冲压模具弹簧固定座课程设计
- 格式:ppt
- 大小:2.58 MB
- 文档页数:45

塑性成形工艺与模具设计课程设计说明书设计题目:压紧弹簧座拉深模具设计班级:机械114班姓名:程旗凯学号: 11550411指导教师:李凝2014年12月目录第1章概述 (1)1.1研究课题的目的和意义 (1)1.2国内外研究概况及发展趋势 (1)第2章冲压件工艺性分析 (4)2.1课题设计 (4)2.2工艺性分析 (5)2.3毛坯形状、尺寸和下料方式的确定 (5)2.3.1毛坯尺寸确定 (5)2.3.2搭边值选取 (6)2.3.3 排样和材料的利用 (6)2.4冲模结构的确定 (8)第3章主要设计计算 (9)3.1拉深工艺规划 (9)3.1.1拉深次数的确定 (9)3.1.2拉深尺寸计算 (10)3.1.3拉深工艺力计算 (11)3.2冲裁工艺规划 (11)3.3压力机吨位确定 (12)3.4压力中心的确定 (13)3.5凸,凹模尺寸计算 (14)第4章模具总体设计 (16)4.1模具类型的选择 (16)4.2定位方式的选择 (16)4.3卸料﹑出件方式的选择 (16)4.3.1 出件方式选择 (16)4.3.2 卸料方式选择 (16)4.4导向方式的选择 (17)4.5拉深凸模结构的设计 (17)4.6凹模结构的设计 (17)4.7凸凹模的的结构设计 (19)第5章模具装配与冲压设备校核 (21)5.1模具装配 (21)5.2冲压设备的选择 (22)5.3模具闭合高度的校核 (22)第1章概述1.1研究课题的目的和意义近年来,由于模具技术的迅速发展,模具设计与制造已成为一个行业越来越来引起人们的重视。
模具是现代工业生产中重要的工艺装备,他在各种生产行业,特别是冲压和塑料成形加工中,应用极为广泛。
我国模具工业总产值中,冲压模具的产值约为50%。
现代模具技术的发展,在很大程度上依赖于模具标准化的程度,优质模具材料的研究,先进的模具设计和制造技术,专用的机床设备及高水平的生产技术管理等等,但其中模具设计是至关重要的一个方面。
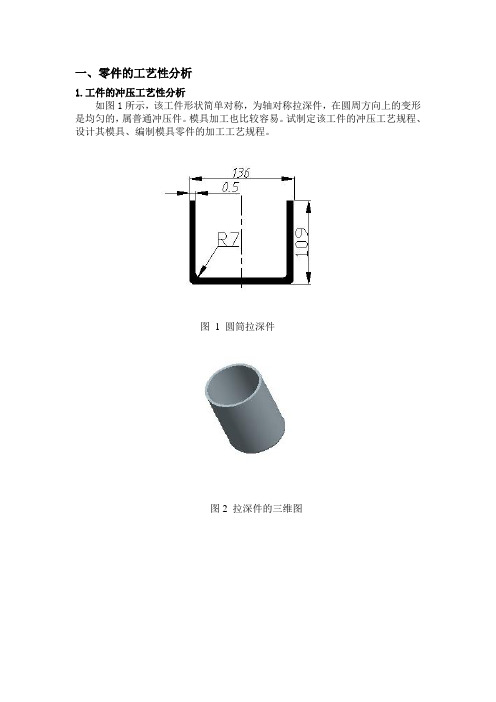
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。

弹簧片冲压课程设计一、课程目标知识目标:1. 学生能够理解弹簧片冲压的基本概念,掌握冲压工艺的原理和流程。
2. 学生能够掌握弹簧片材料的选择、冲压模具的设计以及冲压参数的确定。
3. 学生能够了解弹簧片冲压过程中的质量控制要点和安全操作规范。
技能目标:1. 学生能够运用所学知识,独立设计简单的弹簧片冲压模具。
2. 学生能够操作冲压设备,完成弹簧片的冲压加工,并达到预定的尺寸精度。
3. 学生能够分析和解决弹簧片冲压过程中出现的问题,提高工艺改进的能力。
情感态度价值观目标:1. 学生培养对制造工艺的热爱和敬畏,增强对制造业的认同感。
2. 学生树立质量意识,注重细节,追求卓越,培养良好的职业素养。
3. 学生通过团队合作,培养沟通协调能力和团队合作精神。
课程性质:本课程为制造工艺类课程,结合实际生产案例,培养学生的动手操作能力和实际问题解决能力。
学生特点:学生具备一定的机械基础知识,但对弹簧片冲压工艺了解较少,需要结合实际操作,提高学生的实践能力。
教学要求:教师需采用讲授与实践相结合的教学方法,注重学生的参与和动手操作,提高学生对弹簧片冲压工艺的理解和应用能力。
通过课程目标的分解和教学设计,使学生在课程结束后能够达到预定的学习成果。
二、教学内容1. 弹簧片冲压基础知识:包括弹簧片的概念、分类、应用领域,冲压工艺的基本原理和过程,弹簧片材料性能及选择。
教材章节:第二章“弹簧片的设计与制造”2. 冲压模具设计:冲压模具的结构、类型及设计原则,冲模零部件的选用,弹簧片冲压模具的设计步骤和注意事项。
教材章节:第三章“冲压模具的设计与制造”3. 弹簧片冲压工艺参数:包括冲压力、冲压速度、模具间隙等参数的确定方法,以及参数对冲压质量的影响。
教材章节:第四章“冲压工艺参数的选择与优化”4. 弹簧片冲压质量控制:介绍冲压过程中常见质量问题及解决方法,质量控制措施和安全操作规范。
教材章节:第五章“冲压质量控制与安全管理”5. 实践操作:安排学生进行弹簧片冲压模具设计、操作冲压设备,完成实际冲压加工,培养动手操作能力和实际问题解决能力。

弹簧片冲压模具设计扬州市职业大学模具设计与制造综合实训课程设计题目弹簧片冲压模具设计院系机械工程学院专业班级09模具(2)姓名徐亚学号**********指导教师孙庆东2011年12 月08 日5弹簧片冲压模具设计2 2摘 要随着冲压模具行业的不断发展,各种产品的设计和产品的最终形成越来越与之密切相关。
本文针对弹簧片冲压模具设计的应用进行阐述。
该模具设计首先对弹簧片零件结构进行工艺分析和工艺方案的优化选择,然后进行模具结构形式的确定,排样图设计,总的冲压力计算(计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、压边力、弯曲力、顶料力等,并对压力机进行了合理的吨位初选)及压力中心计算,刃口尺寸计算,弹簧、橡胶件的计算和选用,凸模、凹模或凸凹模结构设计以及其他冲模零件的结构设计,绘制模具装配图和工作零件图。
该零件的制造采用级进模具分步进行,通过下料、冲孔(冲Φ6孔)、切边(先切左边后弯后切右边)、弯曲(先预弯再弯曲)、落料、检验对弹簧片零件进行加工。
这几部工艺用一种模具对同一工件进行生产,减轻模具的复杂度和模具设计的经济成本。
关键词:弹簧片;级进模;工艺分析弹簧片冲压模具设计3 3目 录引言(绪论)一、冲裁件工艺性分析 (8)二、确定冲压工艺方案 (9)三、确定模具结构形式 (9)四、工艺计算 (9)1.计算毛坯尺寸 (9)2.排样图设计 (10)3.计算材料利用率η (11)4.冲压力计算 (12)5.初选压力机 (13)6.计算压力中心 (15)7.步距精度计算 (15)8.凸、凹模刃口尺寸计算 (17)9.卸料板孔口尺寸计算 (18)10.凸模固定板孔口尺寸计算 (20)五、填写冲压工艺卡 (21)六、模具结构设计 (21)1.凹模设计 .................................................................................... 21 2选择模架及其他冲模零件尺寸设计 . (22)七、模具总装配图及零件图 (22)八、校核压力机安装尺寸 (22)九、编写技术条件 (22)十、凹模零件加工工艺设计 (22)1.工艺性分析 (22)2.模具材料及热处理分析 (23)3.重要技术条件要求 (23)4.拟定工艺路线 (23)5.选择毛坯的制造方式 (24)6.制定凹模零件的工艺规程 (24)7.漏料孔的加工 (24)8.锻件毛坯下料尺寸与锻压路线确定 ...................................................... 25 小结 ............................................................................................... 25 致谢 .. (26)4弹簧片冲压模具设计参考文献 (26)4弹簧片冲压模具设计绪论本次实训设计的零件是弹簧片,弹簧片是主要用于机械工业和汽车工业中的附属零件。

压紧弹簧座冷冲压工艺与模具设计(Technological analysis of the Compress spring Block and design of the die)摘要在此次设计中分析了压紧弹簧座冲压件的结构及工艺性。
详细介绍了圆筒形拉深件的毛坯展开尺寸的计算方法及工序计算,通过对零件的工艺分析,改进了工艺方案,确定了合理的冲压工艺方案。
为了减少模具的投入取得良好效果,设计了落料-拉伸、冲孔-整形两套复合模具,用一套复合模来完成落料拉深工序,用另一套复合模来完成拉深兼整形工序;并介绍了冲压各工序模具的结构特点及工作过程,并对模具主要零件的设计制造作了介绍;对落料拉深模具结构的设计、模具关键参数的选取以及模具工作过程作了阐述;该模具结构合理、可靠、工作稳定,能保证产品质量,对相同类型零件的模具设计具有参考作用。
关键词:冲压工艺;模具设计;弹簧座;中批AbstractThe structure and the technological process of the compress spring block were analyzed .The calculation of the performs cylinder-shaped draw blacking and the process were introduced in the design .By the technology analysis of the parts; the paper improves the technical scheme. Appropriate stamping process plan was determined through the analysis of forming process of compress spring block parts. Over the punching process analysis to parts, two compound dies are designed, a set of procedures of compound die to complete blanking and drawing are used. Another compound die is to complete drawing and sizing. The structure and working process of die on each operation were introduced. As well as, the main parts design and manufacture of die are stated.Key Words: Hurtle to press the craft; the molding tool design; spring block; Medium batch目录摘要 (2)Abstract (3)文献综述 (5)1 引言 (12)2 零件分析(本设计计算所涉查表、图、公式均取自《冲压手册》) (12)2.1 零件的生产纲领及生产类型 (12)2.2 零件的功用与经济性分析 (12)2.3 零件的工艺性分析 (12)3 冲压工艺方案的分析与确定 (13)3.1 工序性质与数量的确定 (13)3.2 冲压工艺方案的确定 (14)4 主要工艺参数计算 (15)4.1确定排样与裁板方案 (15)4.2 确定中间各工序件尺寸(按中线尺寸计算) (15)5 计算各工序冲压力选择冲压设备,设计冲模及其主要零部件 (18)6 结束语 (27)参考文献 (27)致谢 (29)文献综述近几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产中的广泛应用上,更重要的是人们对冲压技术认识与掌握的程度有了质的飞跃。

本科学生毕业设计弹簧片冲压模具设计院系名称:机电工程学院专业班级:_______ 材控]]_1 ___________ 学生姓名:刘及红__________ 指导教师:翁江翔__________ 职称:副教授__________黑龙江工程学院二O—五年六月The Graduation Design for Bachelor^ s Degree Stamping Die Design for Spring PlateCandidate: Liu YuhongSpecialty: Material Forming and Control Engineering Class: 11~1Supervisor: Associate Prof. Weng JiangxiangHeilongjiang Institute of Technology2015 • 6 Harbin通过对弹簧片零件的工艺分析,确定用高效可靠的级进模生产,用夹持送料机构解决了条料的送进问题,双侧刃确定步距和导向,排样采用单排样,解决了制件弯曲回弹,并对送料机构进行了力学分析,推导出了拉簧和扭簧的设计公式,对拉簧做了可靠性分析,保证了送料的可靠性。
关键词:多工位级进模;弹簧片;自动送料机构;拉簧;侧刃;扭簧;可靠性ABSTRACTThrough to presses the reed components the craft analysis, determined uses the highly effective reliable level to enter the mold production, the solution strip mat erial which the use pull feed organization succeeds delivers the question, a double side edge control step of distance, arranged the type way to use the single line type , the success solution work piece curving snapping back, and has carried on mechanics analysis to the feed mechanism, and inferred the extension spring and the torsional spring design formula, Has made the fail-safe analysis to the extension spring, has guaranteed the feeding reliability.Keywords: The Multi-locations Level Enters The Mold; Feed Control Organization; Presses The Reed; Side Edge; Extension Spring; Torsional Spring ; Reliability・Ill / 61摘要 (I)Abstract (II)第1章绪论 (1)1.1课题的来源及背景 (1)1.2冲压模具的发展现状 (1)1.3冲压模具的发展趋势 (4)第2章弹簧片级进模设计 (5)2.1弹簧片零件工艺分析 (5)2.2工艺计算 (7)2.3排样及排样图设计 (7)2.3. 1计算材料利用率 (9)2.3.2条料宽度的确定 (11)2. 3. 3导料板间距离 (12)2.4计算冲裁力 (13)2. 4. 1计算卸料力及推件力 (15)2.5计算弯曲力 (16)2.5. 1校正弯曲力 (17)2.5.2弯曲回弹量的确定 (17)2. 5. 3计算顶件力和压料力 (19)2. 6总冲压力和选择压力机 (19)2.6.1冲压设备类型的选择 (19)2.6.2确定设备的规格 (20)2.7计算模具压力中心 (21)2.8冲裁模具间隙及凹模、凸模工作部分尺寸计算 (23)2.9凸模和凹模的结构设计 (25)2. 9. 1凹模设计 (25)2.9.2凹模的刃口形式 (26)2. 9. 3模架选择及相关零件的选择 (26)2.9.4凸模设计 (27)2.9.5校核凸模强度 (31)2. 9. 6校核压应力 (34)2.9.7计算凸模垫板承压 (35)2.9.8定距侧刃 (36)2. 9. 9导柱、导套 (36)2. 9. 10卸料螺钉 (36)2.9. 11导正销的设计 (37)2.9. 12选择模柄 (38)2. 10弹簧和橡胶零件的设计 (38)2. 11模具的工作原理 (42)2.12本章小结 (42)第3章自动送料机构 (44)3.1自动送料机构的分类 (44)3.2自动送料机构的选择 (44)3.3本章小结 (46)第4章绘制模具总装配图 (47)第5章工程影响分析 (48)结论 (49)参考文献 (51)致谢 (52)第1章绪论1.1课题的来源及背景自改革开放以来,我国经济高速发展,市场需求越来越大。
冲压模具课程设计说明书学院名称:材料工程学院专业:机械设计制造及其自动化班级:学号:姓名:指导教师姓名:指导教师职称:讲师二〇一二年六月目录第1章绪论 (1)第2章工艺分析与计算 (2)2.1工艺分析 (2)2.2工艺计算 (3)第3章模具零部件及结构设计 (12)3.1零部件设计 (12)3.2总体设计 (19)第4章三维造型设计 (20)4.1零部件造型设计 (20)4.2总体造型设计 (22)参考文献 (23)第1章绪论模具技术水平的高低是衡量一个国家制造业水平的重要标志之一。
我国工业的进一步发展要求模具行业向大型、精密、复杂、高效、长寿命和多功能方向发展。
文章从模具的发展历史出发,总结了国内冷冲压模具的发展现状,探讨了国内冷冲压模具发展的新方向。
模具是高新技术产业的一个组成部分,是工业生产的重要基础装备,用模具生产的产品,其价值往往是模具价值的几十倍。
模具技术是一门技术综合性强的精密基础工艺装备技术,涉及新技术、新工艺、新材料、新设备的开发与推广应用,是冶金、材料、计量、机电一体化、计算机等多门学科以及铸、锻、热处理、机加工、检测等诸多工种共同打造的系统工程。
用模具生产制品具有高效率、低消耗、高一致性、高精度和高复杂程度等特点,这是其他任何加工制造方法所不及的。
目前,模具制造业已成为与高新技术产业互为依托的产业,模具工业技术水平的高低已成为衡量国家制造业水平的重要标志之一。
采用模具生产制件与零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切削加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员么有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其他加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化特点。
冷冲压模具是实现冷冲压技术迅速发展的关键,为了巩固所学的知识熟悉有关资料,并全面的结合于实践,了解和掌握落料,拉深,冲孔等冲压工艺的基础理论,工艺特点,工艺计算,模具结构和模具设计的步骤。
一.引言模具是现代化工业生产的重要工艺装备。
在国民经济的各个生产部门都越来越多地依靠模具来进行生产加工。
在产品生产的各个阶段,无论是大量生产,批量生产,还是产品试制阶段,也都越来越地依赖于模具。
因此模具工业已是国民经济的基础工业。
现代工业产品的品种发展和生产效益的提高,在很大程度上取决于模具的发展和技术经济水平。
目前,模具已成为衡量一个国家,一个地区,一家企业制造水平的重要标志之一。
我国模具制造技术是随着现代工业建设而发展的。
在50年代以前,当国内需要少数模具,只有少数企事业可以仿制,主要依靠模具钳工凭着个人技艺制造一些间单的模具,如电话机听筒之类的模具。
50年代以后,随着国民经济建设高潮的到来,随着国际经济技术合作交流的发展,国外的模具技术书刊,模具设计手册,模具制造资料等逐渐介绍到我国,对指导和促进模具技术的发展起了重要的作用。
自1959年起,电火花成型加工机床开始应用于模具生产,采用成形磨削方法加工凸模和电极,用电火花成型加工凹模,卸料板型孔,使模具制造水平又有一个较大的提高。
随后,由于模具制造技术的不断改进,模具技术的研究,模具标准化工作的开展和模具新材料的开发也得到进一步的发展。
这时我国的模具工业开始形成,出现了一些模具专业厂。
近年来,改革开放和国民经济的高速发展,推动了模具技术和模具工业的新发展,模具的品种。
精度和数量有了很大的发展,模具对工业产品的影响也越来越大,模具也更加引起人们的关注,很多科研院所和高等院校在模具技术的基本理论,模具的设计与结构,模具制造加工技术,模具材料以及模具加工设备等方面都取得了可喜的实用性成果。
这个时期是模具技术发展最快最迅速的时期。
模具标准化工作是代表模具工业和模具技术发展的重要标志。
特种加工工艺设备的改进和提高,使模具加工的自动化程度和效率都大大提高。
模具新材料的应用,以及热处理技术和表面处理技术的开发和应用,使模具寿命大幅度地提高。
我国模具制造技术水平,从过去只能制造简单模具发展到可以制造大型,精密,复杂,长寿命模具。
弹簧座的课程设计一、课程目标知识目标:1. 学生能理解弹簧座的基本概念,掌握其构造、原理及功能;2. 学生能够运用物理知识,解释弹簧座的弹性、稳定性及其与力的关系;3. 学生了解弹簧座在生活中的应用,并能结合实际举例说明。
技能目标:1. 学生能够运用所学知识,设计简单的弹簧座模型,提高动手实践能力;2. 学生能够通过观察、实验等方法,分析弹簧座的性能,培养科学探究能力;3. 学生能够运用数学知识,计算弹簧座的弹性系数,提高问题解决能力。
情感态度价值观目标:1. 学生通过学习弹簧座的相关知识,激发对物理学科的兴趣和热情;2. 学生在学习过程中,培养团队合作精神,学会分享、交流与合作;3. 学生认识到科学技术在生活中的重要性,增强创新意识,提高社会责任感。
课程性质:本课程为物理学科课程,以实验和实践为主,结合理论知识,培养学生的科学素养。
学生特点:六年级学生具有一定的物理基础和实验操作能力,对新鲜事物充满好奇,善于观察和思考。
教学要求:结合学生特点,注重理论与实践相结合,提高学生的动手实践能力和问题解决能力。
通过课程学习,使学生能够将所学知识应用于实际生活,达到学以致用的目的。
同时,关注学生的情感态度价值观培养,提高其综合素质。
二、教学内容1. 弹簧座的概念与构造- 弹簧座的定义及分类- 弹簧座的构造及其组成部分- 弹簧座的弹性原理2. 弹簧座的性能与计算- 弹簧座的弹性、塑性及其转换- 弹簧座的弹性系数及其计算方法- 弹簧座的稳定性分析3. 弹簧座的应用与实例- 弹簧座在生活中的应用- 弹簧座在工程领域的应用- 弹簧座的创新设计与应用实例4. 弹簧座的实验与实践- 弹簧座弹性实验- 弹簧座稳定性实验- 设计制作简单的弹簧座模型教学内容安排与进度:第一课时:弹簧座的概念与构造第二课时:弹簧座的性能与计算第三课时:弹簧座的应用与实例第四课时:弹簧座的实验与实践教材章节关联:本教学内容与教材中“力与运动”章节相关,涉及弹簧、弹性、稳定性等概念。
冲压模具课程设计第一篇:冲压模具课程设计前言冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。
这些主要表现在飞行器钣金件、高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。
覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。
虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。
标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。
有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。
因此我们在学习完《飞机钣金成形原理和工艺》等模具相关基础课程后,安排了模具设计课程设计,以帮助我们掌握模具设计的过程,为以后参加工作打下基础。
设计内容一、零件的工艺性分析图1 零件图1)零件的尺寸精度分析如图1所示零件图,该零件外形尺寸为R11,19;内孔尺寸为R3,6,均未标注公差,公差等级选用IT14级,则用一般精度的模具即可满足制件的精度要求。
2)零件结构工艺性分析零件形状简单,适合冲裁成形。
3)制件材料分析制件材料为45钢,抗剪强度为432~549Mpa,抗拉强度为540~685Mpa,伸长率为16%。