产品检验基准书精编
- 格式:docx
- 大小:126.29 KB
- 文档页数:17
产品检验基准书精编 Lele was written in 2021目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
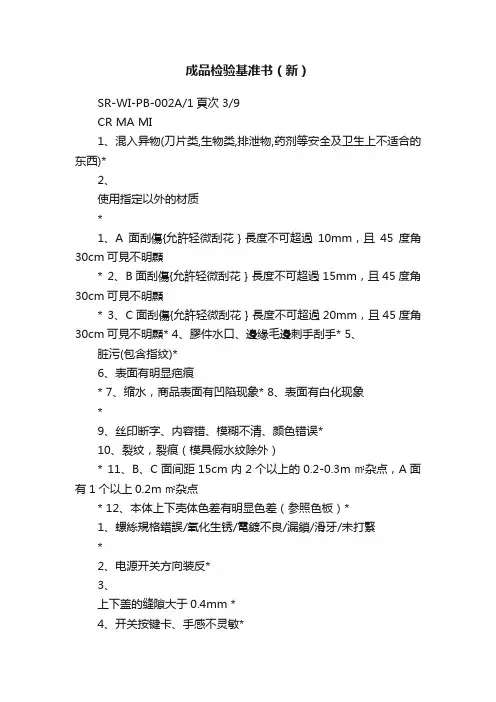
成品检验基准书(新)SR-WI-PB-002A/1頁次3/9CR MA MI1、混入异物(刀片类,生物类,排泄物,药剂等安全及卫生上不适合的东西)*2、使用指定以外的材质*1、A面刮傷{允許轻微刮花}長度不可超過10mm,且45度角30cm可見不明顯* 2、B面刮傷{允許轻微刮花}長度不可超過15mm,且45度角30cm可見不明顯* 3、C面刮傷{允許轻微刮花}長度不可超過20mm,且45度角30cm可見不明顯* 4、膠件水口、邊緣毛邊刺手刮手* 5、脏污(包含指纹)*6、表面有明显疤痕* 7、缩水,商品表面有凹陷现象* 8、表面有白化现象*9、丝印断字、内容错、模糊不清、颜色错误*10、裂纹,裂痕(模具假水纹除外)* 11、B、C面间距15cm内2个以上的0.2-0.3m㎡杂点,A面有1个以上0.2m㎡杂点* 12、本体上下壳体色差有明显色差(参照色板)*1、螺絲規格錯誤/氧化生锈/電鍍不良/漏鎖/滑牙/未打緊*2、电源开关方向装反*3、上下盖的缝隙大于0.4mm *4、开关按键卡、手感不灵敏*5、DC座松、装歪*6、气管接头松*7、漏装物料*结构外观简图(图片仅供参考)缺點判定檢驗工具一、安全性二.本体外观、结构的检验项目SY-0645HS(提臀带)检验作业标准书文件編號版本版次抽樣計划MIL-STD-I05E系統II級抽樣水准﹐AQL:CR=0 MA=0.65 MI=2.5檢驗項目檢驗程序檢驗基准C 面A 面B 面SR-WI-PB-002A/1頁次4/9CR MA MI1、A面、B面皮料颜色错误(A、B面主体为银色PU 皮、A面"S"型部分为粉色雨丝纹PU皮)*2、A面、B面皮料破损、划伤*3、A面有脏污杂色点:间距1cm内有0.2-0.3m㎡两个以上*4、B面有脏污杂色点:间距1cm内有0.2-0.3m㎡三个以上*5、形状严重变形*6、包边带颜色错误(白色)*7、包边带烂边*8、包边接口位置不统一*9、车缝走线不直、不均衡*10、车缝走线偏位*11、有2mm长度以上的线头残留*12、车缝浮线、跳线2针以上*13、车缝接线不重合*14、车缝暴边*15、车缝底线外露*16、收尾处散乱*17、收尾处倒回针3针以上*18、收尾处倒针长度2cm以上*19、收尾处错位3mm以上*20、A面气管接头漏装*21、B面开口长度不在9cm±1cm范围内*22、主体尺寸不在范围内29cm*19cm±1cm范围内*23、通气后漏气*1、颜色错误(参考色样)*2、外表破损*3、有脏污杂色:有1mm宽长度1cm以上*4、严重划伤、拉痕*5、软管长度1800cm±2cm范围外*6、软管开口长度:25cm±1cm,5cm±1cm范围外*7、接头的外径13mm±0.5mm范围外*8、主机端接头的内径10.4cm±0.5mm范围外*9、气囊端接头的内径8.5cm±0.5mm范围外*四、软管的检验项目三、气囊的检验项目备注:检验项目21-22项成品批量抽查样本n=10;檢驗程序檢驗基准备注:检验项目6-9项成品批量抽查样本n=10;抽樣計划MIL-STD-I05E系統II級抽樣水准﹐AQL:CR=0 MA=0.65 MI=2.5檢驗項目SY-0645HS(提臀带)检验作业标准书文件編號版本版次简图(图片仅供参考)缺點判定檢驗工具气囊端接主机端接头A 面左边右边右边长度为9cm 的开口B 面左边SR-WI-PB-002A/1頁次5/9CR MA MI1、A面、B面皮料颜色错误(A面粉色雨丝纹PU皮、B面米白色雨丝纹PU皮)*2、A面、B面皮料破损、划伤*3、A面有脏污杂色点:间距1cm内有0.2-0.3m㎡两个以上*4、B面有脏污杂色点:间距1cm内有0.2-0.3m㎡三个以上*5、形状严重变形*6、包边带颜色错误(白色)*7、包边带烂边*8、车缝走线不直、不均衡*9、车缝走线偏位*10、有2mm长度以上的线头残留*11、车缝浮线2针以上*12、车缝跳线2针以上*13、车缝接线不重合*14、车缝暴边*15、车缝底线外露*16、收尾处散乱*17、收尾处倒回针3针以上*18、收尾处倒针长度2cm以上*19、收尾处错位3mm以上*20、A面魔术贴公贴长度超了20cm±1cm范围*21、B面魔术贴母贴长度超了50cm±1cm范围*22、主体尺寸超出135cm(+2 -1cm)*8.5cm(±0.5cm)范围内*1、铭牌内容错误*2、规格(MODEL:SK02G-1200200U OUTPUT:12V 2A)错误*3、壳体颜色(白色)错误*4、插头安规(日规)错误*5、耐压测试:输入对输出AC1500V/5mA/3S报警者*备注:检验项目20-21项成品批量抽查样本n=10;檢驗工具檢驗項目备注:耐压测试项目成品批量抽查样本n =10;五、腰带的检验项目简图(图片仅供参考)SY-0645HS(提臀带)检验作业标准书檢驗程序檢驗基准文件編號版本版次抽樣計划MIL-STD-I05E系統II級抽樣水准﹐AQL:CR=0 MA=0.65 MI=2.5缺點判定六、开关电源的检验项目A 面长度为20cm 的公贴长度为50cm 的母贴B 面SR-WI-PB-002A/1頁次6/9CR MA MI1、开机无功能/死机/無法開機*2、电源开关失灵、无作用*3、按键功能错乱,执行动作与实际要求不符*4、工作时有异音发出,可以明显判断出*5、按按键时,主机蜂鸣器没有响“BI BI”声*6、LED灯指示功能错乱,亮灯动作与实际要求不符*7、漏气:有漏气现象*8、最大档充气时整机功率:不在14.5-20W范围内*9、最大档保压时整机功率:不在4-6W范围内*10、最大档放气时整机功率:不在0.1-2W范围内*11、定时时间不在15 min±5%范围内*12、档位1充气时间:不在5S±0.1S范围内*13、档位2充气时间:不在7S±0.1S范围内*14、档位3充气时间:不在10S±0.1S范围内*15、档位4充气时间:不在13S±0.1S范围内*16、档位5充气时间:不在15S±0.1S范围内*17、各档位保压时间:不在9S±0.1S范围内*18、各档位放气时间:不在7S±0.1S范围内*19、泄气后的残留气压:≥1.5KPa*20、档位1气压:不在8-15KPa范围内*21、档位2气压:不在15-25KPa范围内*22、档位3气压:不在25-35KPa范围内*23、档位4气压:不在32-42KPa范围内*24、档位5气压:不在36-46KPa范围内*25、老化不良:从生产开始抽检3PCS老化至出货当日产品出现性能不良*七、功能的检验项目备注:检验项目11-23、25项成品检验批量抽查样本n=1%;简图(图片仅供参考)缺點判定抽樣計划MIL-STD-I05E系統II級抽樣水准﹐AQL:CR=0 MA=0.65 MI=2.5檢驗項目檢驗程序檢驗工具SY-0645HS(提臀带)检验作业标准书文件編號版本版次檢驗基准泄气后的气压:≥1.5KPa档位1气压:档位2气压:15-25KPa档位4气压:32-42KPa档位3气压:档位5气压:SR-WI-PB-002A/1頁次7/9CRMAMI1﹑混入异物(刀片类等安全及卫生上不适合的东西)*2﹑配件漏装(主机*1PC 气囊*2PCS 腰带*2PCS气管*1PC 开关电源*1PC 收纳袋*1PC 说明书*1PC)*3、左右边气囊错装*4﹑腰带与气囊组合方向错误*5﹑主机贴纸类漏贴*6﹑个装箱子入外箱方向不一致*7﹑整机包装方法错误(参照SOP)*8﹑彩盒尺寸、材质错误*9、彩盒脏污、破损、色差*10﹑说明书内容错误、模糊不清*11﹑包装材料破损*12﹑纸托有破损,开裂现象*13﹑使用了指定材质以外的东西*14﹑外箱盒盖处180°来回折5个回合有破裂,损伤现象*15﹑外箱印刷丝印不良,无法识别*16﹑外箱标签内容错误*17﹑外箱封箱方式错误*备注:检验项目14项成品检验批量抽查样本n=3八、最终包装检查抽樣計划MIL-STD-I05E系統II級抽樣水准﹐AQL:CR=0 MA=0.65 MI=2.5檢驗項目檢驗程序檢驗基准简图(图片仅供参考)缺點判定檢驗工具文件編號版本版次SY-0645HS(提臀带)检验作业标准书平行SR-WI-PB-002A/1頁次7/9CRMAMI1﹑丝印耐腐蚀性:棉布沾工业酒精(浓度98%)以每次1秒的速度来回擦50次(施力500g,角度90度),油漆不可剥离,不可露底色。
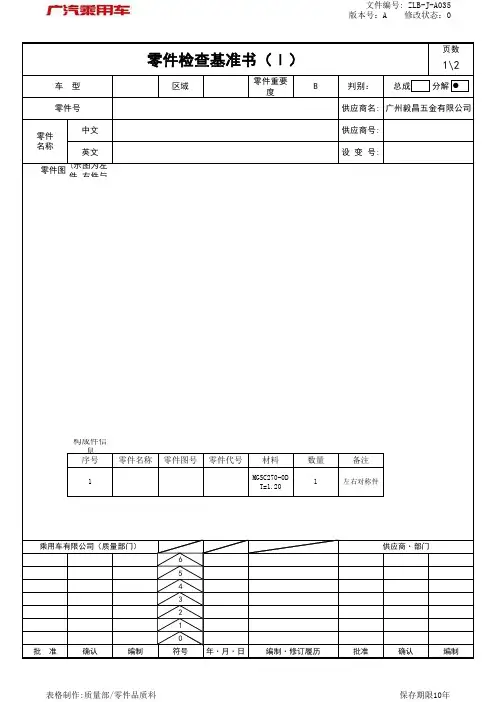
页数零件图(示图为左件,右件与构成件信息序号零件名称零件图号零件代号材料数量备注6543210批 准确认编制符号年·月·日批准确认编制MGSC270-0D T=1.201\2零件检查基准书(Ⅰ)零件号区域判别:车 型英文中文供应商·部门1供应商名:广州毅昌五金有限公司供应商号:左右对称件1编制·修订履历乘用车有限公司(质量部门)总成 分解零件重要度设 变 号:B零件名称●页数一二孔径B 20×22(0~0.5)游标卡尺C N=3/批首末件/班1次/月 N=5基准孔B 基准销通过检具CN=3/批首末件/班1次/月 N=5三面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B 0±1.0检具/间隙尺C N=3/批首末件/班1次/月 N=5面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B 0±1.0检具/间隙尺C N=3/批首末件/班1次/月 N=5面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B 0±1.0检具/间隙尺C N=3/批首末件/班1次/月 N=5面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B 0±1.0检具/间隙尺C N=3/批首末件/班1次/月 N=5面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B 0±1.0检具/间隙尺C N=3/批首末件/班1次/月 N=5面位置B 3±0.5检具/间隙尺C N=3/批首末件/班1次/月 N=5修边线B0±1.0检具/间隙尺CN=3/批首末件/班1次/月 N=5四1a,b面位置差B≤0.5高度尺C N=3/批首末件/班1次/月 N=5五方式A~D面位置差1次/月N=5V 尺寸a 目视B N=3/批全数b c 1外观品质C表面不得有锈蚀、裂纹、起皱等缺陷,毛刺≤0.3外观尺寸GZLY质量部门规格No.零件检查基准书(Ⅱ)零件名称项目重要度零件号项目供应商检查检查方法GZLY 检查数据提交频率2\2e f1次/年2B 机械试验机、材质报告C 1次/年每材料批次1次/年材料1MGSC270-0D t=1.2mmB光谱分析仪、材质报告C 1次/年备注频率频率每材料批次d。
产品检验标准书模板(7篇)________公司向您保证我们的产品均严格根据ISO9000认证治理体系进展生产,现对我公司生产的产品带给如下质量保证:1、我公司保证产品在出厂会对产品进展各项指标的严格检验,确保产品合格率到达100%。
2、我公司保证自产品安装调试并验收合格后壹年内,如产品自身消失质量问题,我公司负责进展免费修理。
假如产品超出了我们的保修期限,我们也会在合理的范围内给您带给相应的有偿效劳。
3、属于以下状况之一的不赐予免费保修,但能够实行合理的有偿效劳。
_超过保修期;_不能带给购置凭证的;_未按产品使用说明书的要求使用、修理而造成损坏的(共性留意发生进水、摔坏以及人为的损坏);_客户擅自修理、拆卸产品的或者客户托付非本公司指定的修理人员修理,拆卸产品的;_使用非正规的劣质通信电缆造成的损坏;_由于水灾、火灾、雷击、地震等不行抗拒灾难造成产品发生故障或损坏的;_其它非产品自身缘由造成的故障或损坏。
4、产品使用过程中消失问题,我公司技术人员将做到有问必答,属于产品质量问题的,我公司保证24小时内赐予明确答复或解决方案,质保期内需要现场处理,保证48小时到达现场。
_________公司垂询电话:技术支持:产品检验标准书模板二__________超市:为维护广阔消费者的切身利益,确保我公司产品的质量安全,特拟定本产品质量保证书。
一、严格遵守《产品质量法》、《计量法》、《食品卫生法》、《工业产品生产许可证试行条例》以及相关的法律、法规的规定。
在生产和加工食品时,确保在取得生产许可资质的前提下组织生产和销售。
二、保证具有与食品生产相适应的专业技术人员、娴熟技术工人和质量工作人员。
保证从事食品生产加工的人员身体安康,无传染性疾病,持续良好的个人卫生。
三、保证在生产全过程实行标准化治理,从原材料选购、产品出厂检验到售后效劳实施有效的过程质量治理。
四、保证根据合法有效的产品标准组织生产,产品质量贴合相应的强制性标准,对无强制性标准规定的,明示企业所采纳的标准,并按明示的标准组织生产。
零件检测基准书
1. 范围:本基准书适用于[具体零件名称]的检测。
2. 检测目的:确保零件符合设计规格和质量要求。
3. 检测项目:
- 尺寸检测:包括长度、宽度、高度、直径等关键尺寸的测量。
- 外观检测:检查零件表面有无缺陷、划痕、氧化等。
- 材质检测:确定零件所使用的材料是否符合要求。
- 功能检测:验证零件是否能正常工作,如连接是否牢固、运动是否灵活等。
4. 检测设备和工具:列出所需的检测设备和工具,如卡尺、显微镜、材料分析仪等。
5. 检测方法:
- 详细描述每个检测项目的具体检测方法和步骤。
- 提供图片或图示,以帮助理解检测过程。
6. 检测标准:明确每个检测项目的合格标准,如尺寸公差、外观缺陷限度等。
7. 检测记录:要求检测人员详细记录每个零件的检测结果,包括检测日期、检测人员、检测结果等信息。
8. 不合格品处理:定义不合格品的处理程序,如返修、报废、退货等。
9. 检测周期:根据零件的重要性和使用环境,确定合理的检测周期。
10. 人员培训:确保检测人员经过必要的培训,具备相应的检测技能和知识。
请注意,以上内容仅供参考,您可以根据实际需求进行调整和完善。
供应商代号:使用材料:图纸号/版本号
首件
首批
批量
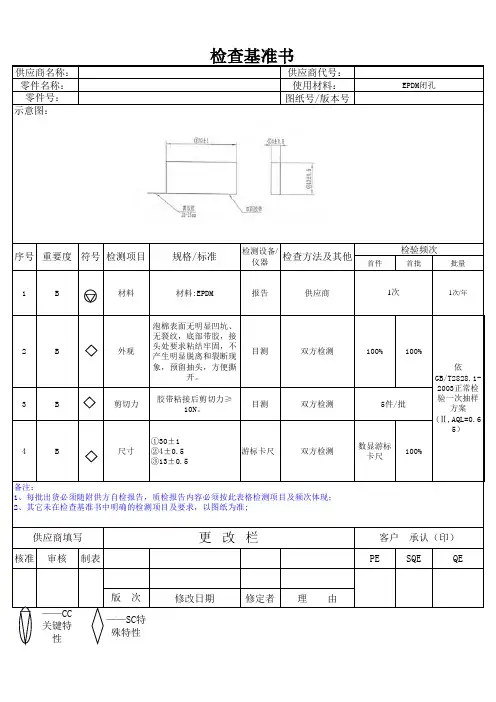
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
产品检验基准书This manuscript was revised by JIEK MA on December 15th, 2012.目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:检成品MOUSE检验项目及判定标准:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
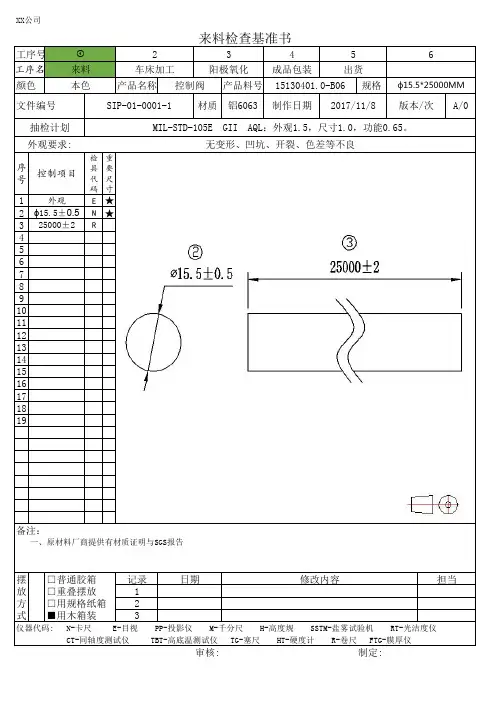
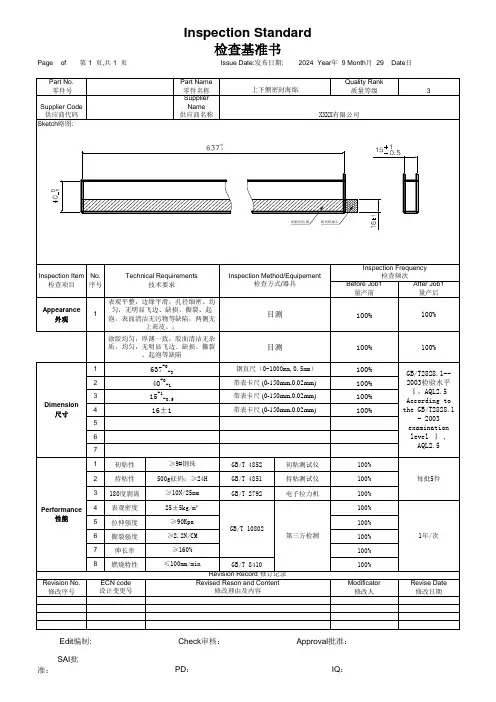
物料名称钢管总成
GB2828SANY图纸
1目测C 2目测C 3目测B 4油漆目测B 5焊接质量目测B 6打压试验水压试验台C 7清洁度清洁度检测仪
B 8钢板尺B 9卡尺B 10卡尺B 11卡尺
B
1213141516
检验数量:
王新建日期田明日期胡旭日期
标记处数更改单号签 名年月日黄斐
日期
异物允许量不大于2mg/100ML,不允许存在大于0.3的固体颗粒,清洁度小于
NAS10级(供方检测)
130±2依进料检验抽检方案表
供应商名称班长/日期
福事特
供应商
核准
质量负责人签名备 注
审核(质保/研发)三一重机小挖公司质保部文件编号 附图:
适用机型SY55C
批准(质保/研发)
校对(质保/研发)依据标准:
钢管总成检查基准书
标准/规格
编制(质保)备注:
来料数量:按技术要求执行(供方检测)油漆表面无色差、起皮、流挂现象,
漆膜附着力良好序号检验项目法兰面不得有磕碰,划伤包装完好,管壁无损伤、划痕、钢管法兰侧面生产厂家钢印号清晰可
见
综合判定: 合格□ 不合格□报检数量:
检验结果
重要度零部件图号零部件编号
2800037611147451
检验器具和方
法
频次科长/日期
共 1 页第 1 页
报检日期:供应商签收日期
99±242.9±0.2不合格数:
检验员/日期部长/日期
尺寸
外观检查
77.8±0.2
焊缝成形美观,无虚、假焊,焊缝打
磨平整。
目的范围
产品类别:精装盒系列产品
检验项目
材料规格外观包装2.工作台设备:检验平台
3.人员要求:视力1.2,符合正常检验能力
4.测量设备:卡尺\直尺\千分尺
5.包装:PE胶袋\卡通箱\标识卡\根据产品成品规格设定相符合的包装
不可有:挤压\皱折\标识不清\多层重叠检验设备要求
1.照明设备:1000(正负200)卢克斯照明白色莹光灯,距离零部件检查距离50--80CM
客户订单\要求 1.刮痕:每2平方CM允许1处L=0.5 W=0.1MM
2.颜色:参照客签样板
3.斑点:直径小≤0.5mm每2平方CM允许1处
4.起泡:表面不可有起泡现象
参考资料检验要求客户提供资料\业务生产制作工程单原材料:材质与样板符合\纸张硬度\规格\颜色等精装盒检验基准书
制作人:审核人生效日期:
文件编号:SD-(WF)-53
客户提供资料\业务生产制作工程单按客供资料\生产制作工程单要求:
产品尺寸公差通用为:+/-1MM
版本:1.0制定日期: 产品进行规范性的检验,以达到产品符合客户要求
对生产制程\出货之前的规范检验
精装盒系列产品检验要求。
版本状态产品代号产品名称
顾客
1顶杆印痕5件/班2浇口.溢流口
5件/班3铝柱5件/班4
裙边
5件/班
5穿线孔5件/班
6环槽5件/班
7外观5件/班
8周边过孔凸
台5件/班9
螺纹台阶
5件/班编制
校对
********有限公司质量管理部文件
产品毛坯检验基准书
文件编号序号关重特性
检验项目技术要求
检验频次产品图号
检验量具
毛刺.飞边清理干净,顶杆印痕允许
凸≤0.2mm,凹≤0.3mm
目测.游标卡尺加工面残痕去除后许凸≤0.5mm,凹
≤0.3mm非加工面的渣包位凸出小于0.5
目测.游标卡尺
无断裂、残缺,铝柱环槽无钢丸目测飞边、毛刺应清理干净,不得有拉
缺、压塌、凸瘤目测
无断裂、变形、残缺,隔层清理干
净
目测
形状完整、无残缺、凸瘤目测
铸件光滑平整,不得有裂纹、欠铸、冷隔等穿透性缺陷及严重的残缺类缺陷(如欠铸.机械损伤);不得有明显的磕碰、划伤、锉刀印痕;批次号等各种标识字样清晰、完整、准确无误,无毛刺。
目测
过孔无气孔(4处)
X光探伤机无裂纹
目测
更改
671
234
8
9
5
备注
判定不准时用游标卡尺
测量
判定不准时用游标卡尺
测量
过往不良过往不良
受控。
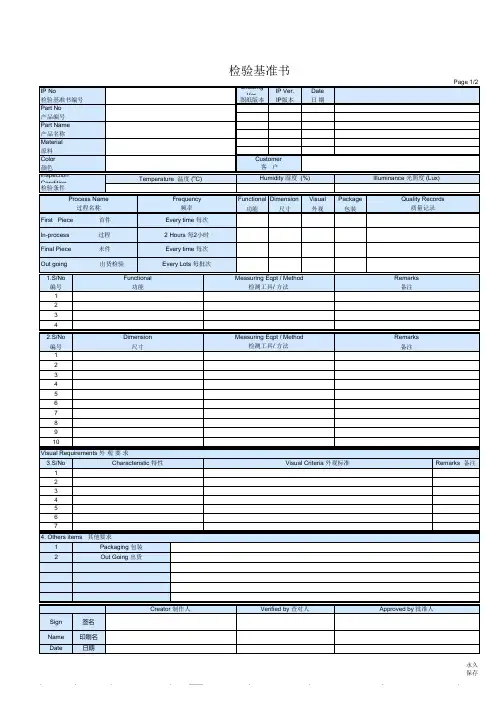
检验基准书模板
以下是一个检验基准书的模板,供您参考:
检验基准书
1. 检验对象:(待检测的产品或设备名称)
2. 检验标准:(列出适用的检验标准,包括国家标准、行业标准、企业标准等)
3. 检验方法:(列出采用的检验方法和仪器设备)
4. 检验结果:(记录每个检验点的具体结果)
5. 判定依据:(根据检验标准和结果,判断该产品或设备是否合格)
6. 处理意见:(对于不合格的部分,提出相应的处理建议)
7. 检验人员:(列出参与检验的人员姓名和职务)
8. 检验日期:(填写检验完成的时间)
9. 备注:(对于特殊情况或异常情况,进行说明并记录在备注中)
此检验基准书作为产品或设备的质量检验报告,可作为后续保障质量的重要依据。
产品检验基准书精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
目的:
规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:
本标准适用于公司内部所有产品的检验判定。
职责权限:
本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:
《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:
使用仪器及相关环境要求:
计算机
PCB′对应测架
相对湿度:45%-85%
外观检验环境:
照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下
目视距离:30-50cm(矫正后视力以上)
目视角度:45°
目视时间:10-15秒
抽样方案及验收水准:
依照《抽样检验作业规范》执行。
检验要求及作业注意事项:
依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:
成品MOUSE检验项目及判定标准:
备注:
1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,
然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标
准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合
格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目
可依主管通知为准或询问工程部门主管。
7.对于不良判定难以掌控的不良现象可提交部门主管或工程部相关
人员进行确认。
8.检验过程中如出现未验够即达到判退标准的,外发送检即可判
退,内部报验待验完所有样品后再一起与生产部对机并做判定,检验过程中注意不良样品的保留。