Moldflow实例操作教程
- 格式:ppt
- 大小:4.89 MB
- 文档页数:14
Moldflow模流分析实例教程Moldflow是由Autodesk公司开发的一款CAD/CAM软件,它可以分析各种注塑工艺的参数,帮助用户设计、优化和验证注塑模具、工艺、材料等,从而达到降低成本、提高生产效率和质量的目的。
本文将以一个实例为依据,介绍Moldflow的基本工作流程和操作方式。
1. 建立注塑模型首先,我们需要建立一个注塑模型。
这里以一个简单的汽车零件为例。
我们可以使用任何一款CAD软件来建模,然后将模型导入Moldflow中。
在导入模型之前,需要检查模型的缺陷、尺寸和材料属性等,确保模型符合注塑制造的要求。
在Moldflow中,模型的尺寸单位可以是毫米或英寸,也可以根据需要进行调整。
2. 定义材料属性完成模型的导入后,我们需要定义模型所用的注塑材料属性。
这些属性包括材料的熔点、热膨胀系数、热导率等。
Moldflow提供了许多预定义的材料,用户也可以自己手动定义材料属性。
在定义材料属性时,需要确保材料的属性与实际情况相符。
3. 定义注塑工艺参数接下来,我们需要定义注塑工艺的参数。
这些参数包括注塑温度、压力、速率、冷却时间等。
Moldflow提供了多种预定义的注塑工艺参数,用户也可以自己手动定义注塑工艺参数。
在定义注塑工艺参数时,需要考虑到模型的几何形状、材料的性质和注塑过程中可能出现的缺陷等因素。
4. 进行模拟分析完成注塑模型、材料属性和注塑工艺参数的定义后,我们可以进行模拟分析。
这一步可以帮助用户了解注塑模型在实际制造中的性能表现,包括可能出现的缺陷、翘曲、收缩等现象。
模拟分析也可以帮助用户优化模型的设计和注塑工艺参数,以便实现最佳生产效率和质量。
在Moldflow中,用户可以通过“可视化”、“图表”等多种方式查看模拟结果。
5. 优化模型设计和注塑工艺参数根据模拟分析的结果,用户可以优化注塑模型的设计和注塑工艺参数,以便进一步提高生产效率和质量。
优化过程可以是一个反复迭代的过程,涉及到材料选择、模型修正、注塑参数调整等多个方面。

![Moldflow的模流分析入门实例[精品文档]](https://uimg.taocdn.com/118dafb902d276a200292ef2.webp)
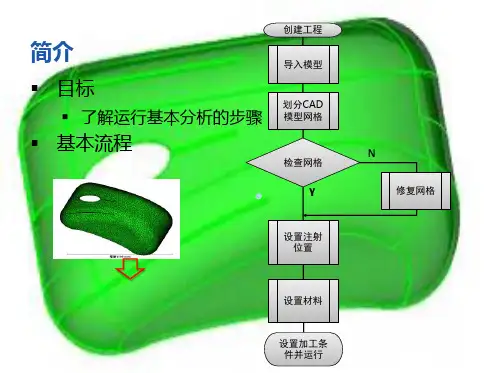
基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。
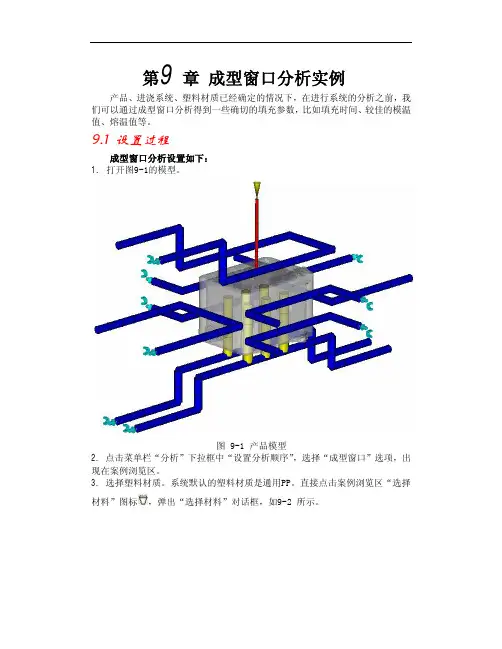
第9章成型窗口分析实例产品、进浇系统、塑料材质已经确定的情况下,在进行系统的分析之前,我们可以通过成型窗口分析得到一些确切的填充参数,比如填充时间、较佳的模温值、熔温值等。
9.1 设置过程成型窗口分析设置如下:1. 打开图9-1的模型。
图 9-1 产品模型2.点击菜单栏“分析”下拉框中“设置分析顺序”,选择“成型窗口”选项,出现在案例浏览区。
3.选择塑料材质。
系统默认的塑料材质是通用PP。
直接点击案例浏览区“选择材料”图标图 9-2“选择材料”对话框点击“常用材料”列表里“Cycoloy CU6800”,如9-3 所示。
点击对话框最下排按钮中的“详细材料”,查看CU6800 的材料属性。
图9-3显示的是系统推荐的Cycoloy CU6800的成型工艺参数。
图 9-3“热塑性材料属性”对话框4.返回到“选择材料”对话框。
点击“确定”按钮。
选择的塑胶材料的牌号和生产商便出现在案例浏览区。
如需选用其它塑胶,直接双击当前的塑胶,便可弹出“选择材料”对话框。
5.设置工艺参数。
点击案例浏览区中“工艺设置”按钮,弹出“工艺设置”对话框,如图9-4 所示。
在成型窗口分析中,我们可以采用系统默认设置。
点击“确定”。
图 9-4“工艺设置向导”对话框在案例浏览区中点击“立即分析”指令。
之后弹出“选择分析类型”对话框,系统默认进行完整的分析过程,用户可以根据实际情况选择是否进行“模型参数检验”的分析。
点击“确定”,分析正式开始。
勾选案例浏览区中“日志”,用鼠标将主窗口下边缘向上拖动直到顶部,查看屏幕输出结果。
9.2 分析结果解析点击案例浏览区中选择一个作为X轴的变量(X 轴的变量是可以更换的)。
Y轴显示制品最佳成型质量系数,数值越大表明注塑成型的制品质量越高。
调节这三个变量,可以查看制品在不同的模温、熔温和注射时间下成型的质量。
图 9-6 成型窗口优化结果图9-7 调节成型参数此次我们以注射时间作为X轴的变量,分别拖动表征模温值和熔温值的滑动按钮,将它们拖至8-5推荐的最佳值处。
基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。
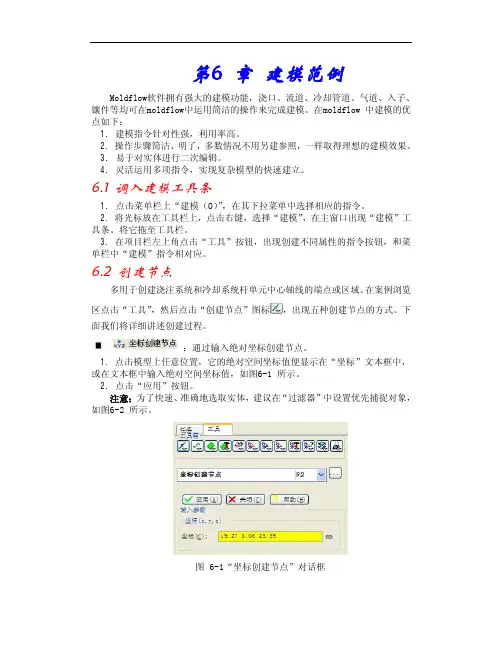
第6 章建模范例Moldflow软件拥有强大的建模功能,浇口、流道、冷却管道、气道、入子、镶件等均可在moldflow中运用简洁的操作来完成建模。
在moldflow 中建模的优点如下:1.建模指令针对性强,利用率高。
2.操作步骤简洁、明了,多数情况不用另建参照,一样取得理想的建模效果。
3. 易于对实体进行二次编辑。
4.灵活运用多项指令,实现复杂模型的快速建立。
6.1 调入建模工具条1. 点击菜单栏上“建模(O)”,在其下拉菜单中选择相应的指令。
2.将光标放在工具栏上,点击右键,选择“建模”,在主窗口出现“建模”工具条。
将它拖至工具栏。
3.在项目栏左上角点击“工具”按钮,出现创建不同属性的指令按钮,和菜单栏中“建模”指令相对应。
6.2 创建节点多用于创建浇注系统和冷却系统杆单元中心轴线的端点或区域。
在案例浏览区点击“工具”,然后点击“创建节点”图标图 6-2 设置“过滤器”创建中间点。
1. 选取两个已存在的节点,它们的绝对空间坐标值将出现在文本框里,如图6-5所示。
2.在“节点数”文本框中输入创建中间节点的数量,它们将两端点平均间隔开来。
3.点击“应用”,如图6-3 和6-4所示。
图 6-6“评分曲线创建节点”对话框2.点击“应用”,如图6-7 和6-8所示。
图 6-7 曲线平分前图 6-8 曲线平分后图 6-10 偏移节点前图 6-11 偏移节点后图 6-16“指定属性”对话框图 6-17 空间两节点图 6-18 两点创建直线为起始点按顺时针形成的圆弧如图6-21 所示。
图 6-20 圆弧之一图 6-21 圆弧之二利用已存在的点创建样条线。
1.选择样条线的起始点,它的绝对坐标值最先出现在文本框。
2.依次点取其它的节点。
被选中的节点,它们的序号和坐标将自动显示在下面的大文本框里,如图6-24所示。
图6-24“创建样条线”对话框3.通过“添加”按钮和“删除”按钮添加或删除节点。
4.点击“应用”。
如图6-25 和6-26 所示。

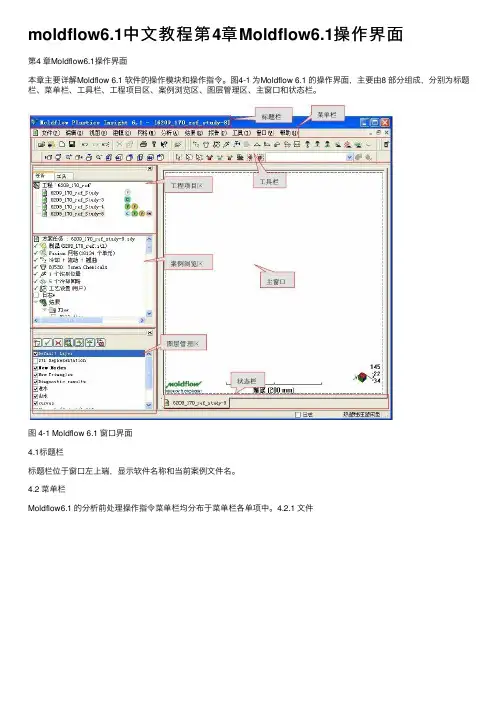
moldflow6.1中⽂教程第4章Moldflow6.1操作界⾯第4 章Moldflow6.1操作界⾯本章主要详解Moldflow 6.1 软件的操作模块和操作指令。
图4-1 为Moldflow 6.1 的操作界⾯,主要由8 部分组成,分别为标题栏、菜单栏、⼯具栏、⼯程项⽬区、案例浏览区、图层管理区、主窗⼝和状态栏。
图 4-1 Moldflow 6.1 窗⼝界⾯4.1标题栏标题栏位于窗⼝左上端,显⽰软件名称和当前案例⽂件名。
4.2 菜单栏Moldflow6.1 的分析前处理操作指令菜单栏均分布于菜单栏各单项中。
4.2.1 ⽂件图 4-2 “⽂件”下拉菜单对于项⽬⽂件的操作多在“⽂件”内完成,如图4-2 所⽰。
其下拉菜单功能如下:新建⼯程:可在设定的保存⽬录下建⽴新的⼯程项⽬,新建⼯程项⽬和已运⾏⼯程项⽬是同级的,可以互相切换处于当前活动状态。
打开⼯程:打开已存在的⼯程项⽬。
关闭⼯程:将运⾏的⼯程项⽬关闭,但不关闭模流软件。
新建:建⽴新的空⽩⽅案、报告、项⽬栏内资料夹等。
关闭:关闭当前运⾏⽅案,切换到最近上次运⾏的⽅案。
保存⽅案:保存当前运⾏⽅案。
将⽅案另存为:将当前运⾏⽅案另存为新⽅案,同时出现在⼯程项⽬区中,相当于复制原⽅案。
保存所有⽅案:保存处于运⾏状态的所有⽅案。
输⼊:在当前运⾏项⽬区中导⼊新模型。
输出:将当前分析⽅案导出,导出后的⽅案可双击或直接托进桌⾯“MF”图标中打开。
添加:在当前运⾏⽅案中添加其它模型,如调⼊1+1 模⽳中的另外⼀⽳或调⼊⼊⼦等。
组织⼯程:根据分析⽅案的属性可将同时拥有这些属性的⽅案归⼊同⼀⽂件夹下,出现在⼯程项⽬区⾥。
压缩⼯程:将分析⽣成的⽂件进⾏压缩,腾出更多磁盘空间。
⼯程属性:记录此⼯程的信息,如模流分析⼈员、公司等。
打印:打印当前显⽰窗⼝。
打印预览:预览打印效果。
打印设置:对打印效果进⾏设置。
参数设置:根据实际需求,可对系统参数进⾏个性化设置。
以下是主要的参数设置页⾯图 4-3 参数设置—概念设置页⾯在“概述”页⾯“系统”模块可以设置系统的单位、⾃动保存时间间隔;在“显⽰”模块设置表征实体处于不同情况时的颜⾊;建模基准⾯的栅格形式和⼤⼩;在“⼯程⽬录”中设置默认保存路径,便于项⽬⽂件的管理和在以后打开⽂件;在“要记住的材料数量”中可以设置显⽰在“常⽤材料列表”中塑胶材料的数量。

第 2 章 Moldflow6.1 塑胶材料数据库 Moldflow6.1 的塑胶材料数据库中收录了丰富、全面的塑胶材料信息。
数据库中的每一种塑胶材料都有针对该材料的属性推荐的成型工艺条件;很多种材料定义了 PVT 数据、收缩属性参数和各向异性机械性能参数。
用户在为分析案例选择材料时,可以根据已知的材料信息,在数据库中通过不同的途径选择合适的塑胶材料。
2.1 Moldflow6.1塑胶材料数据库增补在 Moldflow6.1中, 塑胶材料数据库进行了内容上的增补, 使材料数据库质量得到提升。
改进的材料数据显示在材料数据发表日志里 ,用户可以在 MPI 交流中心自行下载。
以下是改进的内容 :更新的热塑性材料数据库1. 供应商总数已达 376家,包括 14 家新添加的供应商2. 热塑性塑胶材料总数已达 7734种, 包括新添加 322种, 删除 196 种, 改进1275种。
其中:a. 3696 种材料定义了 PVT 数据。
b. 1521 种材料有收缩数据。
c. 改进 Moldflow 中材料机械性能数据。
d. 多于 470种塑胶新增熔体流动速率或熔体流动指数。
e. 材料数据中新添材料光学属性, 支持新的 3D 光学双折射分析。
更新的热固性材料数据库新添 11种热固性塑胶材料。
更新的模具钢材质数据库模具钢材质数据库引入更加精确的机械性能数据和热性能数据。
P20 模具钢材 (系统默认的模具钢材质的弹性模量、泊松比和热膨胀系数 (MET 都已经过更新。
注意:利用更新数据后的模具钢进行冷却分析、 insert molding分析和型腔移位分析,分析的结果会与以数据更新前有所不同。
2.2 选择塑胶材料在进行分析之前 , 先选择成型产品的塑胶材料。
点击“ 分析” ,在其下拉菜单中选择“ 选择材料”指令 , 或直接点击案例浏览区内默认的 PP 料, 弹出“ 选择材料” 对话框 , 如图 2-1所示。
图 2-1“ 选择材料” 对话框1. 常用材料:列表里存放的是经常用到的塑胶材料,选择时直接点击相应的塑胶牌号即可。
moldflow6.1中文教程第8章最佳浇口位置和流道平衡分析实例第8 章最佳浇口位置和流道平衡分析实例在moldflow中,系统从产品上进浇点开始分析熔融塑胶在型腔内部的流动行为。
熔融塑胶在型腔内的流动形态在很大程度上决定了产品的成型质量。
在产品造型和成型材料已定的情况下,合理的进浇位置是决定熔融塑胶在型腔内流动形态的关键因素。
如果要成型质量上乘的产品,就必须在产品上选择最佳进浇位置。
最佳进浇位置可以保证平衡的流动路径和均衡的压力分布。
合理地选择浇口的数量与位置可以使注射压力和保压压力有效传递,达到预期的产品成型效果。
当一副模具同时成型几个形状和尺寸不同的产品时,浇注系统的尺寸就很难控制,容易出现模穴之间填充不平衡、个别型腔过保压、产品残余应力过大等问题。
这时可以通过moldflow 的“流道平衡”分析功能优化流道的尺寸,保证各个型腔同时完成填充,同时使流道的尺寸最小化,节约塑胶原料成本。
8.1 最佳浇口位置分析最佳浇口位置分析可以找出产品上最佳进浇位置。
如果产品上没有设定进浇点,在已定塑胶材料的情况下,最佳浇口位置分析会产生一个最佳进浇位置;如果产品上需要两个或几个浇口,在给定塑胶材料的情况下,最佳浇口位置分析会多个最佳进浇位置,以满足产品整体填充平衡。
最佳浇口位置分析设置过程如下:1. 选择成型工艺。
点击案例浏览区“分析”按钮,点击“设置成型工艺”中“热塑性注塑成型”。
2. 点击菜单栏“分析”按钮,点击“设置分析顺序”中“浇口位置”,或直接点击案例浏览区“设置分析顺序”指令按钮验”的分析。
点击“确定”,分析正式开始。
勾选案例浏览区中“日志”,用鼠标将主窗口下边缘向上拖动直到顶部,查看屏幕输出结果。
8.2 最佳浇口位置分析结果解析图 8-2 最佳进浇位置显示勾选,在主窗口显示产品模型。
红色区域为最佳进浇位置,相比之下,其它颜色区域进浇合理性均低于红色区域,其中蓝色区域进浇合理性最差,如图8-2 所示。
基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。