-1M90×21套吊杆-24801套平衡轴-3φ80(1:5)锥度1套六角套筒扳手HS92-9551套工作台行程撞块HJX47-031套在机床上A 型8131A 型6861三角皮带B 型14994联组三角带J ×737×15140~561套用于M1332B ×500机床17~241套用于M1332B ×750机床轧头HS81-253~761套用于M1332B ×1000机床M1332B ×1500机床M1332B ×2000机床M1332B ×3000机床名 称件号或标记规 格数量备 注端面修整器MB1332B-61行程401套修整任意角度的斜面放量在工作台上手动修整砂轮平衡架HJX85-03φ500-7501套。
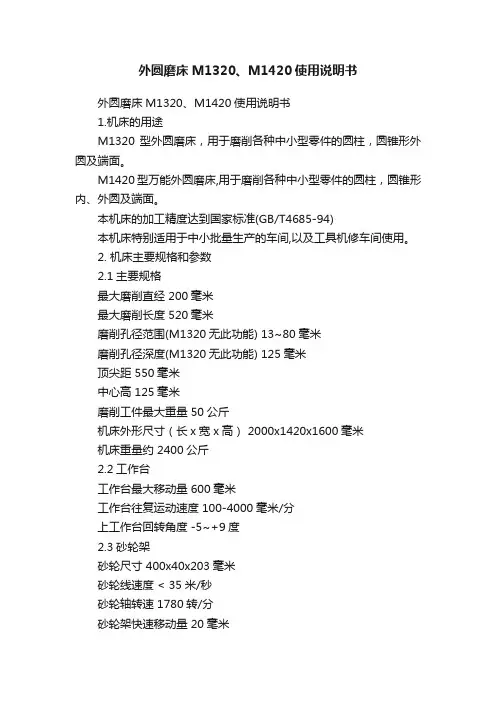
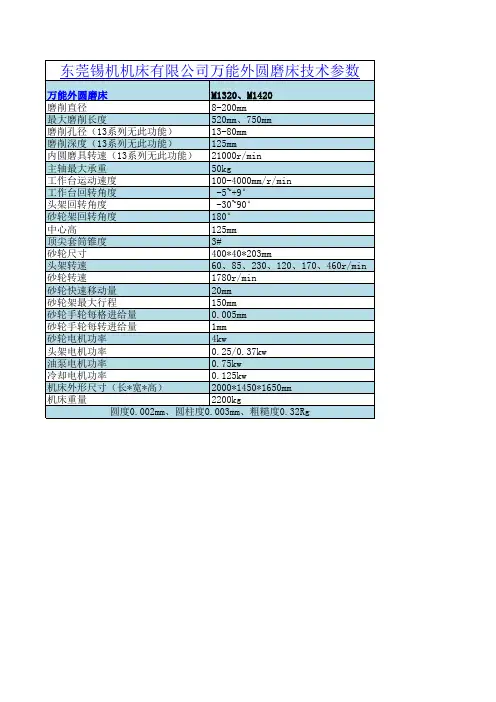
外圆磨床M1320、M1420使用说明书外圆磨床M1320、M1420使用说明书1.机床的用途M1320型外圆磨床,用于磨削各种中小型零件的圆柱,圆锥形外圆及端面。
M1420型万能外圆磨床,用于磨削各种中小型零件的圆柱,圆锥形内、外圆及端面。
本机床的加工精度达到国家标准(GB/T4685-94)本机床特别适用于中小批量生产的车间,以及工具机修车间使用。
2. 机床主要规格和参数2.1主要规格最大磨削直经 200毫米最大磨削长度 520毫米磨削孔径范围(M1320无此功能) 13~80毫米磨削孔径深度(M1320无此功能) 125毫米顶尖距 550毫米中心高 125毫米磨削工件最大重量 50公斤机床外形尺寸(长x宽 x高) 2000x1420x1600毫米机床重量约 2400公斤2.2工作台工作台最大移动量 600毫米工作台往复运动速度 100-4000毫米/分上工作台回转角度 -5~+9度2.3砂轮架砂轮尺寸 400x40x203毫米砂轮线速度 < 35米/秒砂轮轴转速 1780转/分砂轮架快速移动量 20毫米砂轮架最大移动量 150毫米手轮一转砂轮架移动量 1毫米微调捏手一格砂轮架移动量 0.001毫米2.4 头架主轴转速 60.85.230.120.170.460 转/分头架旋转 -30~90度主轴锥孔的莫氏锥度莫氏3号2.5 尾架顶尖套筒的最大移动量25毫米顶尖套筒的莫氏锥度莫氏3号2.6 内圆磨具 (M1320无此部件)主轴转速 21000转/分2.7液压系统油泵流量 16升/分液压系统压力 0.8-1Mpa 2.8冷却系统冷却泵流量 25升/分2.9电动机容量砂轮架电动机功率 4 kw头架电动机功率 0.25/0.37kw油泵电动机功率 0.75kw冷却泵电动机功率 0.125kw。
M1332B型外圆磨床 使用说明书最大磨削直径ф320mm最大磨削长度 3000mm出厂编号中华人民共和国上海机床厂有限公司目录 名称 编号 页数 目录 M1332B-SB-00 共 3 页 安全使用要求 HB05-2-00 共 23 页注意事项 MB1332B-SB-01 共 1 页 主要用途和特征 M1332B-SB-03 共 1 页 主要规格与参数 -SB-04 共 4 页 机械系统 机械传动原理图及说明 M1332B-SB-05/1 共 3 页 操作手轮、手柄示意图 -05/2 共 3 页 -05/3 共 1 页 齿轮、齿条、丝杆、螺母 主要参数明细表 滚动轴承明细表 -05/4 共 1 页 皮带、橡胶管、密封件明细表-05/5 共 2 页 主要部件结构及性能 -06 共 7 页 液压系统 液压原理图及说明 M1332B-SB-07/1 共 3 页 液压元件型号规格明细表 -07/2 共 1 页 液压管路图 -07/3 共 1 页 结构示意图 -07/4 共 3 页 名称 编号 页数 电气系统 电气文件目录 M1332B-SB-08/0 共 1 页 电气设备位置识别代号表 -08/1 共 1 页 电气原理说明 -08/2 共 2 页 电气原理图 -08/3 共 5 页 电气设备清单 -08/4 共 5 页 机床互连图 -08/5 共 4 页 电气设备安装图 -08/6 共3页 配电板位置图 -08/7 共 2 页 润滑系统 润滑系统图及说明 M1332B-SB-13/1 共 1 页 吊运与安装 吊运图 MB1332B-SB-14/1 共 1 页 安装地基图 M1332B-SB-14/2 共 3 页 机床移动部份极限位置图 -14/3 共 4 页 开车注意事项 形象化标牌图及其说明 M1332B-SB-15/3 共 4 页 机床操作方法 -15/4 共 3 页 附件、备件及易损件 随机供应的附件目录 M1332B-SB-17/1 共 2 页 特殊订货供应的附件目录 -17/2 共 1 页 随机供应的备件及易损件 -17/3 共 1 页 备件和易损件目录 -17/4 共 4 页 附录 名称 编号 页数 一般电气设备的保养与维护 HB05 – 2 - 4 共 1 页 - 6 共 2 页 一般液压设备的故障产生原因及消除方法 机床开动须知 HB05- 2 - W7 共 1 页 砂轮的静平衡方法 - 8 共 1 页 安装水平的调整 -W18 共 2 页 切削液(冷却液)的牌号与稀释 -23 共 1 页 企 业 标 准 编号 HB05-2-00根据 代替 类别 上 海 机 床 厂 有 限 公 司 安 全 使 用 要 求 共 23 页 第 1 页 目 录 1危险区………………………………………………………………(2) 2储运、安装、调整、使用、维修、保养时的安全注意事项……(3) 3紧急情况的应付方法………………………………………………(19) 4与安全有关的文件信息……………………………………………(19) 5外购件有关安全方面的资料和使用说明…………………………(19) 6机床发生下列情况不使用警告信息………………………………(20) 7噪声检查……………………………………………………………(20) 8责 任……………………………………………………………(20) 9培 训 (21)注意用户应严格遵守本安全使用要求。
重庆磨床有限责任公司数控外圆磨床数控端面外圆磨床简明使用手册MK1320/MKS1320MK1332/MKS1332MKS1620MKS1632V3.3FANUC 0i-TD2011/04/26 最近修订2009/11/23 第三版意见及建议反馈:**************一、概述本手册为重庆磨床有限责任公司生产的MK1332/MK1320(数控外圆磨床)、MKS1332/MKS1320(数控高速外圆磨床)、MKS1632/MKS160(数控端面外圆磨床)提供简明操作说明。
如未加说明有,本手册中“机床”泛指“上述所有型号数控机床”。
机床基本配置为:FANUC 0i-TD数控系统、动静压高刚性砂轮主轴、无级变速头架、在线测量仪、液压尾座、磁性分离机、手动防护门。
可选择配置为:端面量仪、在线断续测量(花键量仪)、恒线速砂轮控制、消空程及防碰撞装置、动平衡装置、吸雾装置、纸带过滤机。
机床出厂技术资料中已经提供“FANUC 0iD车床系统-加工中心系统通用用户手册B-64304CM_01”,对数控系统的操作及编程作了详细的说明,本手册中不再重复此部分。
机床主要部件装置也单独提供了使用说明或手册,阅读本手册时请一并参阅。
二、操作注意事项因意外事故可能会造成人身伤害和机床损坏,数控机床配置了安全装置(包括硬件和软件):1, 机床防护罩(包括砂轮防护罩)2, X、Z 轴的极限限位开关。
在此开关范围内的软极限开关(参数设定)和可编程软极限。
3, 急停按钮。
4, 进给暂停按钮、复位键。
5, 过热、过流保护开关,以及互锁开关、门开关。
6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。
但操作人员或维护人员不应该完全依赖这些安全装置,需要熟知下述事项,从而避免事故发生。
2.1 通电时需确认的事项2.1.1 关好控制电柜、操作控制箱门。
2.1.2 机床周围不要放置无关物品。
2.1.3 第一次接通电源,需确认三相电源(A、B、C)的相序。
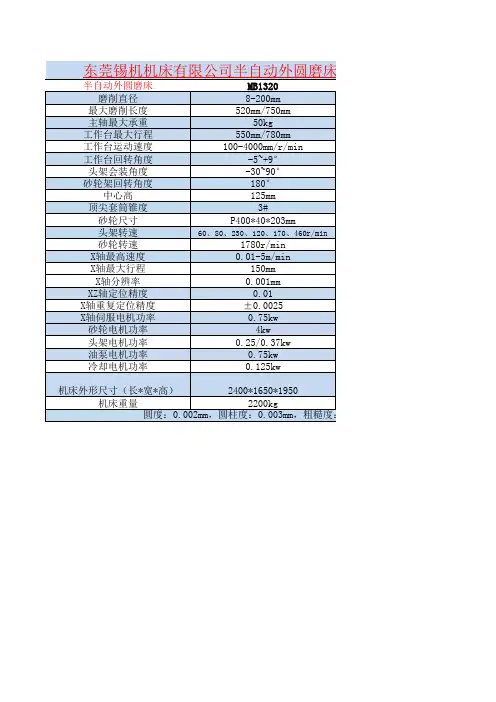
MB外圆磨床参数
IVI1332B外圆磨床
主要用途:
M1332B型系列外圆磨床是在MB1332B型系列半白动外圆磨床的基础上派生设计而成的。
该系列机床适宜于磨削IT6至IT5精度的圆柱形或圆锥形的回转体工件。
本系列机床有500、750、1000、1500> 2000、3000 mm六种不同顶尖距的规格,用户可按需要选用。
结构特征:
a、机床纵向移动由液压无级传动,也可用手轮传动。
横向移动具有液压
快速进退和手动微量进给。
b、工件、砂轮、油泵和冷却泵分别以单独的电机驱动。
主要技术规格及参数:
(1)主要规格
(2)—般性能
⑶工作台
(4)头架
(5)砂轮架
(6)液压系统
(7)冷却系统
(8)机床电机总功率
500、750、1000、1500 规格:14KW:2000、3000 规格:14. 4KW
(9)机床外形尺寸和重量
工作精度:
出厂合格标准(GB / T4685-1994)
P1磨削顶尖间试件精度
a)圆度:0. 0015 mm (W750)、0. 0025 mm 0750)
b)纵截面内直径的一致性:0.005 mm (试件长度320)、0. 008 mm (试件长度 750、1000)
试件尺寸:
试件表面粗糙度:RaO. 16 Um 主要附件:
特殊附件(用户可根据需求选购):。
M1332外圆磨床的三种磨削方法•关键词:外圆磨床•摘要:工件的外圆一般在普通M1332外圆磨床或M1432万能外圆磨床上磨削。
外圆磨削一般有纵磨、横磨和深磨三种方式。
磨削外圆:工件的外圆一般在普通M1332外圆磨床或M1432万能外圆磨床上磨削。
外圆磨削一般有纵磨、横磨和深磨三种方式。
(1)纵磨法纵磨法磨削外圆时,砂轮的高速旋转为主运动no,工件作圆周进给运动的同时,还随工作台作纵向往复运动,实现沿工件轴向进给fa。
每单次行程或每往复行程终了时,砂轮作周期性的横向移动,实现沿工件径向的进给fr,从而逐渐磨去工件径向的全部留磨余量。
磨削到尺寸后,进行无横向进给的光磨过程,直至火花消失为止。
由于纵磨法每次的径向进给量fr少,磨削力小,散热条件好,充分提高了工件的磨削精度和表面质量,能满足较高的加工质量要求,但磨削效率较低。
纵磨法磨削外圆适合磨削较大的工件,是单件、小批量生产的常用方法。
(2)横磨法采用横磨法磨削外圆时,砂轮宽度比工件的磨削宽度大,工件不需作纵向(工件轴向)进给运动,砂轮以缓慢的速度连续地或断续地沿作横向进给运动,实现对工件的径向进给fr,直至磨削达到尺寸要求。
其特点是:充分发挥了砂轮的切削能力,磨削效率高,同时也适用于成形磨削。
然而,在磨削过程中砂轮与工件接触面积大,使得磨削力增大,工件易发生变形和烧伤。
另外,砂轮形状误差直接影响工件几何形状精度,磨削精度较低,表面粗糙度值较大。
因而必须使用功率大,刚性好的磨床,磨削的同时必须给予充分的切削液以达到降温的目的。
使用横磨法,要求工艺系统刚性要好,工件宜短不宜长。
短阶梯轴轴颈的精磨工序,通常采用这种磨削方法。
(3)深磨法深磨法是一种比较先进的方法,生产率高,磨削余量一般为0.1~0.35mm.用这种方法可一次走刀将整个余量磨完。
磨削时,进给量较小,一般取纵进给量为1~2 mm/r, 约为“纵磨法”的15%,加工工时约为纵磨法的30~75%。
一、概述球磨机是水泥行业、选矿工业、电力工业和化学工业等重工业领域中最广泛采用的粉磨机械。
在水泥工业中MB系列球磨机(以下称磨机)主要用于粉磨生料、熟料,也可用于粉磨石灰石、矿渣和煤等生产的原料。
二、技术性能1、规格:Ф3.2×13m球磨机2、产量:50-60t/h,入料粒度<15mm,综合水分<1.5%3、磨机转速:17.76r/min4、研磨体装载量:120 t(max)5、主电动机:型号:YR1600-8/1430 转速:740r/min功率:1600 kw 电压:10000V6、主减速机:型号JDX1000 速比:i= 5.67、辅助电动机:型号Y225S-8 转速:730r/min功率:18.5 kw8、辅助减速机:型号ZSY280-I 速比:i= 909、冷却水用量:主轴承2×2m3/h10、重量:约206T三、工作原理及结构本磨机为边缘传动,尾部卸料式三仓球磨机,用于粉磨水泥熟料、水泥生料,物料由料斗进入喂料装置,经中空轴内进料螺旋筒进入磨机第一仓,经过研磨破碎后的物料,通过隔仓板的篦孔进入第二仓,在第二仓把物料破碎成细料,再经过三仓将物料研磨成细粉,达到工艺要求的粉状物料。
再经过篦板的篦孔送到卸料仓,由卸料仓内扬料版强制喂入出料螺旋筒,经出料螺旋筒回转筛送到输送设备,再由输送设备把粉状物料运走。
本磨机由传动部分、主轴承部分、进出料装置、回转部分等部件所组成。
现将各部分简述如下:1、传动部分:传动系统包括电动机、减速机、传动轴、大小齿轮、联轴节等。
电动机与减速机之间以弹性柱销联轴器联接,减速机和小齿轮之间以柱销或胶块联轴器联接。
此种联轴器吸震性好,可以减少磨机冲击振动对减速机的影响,可以提高设备寿命,为提高传动齿轮的使用寿命,本磨机采用变位齿轮,大齿轮固定在筒体法兰上,由电动机通过柱销联轴器、减速机、胶块或弹性联轴器、传动轴、小齿轮、大齿轮带动筒体回转。
2、进料装置:进料装置包括进料斗、支架观察门等,进料斗没有衬板,是利用物料本身作衬垫的,可减少物料对进料的磨损,进料斗与支架间有垫片,用增减垫片的方法来调节中心高度。
M1332B外圆磨床参数1.主要技术参数:- 最大磨削直径:320mm- 最小磨削直径:8mm- 最大磨削长度:1000mm- 最小磨削长度:50mm- 工作台最大转速:20rpm-传动方式:涨紧带传动- 主轴转速:2800rpm- 磨石尺寸:φ600×75×φ305mm-主电机功率:7.5kW- 整机重量:5000kg- 外观尺寸:3500×1500×1600mm2.机床结构:-机床床身:采用高强度铸铁材质,经过时效处理,具有良好的刚性和稳定性。
-主轴箱:包括主轴和磨削头,主轴采用进口高精度的滚动轴承,确保主轴转动的精度和稳定性。
-磨削车座:用于夹持和旋转工件,采用滚动轴承和伺服电机驱动,确保工件的稳定夹持和精准旋转。
-控制系统:采用PLC控制系统,可实现自动控制和人机界面操作。
3.磨削精度和工艺要求:- 磨削精度:最高磨削精度可达0.005mm,保证了工件的高精度加工要求。
-磨削质量:采用高精度的磨石和磨削头,磨削表面光洁度高,无划痕和瑕疵。
-磨削过程:机床可实现进给和回程两个过程,可采用自动和手动两种模式进行磨削。
-磨削速度:可调节磨削速度,满足不同工件的加工要求。
4.安全保护:-配有完善的安全保护装置,如防护罩、急停按钮、过载保护装置等,确保操作人员的安全。
-采用液压夹紧装置,确保工件在加工过程中的稳定夹持和安全性。
总之,M1332B外圆磨床是一台高性能的加工设备,具有高精度、高效率和安全性等特点。
它适用于各种外圆精加工工件的加工,如轴类零件、轮毂等。
它的出色性能可以大大提高加工效率和产品质量,同时也减小了人为因素对产品造成的影响。
M1332B外圆磨床
主要用途:
M1332B型系列外圆磨床是在MBl332B型系列半自动外圆磨床的基础上派生设计而成的。
该系列机床适宜于磨削IT6至IT5精度的圆柱形或圆锥形的回转体工件。
本系列机床有500、750、1000、1500、2000、3000㎜六种不同顶尖距的规格,用户可按需要选用。
结构特征:
a、机床纵向移动由液压无级传动,也可用手轮传动。
横向移动具有液压快速进退和手动微
量进给。
b、工件、砂轮、油泵和冷却泵分别以单独的电机驱动。
主要技术规格及参数:
(1)主要规格
(2)一般性能
(3)工作台
(4)头架
(5)砂轮架
(6)液压系统
(7)冷却系统
(8)机床电机总功率
(9)机床外形尺寸和重量
工作精度:
出厂合格标准(GB/T4685-1994)
P1磨削顶尖间试件精度
a)圆度:0.0015㎜(≤750)、0.0025㎜(>750)
b)纵截面内直径的一致性:0.005㎜(试件长度320)、0.008㎜(试件长度750、1000)试件尺寸:
试件表面粗糙度:Ra0.16μm
主要附件:
特殊附件(用户可根据需求选购):。
M1332B型外圆磨床 使用说明书最大磨削直径ф320mm最大磨削长度 3000mm出厂编号中华人民共和国上海机床厂有限公司目录 名称 编号 页数 目录 M1332B-SB-00 共 3 页 安全使用要求 HB05-2-00 共 23 页注意事项 MB1332B-SB-01 共 1 页 主要用途和特征 M1332B-SB-03 共 1 页 主要规格与参数 -SB-04 共 4 页 机械系统 机械传动原理图及说明 M1332B-SB-05/1 共 3 页 操作手轮、手柄示意图 -05/2 共 3 页 -05/3 共 1 页 齿轮、齿条、丝杆、螺母 主要参数明细表 滚动轴承明细表 -05/4 共 1 页 皮带、橡胶管、密封件明细表-05/5 共 2 页 主要部件结构及性能 -06 共 7 页 液压系统 液压原理图及说明 M1332B-SB-07/1 共 3 页 液压元件型号规格明细表 -07/2 共 1 页 液压管路图 -07/3 共 1 页 结构示意图 -07/4 共 3 页 名称 编号 页数 电气系统 电气文件目录 M1332B-SB-08/0 共 1 页 电气设备位置识别代号表 -08/1 共 1 页 电气原理说明 -08/2 共 2 页 电气原理图 -08/3 共 5 页 电气设备清单 -08/4 共 5 页 机床互连图 -08/5 共 4 页 电气设备安装图 -08/6 共3页 配电板位置图 -08/7 共 2 页 润滑系统 润滑系统图及说明 M1332B-SB-13/1 共 1 页 吊运与安装 吊运图 MB1332B-SB-14/1 共 1 页 安装地基图 M1332B-SB-14/2 共 3 页 机床移动部份极限位置图 -14/3 共 4 页 开车注意事项 形象化标牌图及其说明 M1332B-SB-15/3 共 4 页 机床操作方法 -15/4 共 3 页 附件、备件及易损件 随机供应的附件目录 M1332B-SB-17/1 共 2 页 特殊订货供应的附件目录 -17/2 共 1 页 随机供应的备件及易损件 -17/3 共 1 页 备件和易损件目录 -17/4 共 4 页 附录 名称 编号 页数 一般电气设备的保养与维护 HB05 – 2 - 4 共 1 页 - 6 共 2 页 一般液压设备的故障产生原因及消除方法 机床开动须知 HB05- 2 - W7 共 1 页 砂轮的静平衡方法 - 8 共 1 页 安装水平的调整 -W18 共 2 页 切削液(冷却液)的牌号与稀释 -23 共 1 页 企 业 标 准 编号 HB05-2-00根据 代替 类别 上 海 机 床 厂 有 限 公 司 安 全 使 用 要 求 共 23 页 第 1 页 目 录 1危险区………………………………………………………………(2) 2储运、安装、调整、使用、维修、保养时的安全注意事项……(3) 3紧急情况的应付方法………………………………………………(19) 4与安全有关的文件信息……………………………………………(19) 5外购件有关安全方面的资料和使用说明…………………………(19) 6机床发生下列情况不使用警告信息………………………………(20) 7噪声检查……………………………………………………………(20) 8责 任……………………………………………………………(20) 9培 训 (21)注意用户应严格遵守本安全使用要求。
对于特殊结构的机床还应遵守我公司设计人员规定的其它补充要求。
1危险区 机床在静止或运转时,可能使人员伤害、设备损坏的区域为: a)操作区、维修区; b)移动部件的移动范围; c)其它危及人身安全的场合(包括噪声、油雾、粉尘等)。
2储运、安装、调整、使用、维修、保养时的安全注意事项 2.1储运 2.1.1储存机床的储存应符合下列要求: a)确保有足够的稳定性; b)应采取有效的防雨、防潮、防鼠害的措施,并且通风良好; c)定期检查存放地的情况和包装状态。
2.1.2吊运与运输警告使用承载能力不足的起重和运输设备以及不按本说明书的要求吊运与运输机床,将有导致机床倾翻或跌落的危险。
2.1.2.1在起吊与运输机床前,必须确认起重和运输设备的承载能力足以承受机床包装箱的安全起吊与运输。
2.1.2.2在机床包装箱箱面涂有重心标志,其位置与机床箱的重心一致。
机床吊运时,应注意按包装箱面标志的重心位置起吊,防止机床翻倒。
2.1.2.3按使用说明书的要求吊运机床,并将机床的包装箱稳妥地固定在 运输设备上。
机床的运输应平稳驾驶,确保机床安全可靠的运至安装现场。
2.1.2.4在机床运至安装场地并开箱清点完毕后,将机床由安装场地搬运至安装基础上。
机床的搬运过程必须注意: a)使用的起重设备的负载能力应大于机床毛重。
按本机床使用说明 书的“吊运图”在机床上特备的吊运圆孔中插入相当的钢管(若机床上无特备的吊运孔时,可利用特备的吊钩或吊环)套上钢索,在钢索可能触及机件的地方,应垫以木块或橡皮等软物以免擦伤机件及漆面,并注意不使手轮、手柄、软管、电器和防护罩等的突出部份被钢索挤坏。
机床起吊至50mm~100mm高度时,先检查重心是否正确,肯定无歪斜和无不稳定情况后再将机床吊运至需要地点。
机床放下时应缓慢并平稳。
b)在安装现场无起重设备的情况下,可在箱底垫入几根直径为 45mm~70mm相等的钢管,用撬棒或铰盘带动使其在上缓缓滚动。
注意箱底在钢管上滚动时的倾斜角度不大于15°,运输至需要地点的附近后,再抽去箱底,安置机床。
2.2 安装 注意●机床应避免安装在有震动(冲击设备的附近)和阳光直射的地方;●机床的周围环境应保持清洁。
在机床的周围的操作者活动区域应采取防滑措施,以防止操作者滑倒。
2.2.1机床应安装在平整而牢固的基础上。
在安装机床的车间地坪能满足机床要求的承载力和平整要求时,可不另做地基,否则应根据“机床基础图”的要求,在安装前一个半月左右的时间内做好机床的基础。
机床的基础应按“机床基础图”的要求由土建专业人员进行基础施工图设计。
“机床基础图”上所示的深度是指在正常坚实土壤情况下的最低数值。
基础施工图设计应按当地的土质状况确定基础的混凝土标号、配筋和深度等。
对比较松软的土壤,基础深度应在“机床基础图”所示的深度基础上适当加深,特别在沙土壤与新土堆填起来的地区应加打基桩并加石块充实座基。
机床的基础应整体混凝土浇制。
对于带地坑的大型机床的基础应采取防渗漏的措施。
在灌入混凝土时,应按图示位置预埋电力进线管,进线管建议采用耐蚀性较好的镀锌钢管,端部至少高出基础100 mm,另一端连在插入土壤1米深以下的接地金属棒上。
基础浇好后,应有二十八天的养护期。
在养护期满后,以两倍于机床的重量平均压在基础上至少七天,使其下沉达到稳定。
2.2.2 机床安装应远离污染源(如油雾、水雾、强烈振动、冲击等), 必要时还应采取隔离措施(如隔离网罩、防振沟等)以防止外来污染影响操作和维修。
注意采用防振沟隔振的机床基础,应采用有足够强度的盖板(如木板盖或钢盖)盖平,预防操作人员及行人陷入防振沟带来危险。
2.2.3机床应根据使用说明书的“极限位置图”的要求选择安装位置,并确保机床移动部件(如工作台、砂轮架或磨头等)运动至极限位置时,应满足最小挤压距离(即移动部件与其他物体的最小间隔距离)大于500mm。
必要时应安装涂有安全色的护栏,其安全色的要求应符合GB2893的规定。
警告如果机床的移动部件(如工作台、砂轮架或磨头等)运动至极限位置时与他物体的最小间隔距离不大于500mm,将可能产生碰撞或挤压行人的危险。
2.2.4 机床安装时还应确保机床正常操作和维修空间。
其与屏障、或相邻机床的最外端应有足够的尺寸,满足人身最小挤压距离。
其安全距离应符合GB12265的规定。
操作区应采取防滑措施。
2.2.5 按照“机床基础图”放置调整垫铁。
机床放置调整垫铁上,粗略调 整垫铁使机床放稳,机床安置到位后才能拆除移动部件(如工作台和砂轮架等)的固定紧固件。
然后,按以下顺序操作: a)平稳吊起砂轮架及工作台(或拖板)。
对于使用滚动体的机床应抽 去导轨间的垫板木块(或橡胶垫)和其它垫块。
用清洁棉纱布蘸上煤油拭去移动部件导轨面的防锈涂料,擦净擦干后再涂上一层机油。
清洁导轨接触面后,重新将部件安装在导轨上(当机床使用滚动体时,应首先将滚动体正确的放置在导轨上); 危险在移动部件(如工作台、拖板、砂轮架等)吊运前,必须确认起重和运输设备的承载能力足以承受部件安全起吊,并按本说明书的要求吊运,并放置稳妥。
否则,将会产生部件倾翻或跌落的危险。
b)安装防护罩、手轮及传动带等。
转动手轮并调节传动皮带的松紧,检查机床运动是否正常; c)转动调节手轮,使工作台(或拖板)、砂轮架导轨副及齿轮齿副、 丝杆副正确啮合; d)按接线标记正确接入各液压(气动)管线; e)按机床使用说明书的规定精调安装水平; f)按机床使用说明书的规定给各个油箱或油池加入液压油; 警告●液压(气动)管线以及电箱的导线的连接错误,将可能造成机床的运转程序动作出错而产生危险。
●液压(气动)管线的连接管接头紧固不紧,将可能产生液压油(气)的喷射危险。
g)按接线号正确接入各电箱连接线。
警告用户在接通机床的电源前,必须确认接入各电箱的电源符合机床使用说明书的要求,导线的连接必须正确。
否则,将可能造成电气设备的损坏或导致安全隐患。
2.2.6 引进电源的总接地端子的接地要求应符合使用说明书的规定,接地线应采用多股铜芯软线并与接地铜排连接。
2.2.7 机床与厂房的接地系统连接应可靠。
2.3 调整 2.3.1 液压调整 a)油泵及系统压力调整 当压力计的指示压力未达到或超过说明书规定值而引起性能影响时,可将工作台处于低速或停止位置上进行调整,将各相应压力阀(如减压阀、润滑油稳定器)的螺母拧下,旋转调节螺钉。
必须注意在调整时将相应的压力计打开,避免盲目调整而造成故障,调整后将螺母锁紧,同时注意压力数字有否变动,然后将压力计关闭或调整到最低压力档。
b)润滑油量调整 当发现导轨润滑油过多(过量溢出导轨或产生移动部件浮动)或过少时(移动时产生爬行现象或导轨表面无润滑油层),可调整润滑油稳定器上的调整螺钉,一般如油量过多,则首先检查压力是否过高,确认压力过高,须降低压力。
如油量过少则相反。
2.3.2工作台调整 a)对于液控的工作台移动式机床应打开工作台放气阀,移动工作台 来回往复数个来回,排尽油缸及系统内的空气,然后关闭放气阀; b)根据工件的要求调整锥度。
2.3.3机床使用以前应按以下内容检查并调整机床:a)检查油池及油箱的油液高度是否达到液位指示线; b)检查油液牌号及质量是否符合使用说明书的规定; c)检查油管及电器管、冷却水管等是否扎紧固定,是否有缠绕,拉断 的危险; d)各操作手柄(手轮)应置于关闭或卸荷位置; e)砂轮架(磨头)置于后退位置; f)各运动部件不应互相碰撞; g)检查油泵电机运转方向是否正确,运转是否正常; h)检查主油路、辅助油路及润滑油路的压力,是否符合使用说明书的 规定(有卸荷功能要求的机床,主油路的压力应调至最低,并应将卸荷操作手柄转至停止位置,然后检查压力)。