MoldFlow软件翘曲分析及应用
- 格式:doc
- 大小:498.00 KB
- 文档页数:4
Moldflow在盒盖翘曲变形优化设计中的应用
翘曲变形指注塑品的形状偏离了模具型腔的形状,翘曲变形由收缩不均,冷却不均,分子取向不均三个方面导致的。
制品的翘曲变形的因素受制品的材料因素,制品的结构设计因素,模具设计因素,注射加工工艺条件这四个方面的影响。
在实际的生产中,模具经常要反复的调试和试模,合理的调整各个影响因素才能生产出合格的产品,这导致产品生产成本的升高,开发周期的延长。
而随着Moldflow的应用,越来越多得应用于实际生产,利用Moldflow对制品进行流动,冷却,翘曲准确地模拟和分析,可以预测制品潜在存在的缺陷,调整成型工艺参数,优化制品成型设计方案,达到减少生产周期,提高生产效率,降低生产成本的效果。
本文利用Moldflow软件对制品可能产生的翘曲变形进行模拟分析,优化了设计方案,减少了制品的翘曲变形,为模具开发提供了依据。

MoldFlow软件翘曲分析及应用Analysis and Application of W arpage with MoldFlow Software一翘曲产生的原因1 翘曲分类Moldflow MPI/WARP模块把翘曲分为两种形式,见图1。
1)稳定翘曲(图1a):翘曲变形与收缩应变成正比。
2)非稳定翘曲(图1b):翘曲变形是由于制品弯曲而产生的。
在这种情况下,收缩应变表现为平面应(a) 稳定翘曲(b) 非稳定翘曲变,由于平面应变过大导致制品失稳而弯曲。
一般,图1 翘曲分类这种翘曲变形很大。
2 翘曲产生的原因注塑过程中,翘曲是由于制品收缩率不均匀而产生的。
收缩率不均匀表现在以下几方面:1)制品不同部位的收缩率不一样;2)沿制品厚度方向收缩率不同;3)与分子取向平行和垂直方向的收缩率不同。
MPI/W ARP把翘曲产生的原因归结为以下三点:1)冷却不均匀;2)收缩不均匀;3)分子取向不一致。
因此,MPI/W ARP模块的主要目的是确定制品翘曲变形的结果是否满足设计要求,如果不能满足设计要求,给出产生翘曲的主要原因。
二翘曲分析步骤1 分析流程的确定进行翘曲分析之前,冷却、流动分析必须已经完成。
在选择分析流程时(菜单命令Analysis下的Set Analysis Sequence命令),有两种分析流程Cool - Flow - Warp (简称CFW)和Flow - Cool - Flow - Warp (简称FCFW)。
CFW在进行冷却分析时假设熔体的前沿温度不变,而FCFW在进行流动分析时假设模壁温度不变。
对于翘曲分析,假设熔体的前沿温度不变计算的结果更精确,所以,最好选择Cool - Flow – Warp分析流程。
2 FUSION模型分析步骤对于FUSION网格模型,MPI/W ARP还不能进行弯曲分析,所以分析非常简单,选择Cool - Flow - Warp分析流程后,在设置工艺参数(菜单命令Analysis下的Process Settings命令)的第三步,选取Isolate cause of warpage选项,该选项的作用是判断产生翘曲变形的主要原因。
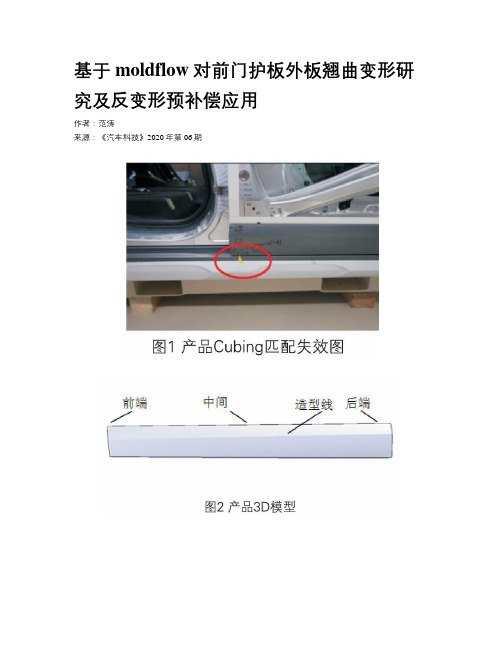
基于moldflow对前门护板外板翘曲变形研究及反变形预补偿应用作者:范涛来源:《汽车科技》2020年第06期摘要:在汽车外饰塑料件薄壁类产品中,受功能及造型限制,一些产品出现壁厚分布不均等情况,容易导致产品收缩不均,成型后会出现较大翘曲变形。
本文利用mlodflow对汽车前门护板外板进行模流分析,确定了翘曲变形的原因及对应的变形量,同时结合产品实际尺寸变形量,验证了模拟分析的准确性,进而确定了产品反变形预补偿量,产品实施反变形预补偿后翘曲变形明显减小,解决了由于产品翘曲变形导致前门护板与门槛装配间隙小的问题,满足Cubing及T-car装车要求。
关键词:moldflow;翘曲;前门护板外板;反变形预补偿中图分类号:U463.82+1 文献标识码:A 文章编号:1005-2550(2020)06-0041-05Abstract: In the thin-wall parts of vehicle exterior plastic products, some have uneven wall thickness distribution and complex modeling due to the limitation of function and modeling appearance, is likely to lead to large warping deformation caused by uneven shrinkage of product. In this paper, the root cause of warping deformation of front door cladding outer part and deformation quantity of assembly defect position have been analyzed based on moldflow, combining with the actual deformation size measurement of product. The pre-compensation quantity was determined and product warping deformation was reduced obviously in this paper. And finally the problem of small gap between front door cladding and rocker panel caused by product warping deformation has been solved, conformed to the requirement of Cubing and T-car assembly。
MoldFlow软件翘曲分析及应用Analysis and Application of W arpage with MoldFlow Software
文劲松麻向军
(华南理工大学聚合物新型成型装备国家工程中心SCUT—MoldFlow高级技术应用培训中心)一翘曲产生的原因
1 翘曲分类
Moldflow MPI/WARP模块把翘曲分为两种形
式,见图1。
1)稳定翘曲(图1a):翘曲变形与收缩应变成正
比。
2)非稳定翘曲(图1b):翘曲变形是由于制品弯
曲而产生的。
在这种情况下,收缩应变表现为平面应(a) 稳定翘曲(b) 非稳定翘曲变,由于平面应变过大导致制品失稳而弯曲。
一般,图1 翘曲分类
这种翘曲变形很大。
2 翘曲产生的原因
注塑过程中,翘曲是由于制品收缩率不均匀而产生的。
收缩率不均匀表现在以下几方面:1)制品不同部位的收缩率不一样;
2)沿制品厚度方向收缩率不同;
3)与分子取向平行和垂直方向的收缩率不同。
MPI/W ARP把翘曲产生的原因归结为以下三点:
1)冷却不均匀;
2)收缩不均匀;
3)分子取向不一致。
因此,MPI/W ARP模块的主要目的是确定制品翘曲变形的结果是否满足设计要求,如果不能满足设计要求,给出产生翘曲的主要原因。
二翘曲分析步骤
1 分析流程的确定
进行翘曲分析之前,冷却、流动分析必须已经完成。
在选择分析流程时(菜单命令Analysis下的Set Analysis Sequence命令),有两种分析流程Cool - Flow - Warp (简称CFW)和Flow - Cool - Flow - Warp (简称FCFW)。
CFW在进行冷却分析时假设熔体的前沿温度
不变,而FCFW在进行流动分析时假设模壁温度不变。
对于翘曲分析,假设熔体的前沿温度不变计算的结果更精确,所以,最好选择Cool - Flow – Warp分析流程。
2 FUSION模型分析步骤
对于FUSION网格模型,MPI/W ARP还不能进行弯曲分析,所以分析非常简单,选择Cool - Flow - Warp分析流程后,在设置工艺参
数(菜单命令Analysis下的Process Settings命
令)的第三步,选取Isolate cause of warpage
选项,该选项的作用是判断产生翘曲变形的主要
原因。
如果网格数量大于50000个,选取Use
iterative solver选项,可显著减少计算时间。
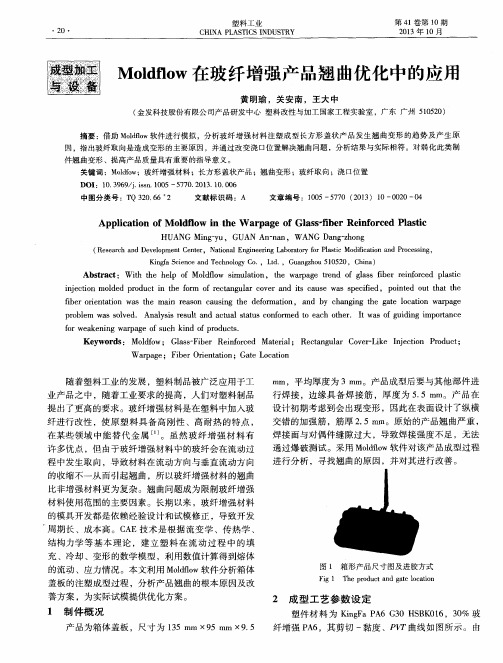
有一FUSION模型如图2所示,采用三条
冷却水道。
设计要求是:与地面接触的边变形小
于1.0 mm,如果达不到这个要求,这条边的中
点必须与地面接触;手柄与底板的平行度小于
1.5 mm。
图2 FUSION模型
分析结果如图3所示。
图3 FUSION模型分析结果
从分析结果可看出,该制品的变形不能达到设计要求,尤其是手柄部分。
而产生翘曲变形的主要原因是冷却不均匀,因为冷却不均匀产生的翘曲变形达到了 5.3mm,所以,对于这个制品,为减少翘曲变形,首先应考虑优化冷却水道的布置。
3 MIDPLANE模型分析步骤
对于Midplane网格模型,在工艺参数设置第三步,有四种翘曲分析模型可供选择,首先选择Automatic判断制品是否弯曲,如果制品没有弯曲,则选择Small Deflection;如果制品产生弯曲,则选择Bucking。
下面以图4的模型来说明,采用热流道,两条冷却水道,
设计要求托盘底部四个角必须在同一平面,且底部向上翘曲小于1.5 mm。
图4 MIDPLANE模型
分析步骤如下:
1)选择分析流程Cool - Flow - Warp;
2)设置工艺参数,在第三步,选择Warpage analysis type为Automatic;
3)在屏幕输出文件靠近结尾处,查找图5所示的参数λ(Eigenvalue lambda)。
图5 参数λ输出形式
如果λ没有输出,则制品没有产生弯
曲;如果屏幕文件输出了λ值,则以λ大于
0的值为判断标准,λ<1,则产生弯曲,否
则没有产生弯曲,此例,λ2=0.86,小于1,
所以制品产生弯曲。
分析结果如图6所示,
不能满足设计要求。
4)如果产生弯曲,则用Bucking模型
再次进行翘曲分析。
确保Isolate cause of
warpage选项被选中。
在屏幕输出文件靠近
结尾处,查找图7结果。
图6 Automatic分析结果
图7 Bucking分析屏幕输出结果
这个结果说明产生翘曲的三种原因哪个起主要作用,以第三项Sensitivity值为判断标准,值最大的为主要原因。
此例,Differential Orientation的Sensitivity值最大,说明制品翘曲变形主要是由于分子取向不均匀引起的。
5)如果没有产生弯曲变形,则以Small Deflection模型再次进行翘曲分析,确保Isolate cause of warpage选项被选中。
分析结果判断同FUSION网格模型。
从上面的分析可看出,如果对塑料制品的翘曲变形非常严格,进行翘曲分析时,最好采用MIDPLANE网格模型,分析结果更精确。
三翘曲变形的改善
根据翘曲分析的结果,应采取相应的措施减小翘曲变形以达到制品的设计要求。
1分子取向不均匀
1)确定合理的注塑工艺参数:在允
许的范围内,适当提高注塑温度和注射
速度。
对图4 的制品,注射时间减小0.2
秒,注塑温度提高10度,分析结果如图
8所示,翘曲变形由原来的10mm减少
到4.3mm,效果非常明显。
2)适当减小或增大制品局部地方的
壁厚,特别是设置浇口的地方。
3)改变浇口位置及形状,如多浇口
进料,把中心浇口改为侧浇口,采用扇图8 优化注塑参数的翘曲变形
形浇口等。
2 收缩不均匀
1)优化保压参数,把单一压力保压改为分段保压效果明显。
2)尽量使制品壁厚均匀,这与前面改善分子取向不均匀的措施矛盾,所以需要具体情况具体分析。
3 冷却不均匀
1)合理设计冷却水道,对于复杂的型芯、型腔最好采取特殊的冷却方式,如采用镶块。
2)确保冷却液在冷却道中保持紊流状态,进出口冷却液的温差小于3度。
总之,为减小翘曲变形而采取的措施应保证不会产生其它缺陷,如熔接痕等。
在以上方法都不能使翘曲变形保持在设计允许范围以内时,可考虑修改制品结构,如在大的平板部分添加加强筋,或者选择新的材料。
四结束语
本文介绍了MPI/WARP模块的使用步骤和改善制品翘曲变形的措施,在开模前进行翘曲分析,可保证生产出合格的塑料制品。
参考文献
1、MPI3.1培训资料
2、MOLDFLOW公司网站。