三坐标测量机教材
- 格式:ppt
- 大小:24.74 MB
- 文档页数:69

三坐标测量机的使用说明一、开机步骤二、装验侧头三、建立零件坐标系四、手动测量特征元素五、形位公差评价六﹑如何生成﹑编辑数据报告和图形报告七﹑自动测量特征素八﹑构造特征元素九﹑对CAD图形的工件进行自动测量十﹑迭代法建立坐标系对测量的影响因素及日常保养一﹑压缩空气对测量仪的影响二﹑温度对测量仪的影响三﹑湿度对测量仪的影响四﹑影响测量仪的因素五﹑如何掌握测量仪的精度情况六﹑旋转测座的校正及使用七﹑Z轴的调整八﹑行程终开关的保护及调整九﹑测头回退失败的问题一.开机步骤1.开气:使气压稳定在0.4-0.5MPa2.开控制柜:测量机自检,这时控制器灯全亮,当部分灯灭,自检结束。
3.加电:按控制器Math star键4.打开PC-DIMS软件5.工作台“回家”作台“回家” :每次开启控制柜,系统自检完毕,机器加电后进入PC-DIMS,软件会提示您“回家”,点击“确定”后,CMM三轴(X.Y.Z轴)会依次回到机械的零点,这个过程称之为“回家”二. 校验测头1.目的2.测杆校验的步骤3.查看结果1):目的在进行工件测量时,在程序中出现的数值是软件记录测杆红宝石球心的位置,但实际是红宝石球表面接触工件,这就需要对实际的接触点与软件记录的位置沿着测点矢量方向进行测头半径.位置的补偿。
通过校验,消除以下三方面的误差:a.理论测针半径与实际测针半径之间的误差;b.理论测杆长度与实际测杆长度的误差;c.测头旋转角度之误差;通过检验消除以上三个误差得到正确的补偿值。
因此校验结果的准确度,直接影响工作的检测结果。
2).测杆校验的步骤(1).新建测量程序输入图号(2).定义测头文件在文本框“侧头文件”一栏中填入文件名(3).定义测头系统在“测头说明”下拉菜单中选中当前测量机上所使用的测头系统。
测头系统分五大部分:a.测座(PROBE)b.转接器(CONTER)c.测头(PROBE)d.加长杆(EXTENT)e.测针(TIP)4).添加角度工件测量过程中使用的每个角度都是由A角B角构成的绕机器坐标系x轴旋转的角度为A角范围为0~105度;绕z轴旋转的叫定义为B 角,范围0 ~360度。
三坐标培训教程标题:三坐标培训教程引言:三坐标测量机(CMM)是一种高精度、高效率的测量设备,广泛应用于机械制造、航空航天、汽车制造等领域。
为了更好地掌握三坐标测量机的操作和应用,本文将为您介绍三坐标培训教程,帮助您快速上手并熟练使用三坐标测量机。
第一章:三坐标测量机概述1.1 三坐标测量机的定义三坐标测量机是一种通过测量物体在三个坐标轴上的坐标值来确定其形状、尺寸和位置的测量设备。
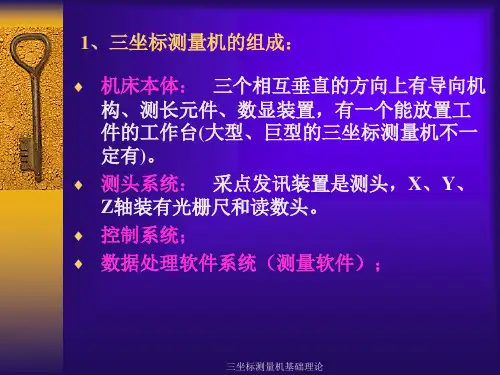
它主要由测量系统、控制系统、数据处理系统和机械结构组成。
1.2 三坐标测量机的分类根据测量范围和测量方式的不同,三坐标测量机可以分为桥式三坐标测量机、龙门式三坐标测量机、水平臂式三坐标测量机等。
1.3 三坐标测量机的应用领域三坐标测量机广泛应用于机械制造、航空航天、汽车制造、模具制造、电子制造等行业,用于检测工件的尺寸、形状、位置误差等。
第二章:三坐标测量机的操作流程2.1 开机准备(1)检查设备是否正常,包括电源、气源、水源等。
(2)开启设备,进行预热。
(3)检查测量系统的探头、测针等是否完好。
2.2 编程与测量(1)根据工件的特点和测量要求,编写测量程序。
(2)将工件放置在测量机的工作台上,并调整工件位置。
(3)运行测量程序,进行自动测量。
2.3 数据处理与分析(1)测量完成后,对测量数据进行处理,包括滤波、平滑等。
(2)分析测量数据,得出工件的尺寸、形状、位置误差等。
(3)根据测量结果,对工件进行评价和判断。
2.4 关闭设备测量完成后,关闭设备,并进行清洁和维护。
第三章:三坐标测量机的维护与保养3.1 设备清洁定期对三坐标测量机进行清洁,包括测量系统、工作台、导轨等部件。
3.2 探头校准定期对探头进行校准,保证测量精度。
3.3 润滑保养定期对设备的运动部件进行润滑保养,延长设备使用寿命。
3.4 故障排除遇到设备故障时,及时进行排查和维修,保证设备正常运行。
第四章:三坐标测量机的操作技巧与注意事项4.1 操作技巧(1)掌握测量程序的编写方法,提高测量效率。
三坐标培训教程引言:三坐标测量机(CMM)是一种高精度、高效率的测量设备,广泛应用于机械制造、航空航天、汽车制造等领域。
为了更好地掌握三坐标测量机的操作和应用,本文将为您介绍三坐标培训教程,帮助您快速上手并熟练使用三坐标测量机。
第一章:三坐标测量机概述1.1三坐标测量机的定义三坐标测量机是一种通过测量物体在三个坐标轴上的坐标值来确定其形状、尺寸和位置的测量设备。
它主要由测量系统、控制系统、数据处理系统和机械结构组成。
1.2三坐标测量机的分类根据测量范围和测量方式的不同,三坐标测量机可以分为桥式三坐标测量机、龙门式三坐标测量机、水平臂式三坐标测量机等。
1.3三坐标测量机的应用领域三坐标测量机广泛应用于机械制造、航空航天、汽车制造、模具制造、电子制造等行业,用于检测工件的尺寸、形状、位置误差等。
第二章:三坐标测量机的操作流程2.1开机准备(1)检查设备是否正常,包括电源、气源、水源等。
(2)开启设备,进行预热。
(3)检查测量系统的探头、测针等是否完好。
2.2编程与测量(1)根据工件的特点和测量要求,编写测量程序。
(2)将工件放置在测量机的工作台上,并调整工件位置。
(3)运行测量程序,进行自动测量。
2.3数据处理与分析(1)测量完成后,对测量数据进行处理,包括滤波、平滑等。
(2)分析测量数据,得出工件的尺寸、形状、位置误差等。
(3)根据测量结果,判断工件是否符合要求。
2.4关闭设备测量完成后,关闭设备,清理工作台,整理测量工具。
第三章:三坐标测量机的维护与保养3.1设备的日常维护(1)保持设备清洁,定期清理工作台和测量系统。
(2)检查设备的各个部件,如导轨、丝杠、探头等,确保其正常工作。
(3)定期检查设备的电源、气源、水源等,确保其稳定供应。
3.2设备的定期保养(1)定期对设备进行校准,确保测量精度。
(2)定期对设备的机械结构进行润滑,延长设备使用寿命。
(3)定期对设备的控制系统和数据处理系统进行升级和维护。


Ø能独立看懂各类机械图纸Ø熟悉形位公差Ø熟练使用OFFICE 软件Ø熟练使用AUTOCAD 绘图软件Ø熟悉三角函数的计算Ø了解直角坐标、极坐标的含义Ø具备谨慎的工作态度,高效的工作方法一、分析;对照工件,分析图纸,明确一下要求:1、明确工件的设计基准、工艺基准、检测基准,确定建立零件坐标系时应测量哪些元素来建立基准,并采用何种建立坐标系方法;2、确定需要检测的项目,应该测量哪些元素,以及测量这些元素时大致的先后顺序;3、根据需要测量的特征元素,确定工件合理的摆放方位,采用合适的夹具,并尽可能保证一次装夹完成所有元素的测量,避免二次装夹;4、根据工件的摆放方位及检测元素,选择合适的测头组件,并确定需要的测头角度;工件图纸的分析过程是工件检测的基础;二、测头的定义及校验在对工件进行检测之前,需对所使用的测杆进行定义及校验。
在PC-DMIS的测头功能中按照实际采用的测杆配置进行定义,并添加所用到的测头角度,之后用标准球对其进行校验,得到正确的球径和测头角度。
校验结果的准确度,直接影响工件的检测效果。
测头校验的方法与步骤请见第一讲三、手动测量特征元素什么叫特征元素?点、直线、平面、圆、圆柱、圆锥、球、圆槽等这些都称之为特征元素。
不是所有的特征元素都可以手动测量的,手动测量的特征元素类型:点、直线、平面、圆、圆柱、圆锥、球。
这些特征元素的最少测点数为:直线:2点,平面:不在同一直线上的三点,圆:不在同一直线上的三点(必须在同一平面内),圆柱:6个点分两层圆锥:6点分两层,球:4点(三点一层,一点一层)四、建立零件坐标系PCSPCDMIS对于零件坐标系的建立主要提供两种方法:3—2—1法:主要应用于零件坐标系位于工件本身(质心在工件本身),且在机器的行程范围内能找到坐标原点,适用于比较规则的工件。
迭代法:主要应用于零件坐标系不在工件本身或无法直接通过基准元素建立坐标系的工件上,适用于钣金件、汽车和飞机配机等类型工件。