钢锭生产用碳化稻壳采购标准
- 格式:doc
- 大小:28.50 KB
- 文档页数:1

2024年酒厂采购稻壳合同范本甲方(采购方): ______乙方(供应方): ______鉴于甲方因生产需要,拟向乙方采购稻壳,乙方愿意按照甲方要求供应稻壳,双方本着平等自愿、诚实信用的原则,经协商一致,订立本合同,以资共同遵守。
第一条合同标的物1.1 甲方同意向乙方购买稻壳,具体品种、规格、数量如下:- 品种:______- 规格:______- 数量:______1.2 稻壳的质量标准应符合国家相关标准及行业规定,具体质量要求如下:- 杂质含量:不超过______- 湿度:不超过______- 其他:______第二条价格及支付方式2.1 稻壳的单价为人民币(大写):______2.2 总价款为人民币(大写):______2.3 支付方式:甲方应在合同签订后____天内支付总价款的____%作为预付款,余款在货物交付验收合格后____天内一次性支付。
第三条交货时间与地点3.1 交货时间为:____年____月____日前。
3.2 交货地点为:____。
第四条质量检验4.1 甲方应在收到货物后____天内完成质量检验。
4.2 如发现货物质量不符合合同约定,甲方应在检验后____天内书面通知乙方,乙方应在收到通知后____天内进行更换或补足。
第五条违约责任5.1 如甲方未按合同约定支付货款,应向乙方支付违约金,违约金为逾期未付款项的____%。
5.2 如乙方未能按合同约定时间交付货物,应向甲方支付违约金,违约金为逾期货物价值的____%。
5.3 任何一方违反合同其他条款,应赔偿对方因此遭受的直接经济损失。
第六条不可抗力6.1 因不可抗力导致不能履行或部分履行合同的,受影响一方应及时通知对方,并在合理期限内提供相应证明,双方应协商解决。
6.2 不可抗力事件结束后,双方应继续履行合同或协商合同的变更或解除。
第七条争议解决7.1 本合同在履行过程中发生的任何争议,双方应首先通过友好协商解决。
7.2 协商不成时,任何一方均可向甲方所在地人民法院提起诉讼。

钢材及辅料采购验收标准1. 目的为使质检员按规定进行原辅材料检验,特制定本标准。
2.适用范围适用于公司购进的原辅材料。
3.管理职责3.1质量部为本文件的归口管理部门;3.2质量部按照《采购验收标准》对购进的原辅材料进行检验和控制,严格把好质量关,做到不合格原材料不流转、不合格辅材不使用。
3.3质检员、理化室负责按照该标准进行检测和试验。
4.工作程序4.1合金结构钢4.1.1分类4.1.1.1按钢材冶金质量不同分为以下几类(参照GB/T3077—2015《合金结构钢》GB/T5216—2014《保证淬透性结构钢》)a. 优质钢;b. 高级优质钢(牌号后加“A”);c.特级优质钢(牌号后加“E”)4.1.1.2尺寸、外形应符合GB/T 702-2008《热轧圆钢和方钢尺寸.外形.重量及允许偏差》的规定。
4.1.1.3技术要求4.1.1.3.1牌号及化学成分(熔炼分析)应符合下表的规定。
4.1.1.3.2钢中硫、磷、及残余铜、铬、镍含量应符合下表规定。
4.1.1.3.3 交货状态:钢材以不热处理状态交货。
4.1.1.3.4热顶锻:热顶锻用钢应进行热顶锻试验。
热顶锻后的试样高度为原试样高度的1/3,顶锻后试样上不得有裂纹和裂缝。
4.1.1.3.5低倍组织4.1.1.3.5.1钢材的横截面酸浸低倍组织试片或淬火断口试片上不得有肉眼可见的缩孔、气泡、裂纹、夹杂、翻皮及白点等。
4.1.1.3.5.2酸浸低倍组织应符合以下规定。
4.1.1.3.6非金属夹杂物应符合下表规定。
4.1.1.3.7表面质量:热压力加工用钢材的表面不得有裂纹、结疤、折叠及夹杂等。
4.1.1.3.8带状组织:≤2级。
4.2优质碳素结构钢4.2.1类别,适用于热压力加工用钢。
4.2.2尺寸、外形、重量:热轧圆钢的尺寸、外形、重量及其允许偏差应符合GB/T 702-2008《热轧圆钢和方钢尺寸.外形.重量及允许偏差》的规定。
单位:mm4.2.3技术要求4.2.3.1牌号及化学成份:钢的牌号及化学成分(熔炼分析)应符合下表规定。
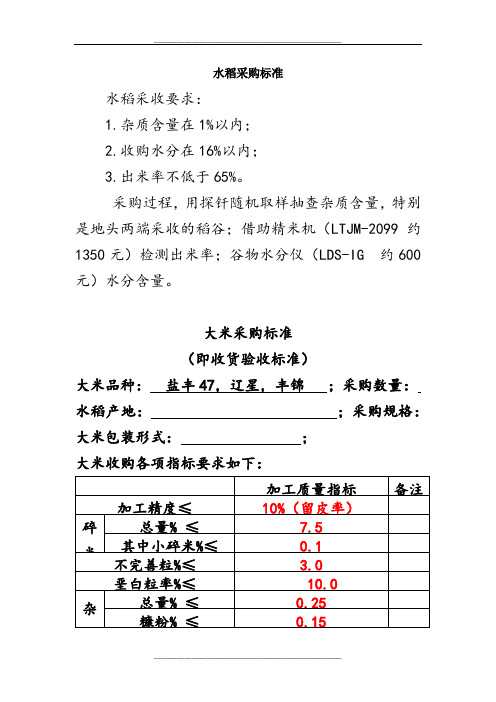
水稻采购标准
水稻采收要求:
1.杂质含量在1%以内;
2.收购水分在16%以内;
3.出米率不低于65%。
采购过程,用探钎随机取样抽查杂质含量,特别是地头两端采收的稻谷;借助精米机(LTJM-2099 约1350元)检测出米率;谷物水分仪(LDS-IG 约600元)水分含量。
大米采购标准
(即收货验收标准)
大米品种:盐丰47,辽星,丰锦;采购数量:水稻产地:;采购规格:大米包装形式:;
大米收购各项指标要求如下:
注:1、供应商严格按照我司大米加工数值指标进行大米产品加工;
2、每批次大米,需出具带有上述指标的检测报告。


S44SY大钢锭试生产工艺(试行)Q Z/J S015--2011提出:技创部起草:炼钢厂特冶中心审核:戴珍永批准:朱代奎攀钢集团长城特殊钢股份有限公司技术部2011-4-271炼钢四车间S44SY 钢冶炼冶炼试生产工艺试生产工艺试生产工艺1.适用范围适用范围::本工艺适用于炼钢四车间采用φ950/9t 钢锭模生产8t 的S44SY 钢钢锭。
2.技术条件及化学成分技术条件及化学成分::基于CJX-T008-2007的曲轴用S44SY 钢锻件技术协议。
化学成分按下表规定执行:2..1钢种化学成分(熔炼分析%)要求:标准 C Si Mn P S Cr Mo Ni V Al CuCJX-T008-2007 0.44~0.48 0.15~0.35 0.60~0.90 ≤0.030 ≤0.035 0.20~0.30 ≤0.15 0.20~0.40≤0.20 内控 0.44~0.46 0.25~0.30 0.75~0.85 ≤0.015 ≤0.005 0.20~0.25 0.10 0.20~0.25 0.050.02~0.04 ≤0.202.2 钢中[O]≤30ppm 。
2.3 钢中五害要求:As≤0.015%、Sn≤0.010%、Pb≤0.010%、Sb≤0.010%、Bi≤0.010%,且As+Sn+Pb+Sb+Bi≤0.035%。
3.冶炼方法及冶炼方法及工艺路线工艺路线工艺路线:采用氧化法冶炼,工艺路线为EBT+LF+VD+模铸+红送。
4.生产准备生产准备 4.1 钢铁料必须满足冶炼大钢锭的配料要求,严格按技通042-2008《大钢锭生产专用钢铁料技术要求的技术通知》执行:4.1.1 炉料应由攀钢协议坯或IF钢、优质专用生铁等构成,生铁的配入量占总配量的30~40%。
4.1.2 配料C≥1.50%、P≤0.150%,S≤0.100%、Mn≤0.40%,其它元素不得大于钢种标准规定。
4.1.3 30t电炉装料次数≤3次。
天津冶金集团轧三友发钢铁有限公司企业标准炼钢用原材辅料采购标准及规定ZSJZ-168-2012 ───────────────────────────1. 目的为了满足炼钢生产工艺的要求,参照国家有关标准,特制定炼钢厂主要原材辅料的质量标准要求。
2. 适用范围本标准适用于炼钢生产的原材辅料的采购、检验及验收控制。
3. 标准3.1 原料部分3.1.1 硅铁执行GB/T 2272-2009 《硅铁》标准。
Si含量上限不做交货条件。
FeSi75-A、FeSi75-B按GB/T 2272-2009标准判定,但仍进行Al、Ca成份分析,指导生产。
粒度要求:10-60mm。
3.1.2 高碳锰铁执行GB/T 3795-2006《锰铁》标准。
Mn含量上限不做交货条件。
粒度要求:10-60mm。
3.1.3 中碳锰铁执行GB/T 3795-2006《锰铁》标准。
Mn含量上限不做交货条件。
粒度要求:10-60mm。
3.1.4 低碳锰铁执行GB/T 3795-2006《锰铁》标准。
Mn含量上限不做交货条件。
粒度要求:10-60mm。
3.1.5 锰硅合金执行GB/T 4008-2008《锰硅合金》标准。
Mn含量上限不做交货条件。
粒度要求:10-60mm。
3.1.6 铬铁:执行GB/T 5683-2008《铬铁》标准。
粒度要求:10-60mm。
3.1.7 金属镍:Ni≥99%;P≤0.003%。
粒度要求:10-60mm。
3.1.8 钼铁:执行GB/T 3649-2008《钼铁》标准。
粒度要求:10-60mm。
3.1.9 钒铁:执行GB/T 4139-2004《钒铁》标准。
粒度要求:10-60mm。
3.1.10 铌铁:执行GB/T 7737-2007《铌铁》标准。
粒度要求:10-60mm。
3.1.11 纯铝:Al≥98.5%。
规格:1Kg/块3.1.12 萤石:执行YB/T 5217-2005《萤石》标准。
粒度要求:5-40mm。
Q195钢工艺操作默认分类2010-09-20 20:54:12 阅读58 评论0 字号:大中小订阅一、工艺流程:转炉→LF精炼→矩坯连铸→切割检验→发运装车二、原料:技术要求1、兑铁前必须取铁样分析,铁水[S]≤0.050%。
2、铁水温度>1250℃。
3、准备Fe-Si、Mn-Si、Ba-Al-Si合金.要求合金干净、干燥,阴雨天送合金时必须用栅布遮盖.4、炼钢前一天,合金上料工提供准确的合金成份,并登记在炉前黑板上。
三、转炉操作:(一)、化学成份(%)钢种液相温度:T=1523℃。
(二)、冶炼控制:1、开新炉前10炉、大补炉后第一炉不得冶炼此钢种。
2、造渣制度:造渣采用单渣操作,要保证早化渣、化好渣、中期不返干,终渣碱度按2.8—3.2控制。
3、终点控制:1)提倡一次倒炉,必要是可以补吹,但补吹次数≯1次,确保C-T协调出钢。
2)终点目标:C=0.06—0.08%; P≤0.025%出钢温度第一炉1685--1705℃第二、三炉 1675--1695℃; 连拉炉1665--1685℃4、脱氧合金化、出钢1)采用硅锰铁、硅铁和硅铝钡脱氧合金化。
锰的回收率按85—90%、硅的回收率按80—85%。
Mn/Si>2.2参考加入量:硅锰按6.5Kg/t.s、硅铁按0.9Kg/t.s、硅铝钡按1.0—1.5Kg/t.s配加2)出钢:(1)钢包采用干净的红热周转包,严禁使用新包。
(2)出钢前堵挡渣帽,出钢3/4-4/5时加挡渣球,要求钢包渣层厚度小于80mm。
(3)脱氧合金化次序: 当钢水出至1/4后,顺序加入硅锰→硅铁→硅铝钡(4)出钢口要维护好,保证钢流圆整,出钢时间不小于3分钟。
(5)出钢过程中钢包要底吹氩操作。
四、精炼操作要点1、进站温度要求第一炉1610--1630℃第二、三炉1605--1625℃连拉炉1595--1615℃2、钢水进站后要测温、取样,根据温度、上钢时间决定是否加热;根据钢包样决定是否调整成分,即Mn/Si<2或[Mn]≤0.40%,加锰铁调成分。
45#钢锭冶炼浇铸工艺一、初始条件1、锭型:2吨圆锭:430/380×200019寸方锭:锭重:1.6吨24寸方锭:锭重:4.8吨2、化学成分要求3、产量:按公司计划量进行二、工艺流程原材料、辅料准备——配料——电炉初炼——LF炉精炼——真空脱气——钢锭浇铸——模冷——脱模——精整——检验入库三、工艺要求及操作要点1、原材料、辅料应符合如下要求①废钢应清洁、无油污和杂质,块度与单重符合电炉冶炼要求(单重<2t,长度<1200mm,宽度<600mm)。
②炼钢生铁要求清洁、干燥,成分明确并符合标准(生铁单重≯45kg/块,3kg以下的碎铁不超过10%)。
③合金炉料(Si-Fe、Mn-Fe),应保证成分明确,清洁、干燥,符合技术标准。
④萤石、石灰等造渣料应保证质量,按烘干工艺充分干燥。
⑤平板砖、铸管砖、水口、石英砂、耐火泥等材料必须符合浇铸用的质量要求,使用前应充分干燥。
⑥保护渣、绝热保温帽口应符合钢锭浇铸规定要求,并充分干燥。
2、配料要求①严格按本钢种控制成份进行配料。
②计量要准确,装料要紧密,要易于导电。
3、电炉初炼要求①装料前放石灰一斗(200kg),然后按装料程序进行装料。
②冶炼过程中,严格按照工艺规程进行操作。
③控制好供氧量,炉料全部熔清,分析炉中成份,确保初样碳不低于0.40%,保证脱碳量≥0.20%。
④合理供电曲线,控制好熔清和氧化期,温度变化,缩短氧化期冶炼时间。
⑤如果钢水过氧化,放钢前必须随钢流插电极脱氧或采用其它方法脱氧。
⑥拉渣条件:终点C≥0.15%,S≤0.08%,P≤0.01%,温度达到1640~1650℃,调查况,确保渣系流动性,以利于拉渣干净。
⑦放钢时必须每炉随钢流加入Al条10kg/炉,增碳剂、石灰200kg/炉于钢包内(钢包使用前必须充分烘烤)。
⑧放钢过程中,氩压不易过大,以钢水裸露渣面为准。
⑨钢包合金配加按该钢种成分下限配加。
⑩严禁放钢时下渣于钢包内,防止回磷。
铝钙合金铝钙合金在冶金工业中作还原剂和添加剂,起到去硫,脱氧及其它净化作用。
.铝钙合金是合金冶炼中脱硫脱氧最理想的1.铝钙合金一般为含钙70-75%,含铝25-30%,含钙80-85%和含铝15-20%和含铝70-75%含钙25-30%,也可以按用户需要加工。
铝钙合金具有金属光泽,性质活泼,细粉在空气中容易燃烧,主要应用于金属冶炼中作中间合金,精炼和还原剂。
添加剂硅铁的用途:(1)在炼钢工业中用作脱氧剂和合金剂。
为了获得化学成分合格的钢和保证钢的质量,在炼钢的最后阶段必须进行脱氧,硅和氧之间的化学亲和力很大,因而硅铁是炼钢较强的脱氧剂用于沉淀和扩散脱氧。
在钢中添加一定数量的硅,能显着的提高钢的强度、硬度和弹性,因而在冶炼结构钢(含硅0.40-1.75%)、工具钢(含SiO.30-1.8%)、弹簧钢(含SiO.40-2.8%)和变压器用硅钢(含硅2.81 -4.8%)时,也把硅铁作为合金剂使用。
此外,在炼钢工业中,利用硅铁粉在高温下烯烧能放出大量热这一特点,常作为钢锭帽发热剂使用以提高钢锭的质量和回收率。
(2)在铸铁工业中用作孕育剂和球化剂。
铸铁是现代工业中一种重要的金属材料,它比钢便宜,容易熔化冶炼,具有优良的铸造性能和比钢好得多的抗震能力。
特别是球墨铸铁,其机械性能达到或接近钢的机械性能。
在铸铁中加入一定量的硅铁能阻止铁中形成碳化物、促进石墨的析出和球化,因而在球墨铸铁生产中,硅铁是一种重要的孕育剂(帮助析出石墨)和球化剂。
(3)铁合金生产中用作还原剂。
不仅硅与氧之间化学亲和力很大,而且高硅硅铁的含碳量很低。
因此高硅硅铁(或硅质合金)是铁合金工业中生产低碳铁合金时比较常用的一种还原剂。
(4)对金属镁生产起着很大的作用。
75#硅铁在皮江法炼镁中常用于金属镁的高温冶炼过程中,将CaO.MgO中的镁置换出来,每生产一吨金属镁就要消耗1.2吨左右的硅铁,对金属镁生产起着很大的作用。
(5)在其他方面的用途。
钢水浇注基本操作规程目录1主题内容与适用范围 11.1主要内容: (1)1.2适用范围: (1)2基本工艺模型 1 3真空铸锭工艺流程 2 4生产准备 44.1精炼包的准备 (4)4.2中间包准备 (4)4.3钢锭模准备 (4)4.4底盘准备 (5)4.5加高圈准备 (5)4.6保温冒的准备及烘烤 (5)4.7导流管准备及烘烤 (5)4.8真空室的清理 (6)4.9中间包盖的清理 (6)4.10发热剂和保温剂准备 (6)5真空浇注操作 65.1钢锭模装配 (6)5.2座钢锭模 (6)5.3安装导流套 (6)5.4座中间包 (7)5.5中间包测温及吸风 (7)5.6精炼包吊出 (7)5.7真空浇注 (7)5.8浇后 (8)5.9钢锭脱模 (8)5.10冒口欠浇高度判定 (8)5.11钢锭热送 (8)附件1各种钢种的钢锭浇注温度表: 9 附件2钢锭验收标准 9 附件3钢包砌筑施工操作要领10 附件4钢包烘烤制度 12 附件5精炼钢包水口及滑板安装操作规程14 附件6钢包透气砖安装工艺技术操作规程19 附件7中间包砌筑施工要领 20 附件8中间包水口、塞杆组装及安装操作规程21 附件9帽口、钢锭模、加高圈及底盘验收标准23 附件10保温帽、钢锭模、加高圈及底盘报废标准2480~240t钢锭真空浇注基本操作规程1主题内容与适用范围1.1主要内容:本规程规定了80~240t钢锭真空浇注生产准备,真空浇注的技术操作要求。
1.2适用范围:本规程适用于我公司80~240t钢锭的真空浇注操作。
2基本工艺模型2.12.22.32.42.53真空铸锭工艺流程4生产准备4.1精炼包的准备4.1.1钢包的砌筑,详见附件3《精炼钢包砌筑施工要求》。
4.1.2钢包烘烤要求,详见附件4《钢包烘烤制度》。
4.1.3钢包水口及滑板安装,详见附件5《精炼钢包水口及滑板安装操作规程》。
4.1.4钢包透气砖安装,详见附件6《钢包透气砖安装工艺技术操作规程》。
山东鲁丽铸锻有限公司
钢锭生产用碳化稻壳覆盖剂采购规范
1 范围
1.1本规范规定了碳化稻壳的理化指标及采购质量要求。
1.2本规范适用于钢锭生产用碳化稻壳覆盖剂。
2 理化指标
碳化稻壳的理化指标应符合下表要求。
3质量要求
3.1铺展性能良好,加入后能覆盖整个钢液面。
3.2加入锭模内渣面不结壳,冒口渣易于清理。
3.3保温性能良好,正常浇注时钢锭温降<1℃/min。
3.4粒度均匀,加入时无黑色烟尘,对钢水无污染。
3.5碳化稻壳为黑色粒状碳化物,无肉眼可见灰白色灰份或黄色原始稻壳。
4 包装、运输
4.1采用双层防潮包装,每小袋净重
5.0±0.5Kg。
4.2在包装、运输、存放过程中应作好防雨、防潮。
编制:审核:批准:。