常用术语及定义
- 格式:ppt
- 大小:120.00 KB
- 文档页数:19
常用经济名词解释汇编1、宏观调控:是国家对国民经济总量进行的调节与控制,是保证社会再生产协调发展的必要条件,也是社会主义国家管理经济的重要职能。
在中国,宏观调控的主要任务是:保持经济总量平衡,抑制通货膨胀,促进重大经济结构优化,实现经济稳定增长。
宏观调控主要运用价格、税收、信贷、汇率等经济手段和法律手段以及行政手段。
2、扩大内需:就是在生产相对过剩的情况下,调整经济结构(包括生产结构和消费结构),拓宽国际市场。
培育消费热点,以拉动经济的增长。
简言之,就是通过扩大投资需求和消费需求来拉动经济增长。
扩大内需必须实行积极的财政政策,稳健的货币政策和正确的消费政策。
3、经济周期:也称商业周期、景气循环,它是指经济运行中周期性出现的经济扩张与经济紧缩交替更迭、循环往复的一种现象。
是国民总产出、总收入和总就业的波动,是国民收入或总体经济活动扩张与紧缩的交替或周期性波动变化。
过去把它分为繁荣、衰退、萧条和复苏四个阶段,现在一般叫做衰退、谷底、扩张和顶峰四个阶段。
4、社会总产值:是指一定时期内(通常为1年)以货币表现的农业、工业、建筑业、运输邮电业和商业(包括饮食业和物资供销业)五大物质生产部门的总产值之和,也称社会总产品。
它是反映一个国家或地区在一定时期内物质生产总成果的重要指标。
它与国民生产总值不同之处在于,除了理论基础不同外,计算的范围和方法不同。
社会总产值是包括物耗在内的社会产品的总价值,而国民生产总值只是新增加的价值。
社会总产值只包括物质生产部门,而国民生产总值则包括非物质生产部门在内的国民经济各个部门。
5、GNP:英文Gross National Product的缩写,也就是国民生产总值,是指一个国家(地区)所有常住机构单位在一定时期内(年或季)收入初次分配的最终成果。
一个国家常住机构单位从事生产活动所创造的增加值(国内生产总值)在初次分配过程中主要分配给这个国家的常住机构单位,但也有一部分以劳动者报酬和财产收入等形式分配给该国的非常住机构单位。
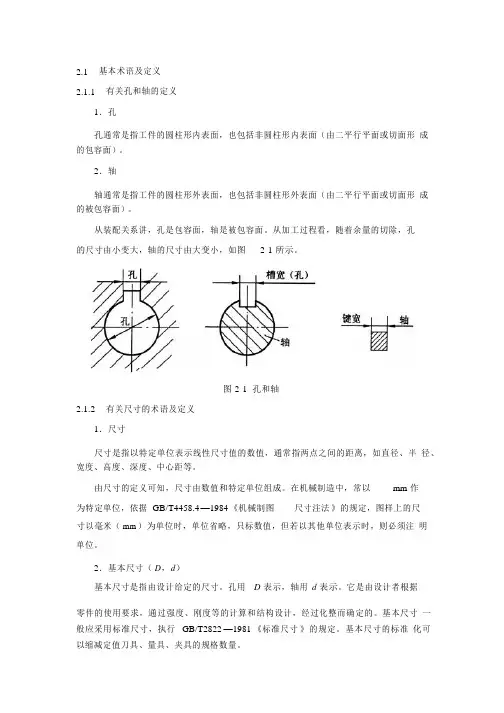
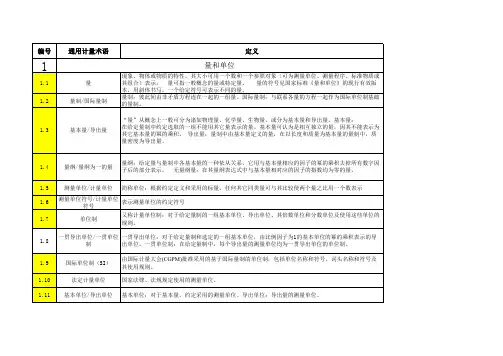
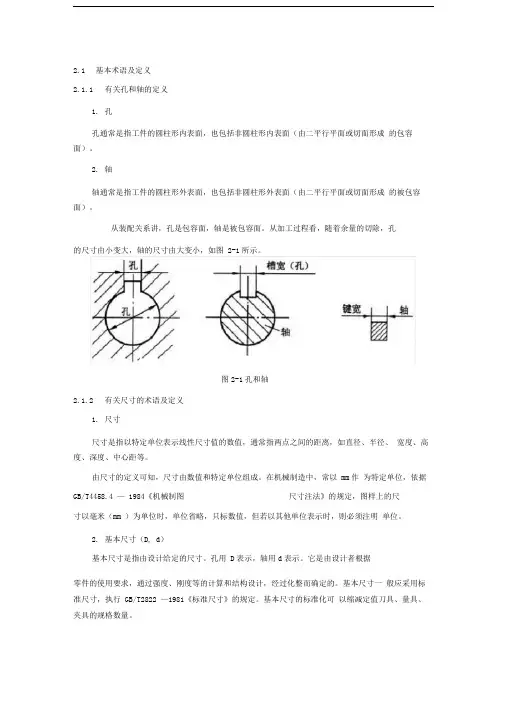
2.1 2.1.1基本术语及定义有关孔和轴的定义1.孔孔通常是指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)。
2.轴轴通常是指工件的圆柱形外表面,也包括非圆柱形外表面(由二平行平面或切面形成的被包容面)。
从装配关系讲,孔是包容面,轴是被包容面。
从加工过程看,随着余量的切除,孔的尺寸由小变大,轴的尺寸由大变小,如图2-1 所示。
图2-1 孔和轴2.1.2有关尺寸的术语及定义1.尺寸尺寸是指以特定单位表示线性尺寸值的数值,通常指两点之间的距离,如直径、半径、宽度、高度、深度、中心距等。
由尺寸的定义可知,尺寸由数值和特定单位组成。
在机械制造中,常以mm作为特定单位,依据GB/T4458.4—1984《机械制图尺寸注法》的规定,图样上的尺寸以毫米(mm)为单位时,单位省略,只标数值,但若以其他单位表示时,则必须注明单位。
2.基本尺寸(D,d)基本尺寸是指由设计给定的尺寸。
孔用 D 表示,轴用d 表示。
它是由设计者根据零件的使用要求,通过强度、刚度等的计算和结构设计,经过化整而确定的。
基本尺寸一般应采用标准尺寸,执行GB/T2822—1981《标准尺寸》的规定。
基本尺寸的标准化可以缩减定值刀具、量具、夹具的规格数量。
图样上标注的尺寸,通常均为基本尺寸。
)3.实际尺寸(D,da a实际尺寸是指通过测量得到的尺寸。
孔和轴的实际尺寸分别用D a和d a表示。
由于测量误差的存在,测得的实际尺寸并非被测尺寸的真值。
由于加工误差的存在,按同一图样要求加工的各个零件,其实际尺寸往往不同,即使是同一零件不同位置、不同方向的实际尺寸也往往不一样,如图2-2所示。
图2-2 实际尺寸4.极限尺寸极限尺寸是指一个孔或轴允许的尺寸的两个极端,即允许尺寸变化的两个界限值。
其中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。
孔和轴的最大极限尺寸分别用D max 和d m ax表示,最小极限尺寸分别用D min 和d m in表示。
压力测试常用术语及定义●并发用户•严格意义的并发:即所有的用户在同一时刻做同一件事情或者操作,这种操作一般指做同一类型的业务。
•广义范围的并发:这种并发与前一种并发的区别是尽管多个用户对系统发出了请求或者进行了操作,但是这些请求或者操作可以是相同的,也可以是不同的。
●并发用户数•并发用户数是指同时进行请求的客户数量•并发用户数用于模拟用户的真实负载情况(并发情况是对系统最大的考验)•并发数≠同时使用系统的用户数(VU)●虚拟用户数(VU)•同时使用系统的用户数●TPS(Transaction per Second):系统每秒处理事务数,单位是笔/秒。
(事务:整个业务交易处理的过程),若能获取到“高峰时段交易量(笔/小时)”的准确数值则TPS等于“高峰时段交易量/3600”,否则根据平均每日交易量(笔/日)及“压力指标建议内容及计算方法中”的公式计算高峰时段交易量。
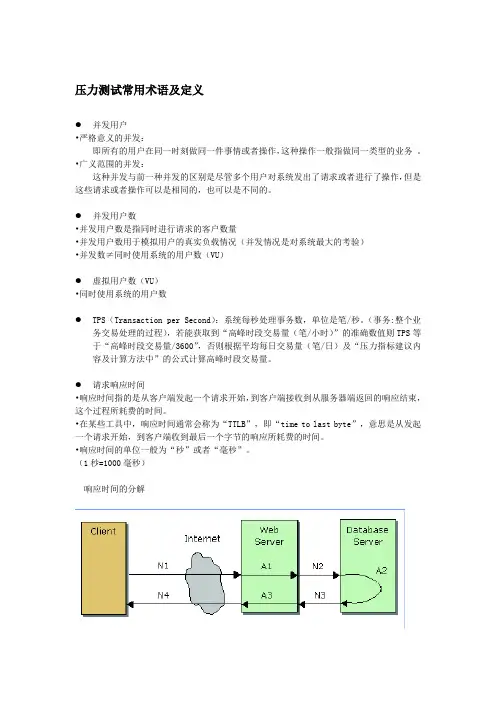
●请求响应时间•响应时间指的是从客户端发起一个请求开始,到客户端接收到从服务器端返回的响应结束,这个过程所耗费的时间。
•在某些工具中,响应时间通常会称为“TTLB”,即“time to last byte”,意思是从发起一个请求开始,到客户端收到最后一个字节的响应所耗费的时间。
•响应时间的单位一般为“秒”或者“毫秒”。
(1秒=1000毫秒)响应时间的分解•响应时间=网络响应时间+ 应用程序响应时间响应时间=(N1+N2+N3+N4)+(A1+A2+A3)●事务响应时间•站在业务角度定义的概念,主要指用户一些业务的响应情况, LoadRunner中体现为Transaction。
●系统资源阀值定义系统负载情况下,系统各类硬件资源的阀值。
1.CPU利用率阀值:不同负载情况下各应用服务器、数据库服务器等主机的CPU上限。
包括均值和最大值,缺省为70%。
2.其余还包含:内存占用,I/O吞吐率,网络带宽●错误率阀值错误率指系统在负载情况下,失败事务的概率。
一些常见术语
首次公开募股(Initial Public Offerings,简称IPO):是指企业透过证券交易所首次公开向投资者发行股票,以期募集用于企业发展资金的过程
私募股权投资(Private Equity)简称PE:是通过私募形式募集资金,对私有企业,即非上市企业进行的权益性投资,从而推动非上市企业价值增长,最终通过上市、并购、管理层回购、股权置换等方式出售持股套现退出的一种投资行为。
General Partner 普通合伙人:即普通合伙中的出资人、隐名合伙中的出名合伙人和有限责任合伙中的无限责任合伙人的统称。
在普通合伙中,合伙人参与合伙事务的管理,分享合伙收益,每个普通合伙人都对合伙债务负无限责任或者连带责任。
在隐名合伙和有限责任合伙中,只有其中的普通合伙人有权管理、决定合伙事务,对合伙债务负无限责任
一般而言,国内GP这个词用得比较多的是在有限合伙制企业中,在此类企业中有GP和LP的明确区分。
有限合伙制(Limited Partnership)是私募股权投资基金(PE)的主要组织形式私募股权投资基金(PE)的合伙人分为有限合伙人(LP, Limited Partner)及普通合伙人(GP, General Partner, 承担无限责任)。
简单而言,有限合伙人即真正的投资者,但不负责具体经营;只有其中的普通合伙人有权管理、决定合伙事务,负责带领团队运营,对合伙债务负无限责任。
常用的英文术语以及解释五重奏quintet由五件乐器分奏五个声部的室内乐弦乐五重奏string quintet由两把小提琴、两把中提琴、一把大提琴(或一把中提琴、两把大提琴)演奏的室内乐钢琴五重奏piano quintet由四件弦乐器与钢琴演奏的室内乐歌剧opera综合音乐、诗歌、舞蹈等艺术而以歌唱为主的一种戏剧形式。
轻歌剧operetta题材轻松、内容抒情、结构短小的一种戏剧性歌剧音乐喜剧musical comedy融戏剧、歌舞、音乐于一体的一种音乐剧。
富于幽默情趣与戏剧色彩,音乐通俗易懂。
咏叹调aria西洋歌剧、清唱剧或康塔塔中的独唱曲宣叙调recitative一种用以代替对白的歌剧。
节奏自由,曲调接近与朗诵歌曲song由歌词和音乐相结合、以表达思想、抒发情感的一种声乐体裁。
艺术歌曲art song侧重表现人的内心世界,歌词多采用著名诗词,曲调表现力强的抒情歌曲声乐套曲song cycle以同一诗人的诗为歌词,由一组内容为同一主题,同一故事歌曲组成的音乐统一体民歌folksong民间口头流传的歌曲牧歌madrigal由14世纪意大利田园曲演变成的多声部声乐曲清唱剧oratorio神剧或圣剧,介于歌剧和康塔塔之间的多乐章大型声乐套曲康塔塔cantata多乐章的大型声乐套曲大合唱grand vocal cycle包括独唱、重唱、对唱、齐唱与合唱(有时穿插朗诵)的,通常由管弦乐队伴奏的多乐章的大型声乐套曲声部voice凡结合两行以上的旋律或两个以上的音同时进行的音乐,称多声部音乐,其中每一行旋律或构成和弦进行的每一条音的线条即为一个声部美声唱法bel canto意大利文为优美的歌唱,并兼有美丽的歌曲的含义女高音soprano女声音域中最高的声部次女高音mezzo soprano次于女高音的女声。
音域在女高音与女中音之间。
(有人将次女高音称为女中音)女中音alto或contralto女声最低的声部。
术语和定义加★为必须掌握有关质量的5条术语:★1.1质量:一组固有特性满足要求的程度注1:术语“质量”可使用形容词如差、好或优秀来修饰。
注2:“固有的”(其反义是“赋予的”)就是指在某事或某物中本来就有的,尤其是那种永久的特性。
1.2要求:明示的、通常隐含的或必须履行的需求或期望1.3等级:对功能用途相同但质量要求不同的产品、过程或体系所作的分类或分级★1.4顾客满意:顾客对其要求已被满足的程度的感受注1:顾客报怨是一种满意程度低的最常见的表达方式,但没有抱怨并不一定表明顾客很满意。
注2:即使规定的顾客要求符合顾客的愿望并得到满足,也不一定确保顾客很满意。
1.5能力:组织、体系或过程实现产品并使其满足要求的本领2.有关管理的15条术语:2.1体系(系统):相互关联或相互作用的组要素2.2管理体系:建立方针和目标并实现这些目标的体系★2.3质量管理体系:在质量方面指挥和控制组织的管理体系★2.4质量方针:由组织的最高管理者正式发布的该组织总的质量宗旨和方向注1:通常质量方针与组织的总方针相一致并为制定质量目标(2.5)提供框架。
注2:本标准中提出的质量管理原则可以作为制定质量方针的基础(见0.2)。
★2.5质量目标:在质量方面所追求的目的注1:质量目标通常依据组织的质量方针(2.4)制定。
注2:通常对组织(3.1)的相关职能和层次分别规定质量目标。
2.6管理:指挥和控制组织的协调的活动2.7最高管理者:在最高层指挥和控制组织的一个人或一组人★2.8质量管理:在质量方面指挥和控制组织的协调的活动注:在质量方面的指挥和控制活动,通常包括制定质量方针(2.4)和质量目标(2.5)以及质量策划(2.9)、质量控制(2.10)、质量保证(2.11)和质量改进(2.12)。
★2.9质量策划:质量管理的一部分,致力于制定质量目标并规定必要地运行过程和相关的资源以实现质量目标2.10质量控制:质量管理的一部分,致力于满足质量要求2.11质量保证:质量管理的一部分,致力于提供质量要求会得到满足的信任2.12质量改进:质量管理的一部分,致力于增强满足质量要求的能力2.13持续改进:增强满足要求的能力的循环活动2.14有效性:完成策划的活动和达到策划结果的程度2.15效率:达到的结果与所使用的资源之间的关系3.有关组织的7条术语:★3.1组织:职责、权限和相互关系得到安排的一组人员及设施示例:公司、集团、商行、企事业单位、研究机构、慈善机构、代理商、社团或上述组织的部分或组合。
2.1基本术语及定义2.1.1有关孔和轴的定义1.孔孔通常是指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)。
2.轴轴通常是指工件的圆柱形外表面,也包括非圆柱形外表面(由二平行平面或切面形成的被包容面)。
从装配关系讲,孔是包容面,轴是被包容面。
从加工过程看,随着余量的切除,孔的尺寸由小变大,轴的尺寸由大变小,如图 2-1所示。
图2-1孔和轴2.1.2有关尺寸的术语及定义1.尺寸尺寸是指以特定单位表示线性尺寸值的数值,通常指两点之间的距离,如直径、半径、宽度、高度、深度、中心距等。
由尺寸的定义可知,尺寸由数值和特定单位组成。
在机械制造中,常以 mm作为特定单位,依据GB/T4458.4 — 1984《机械制图尺寸注法》的规定,图样上的尺寸以毫米(mm )为单位时,单位省略,只标数值,但若以其他单位表示时,则必须注明单位。
2.基本尺寸(D, d)基本尺寸是指由设计给定的尺寸。
孔用 D表示,轴用d表示。
它是由设计者根据零件的使用要求,通过强度、刚度等的计算和结构设计,经过化整而确定的。
基本尺寸一般应采用标准尺寸,执行 GB/T2822 —1981《标准尺寸》的规定。
基本尺寸的标准化可以缩减定值刀具、量具、夹具的规格数量。
图样上标注的尺寸,通常均为基本尺寸。
3.实际尺寸(D a, d a>实际尺寸是指通过测量得到的尺寸。
孔和轴的实际尺寸分别用D a和d a表示。
由于测量误差的存在,测得的实际尺寸并非被测尺寸的真值。
由于加工误差的存在,按同一图样要求加工的各个零件,其实际尺寸往往不同,即使是同一零件不同位置、不同方向的实际尺寸也往往不一样,如图2-2所示。
4.极限尺寸极限尺寸是指一个孔或轴允许的尺寸的两个极端,即允许尺寸变化的两个界限值。
其中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。
孔和轴的最大极限尺寸分别用D max和d max表示,最小极限尺寸分别用D min和d min表示。
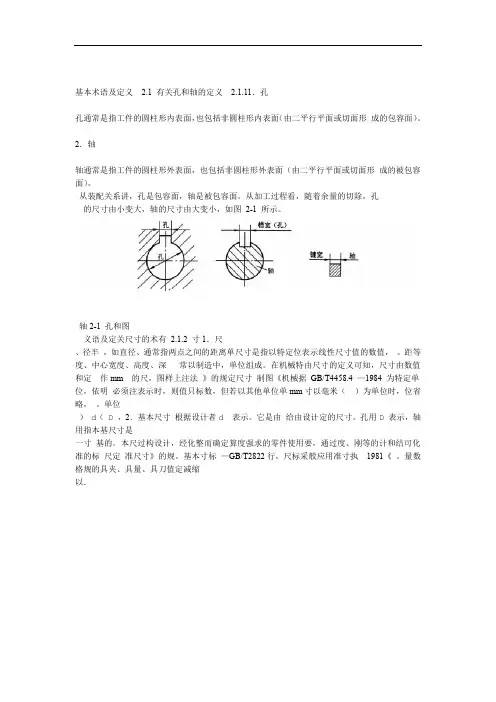
基本术语及定义 2.1有关孔和轴的定义 2.1.11.孔孔通常是指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)。
2.轴轴通常是指工件的圆柱形外表面,也包括非圆柱形外表面(由二平行平面或切面形成的被包容面)。
从装配关系讲,孔是包容面,轴是被包容面。
从加工过程看,随着余量的切除,孔的尺寸由小变大,轴的尺寸由大变小,如图2-1 所示。
轴2-1 孔和图义语及定关尺寸的术有2.1.2寸1.尺、径半,如直径、通常指两点之间的距离单尺寸是指以特定位表示线性尺寸值的数值,。
距等度、中心宽度、高度、深常以制造中,单位组成。
在机械特由尺寸的定义可知,尺寸由数值和定作mm的尺,图样上注法》的规定尺寸制图《机械据GB/T4458.4 —1984 为特定单位,依明必须注表示时,则值只标数,但若以其他单位单mm寸以毫米()为单位时,位省略,。
单位)d(D ,2.基本尺寸根据设计者d 表示。
它是由给由设计定的尺寸。
孔用D 表示,轴用指本基尺寸是一寸基的。
本尺过构设计,经化整而确定算度强求的零件使用要,通过度、刚等的计和结可化准的标尺定准尺寸》的规。
基本寸标—GB/T2822行,尺标采般应用准寸执1981《。
量数格规的具夹、具量、具刀值定减缩以.。
为基本尺寸样上标注的尺寸,通常均图)D际尺寸(3.实d,a a表示。
由D和d用分别的实际尺寸孔测量得到的尺寸。
和轴实际尺寸是指通过aa在,按同。
由于加工误差的存并存在,测得的实际尺寸非被测尺寸的真值于测量误差的向不同方一零件不同位置、零件,其实际尺寸往往不同,即使是同各一图样要求加工的个。
所示一样,如图2-2 的实际尺寸也往往不尺寸图2-2 实际尺寸4.极限。
化的两个界限值寸的尺寸的两个极端,即允许尺变轴极限尺寸是指一个孔或允许限和轴的最大极个小的一称为最小极限尺寸。
孔的其中较大一个称为最大极限尺寸,较DD表示。
表示,最小极限尺寸分别尺寸分别用用 dd和和inmin max mmax极到的。
电弧缝焊arc seam weld 采用电弧焊方法焊成的缝形焊缝。
电弧点焊arc spot weld 采用电弧焊方法焊成的点状焊缝。
弧伤arc strike 由于疏忽大意,使电能在完成的焊缝(或母材)表面与焊条或磁探头(电流源)之间通过,从而发生电弧,造成在完成的焊缝(或母材)的外形轮廓上的任何烧伤。
螺柱弧焊arc stud swelding 一种弧焊方法。
此法在金属螺柱(或类似零件)和另一工件之间引发电弧,直至被连接的表面受到适当加热,然后再以压力使两者接合起来。
在螺柱外围加一陶瓷护套,可以获得适当的部分保护。
焊剂或保护气体可用可不用。
电弧焊arc welding 电弧焊是指某一焊接方法群,此焊接方法群是以单弧或多弧加热的办法来实现接合,填充金属可用可不用,外加压力亦可用可不用。
焊态as-welded 焊缝金属、焊接接头和焊件,在焊接后未接受任何后续处理例如热处理、机械处理或化学处理之前的状态。
自动焊automatic welding 采用施焊时间无需焊接操作工调节控制钮的机器进行的焊接。
这类焊机可以也可以不执行装卸工件的工作,参见机动焊。
背面清根back gouging 从一个部分焊接的接头的另一面清除一些焊缝金属和母材,以保证从这一面作后续焊接时能完全焊透。
后焊法backhand welding 焊炬或焊枪的指向与焊接方向相反的一种焊接技术。
衬垫backing 为了支撑熔化的焊接金属在焊接接头的根部放置一材料。
背面气体backing gas 采用氩、氦、氮或活性气体之类,从焊接接头根部的背面(与焊接侧相反的一面)排除氧气。
母材base metal 被焊接的或被切割的金属。
熔合线bond line, fusion line 见fusion line 对接接头butt joint 在近乎同一的平面内对装在一起的两元件之间的接头。
堆焊缓冲层buttering 堆焊缓冲层是指在接头准备作最终焊接前,预先在接头的一个(或两个)侧面堆焊一层(或多层)焊缝金属,以便为后续焊接提供适当的过渡层熔敷焊缝。