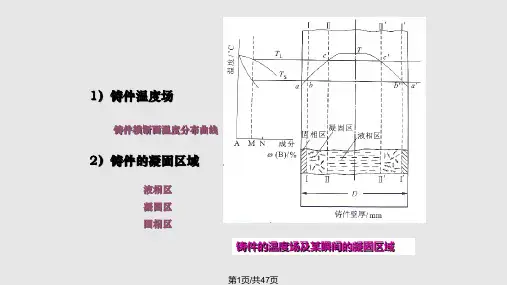
合金成分和温度
铸件的收缩
铸型、型芯条件
铸件结构
第23页/共47页
常用铸造合金的收缩率
合• 金铸造合含金从碳浇量注,凝固浇直注到至冷却液到态室温的过凝程固中,其体固积或态尺寸缩总减收的现缩 种类象,称(为收%缩)。收缩是温铸度件产生缩收孔缩、缩松、收裂缩纹、变形收的根缩源。 (%)
• 液态收缩
铸造• 碳钢•
(1)这是由于薄壁铸件的铸型冷却作用强,薄壁断面温 度梯度大,倾向于逐层凝固。因此收缩小的灰铸铁可消除 缩孔,获得致密铸件;而收缩较大的薄壁铸钢、有色合金 铸件会出现轴线缩松,但其表层组织致密。
第34页/共47页
(2)锡青铜,铝硅合金等凝固温度范围较宽的合金,倾 向于糊状凝固,用顺序凝固也难以消除缩松,采用 冷铁(或金属型铸造)及同时凝固原则,可保证其 表层组织致密。
1、合金的收缩 液态合金从浇注温度至凝固冷却到室温的过程中,体
积和尺寸减少的现象---.是铸件许多缺陷(缩孔,缩松, 裂纹,变形,残余应力)产生的基本原因.
收缩的几个阶段 1) 液态收缩(T浇 — T液) : 从金属液浇入铸型到开始 凝固之前. 液态收缩减少的体积与浇注温度至开始凝 固的温度的温差成正比. 2) 凝固收缩(T液 — T固): 从凝固开始到凝固完毕. 同一类合金,凝固温度范围大者,凝固体积收缩率大.如 : 35钢,体积收缩率3.0%, 45钢 4.3%。 3) 固态收缩(T固 — T室) : 凝固以后到常温. 固态 体积收缩直观表现为铸件各方向线尺寸的缩小,影响 铸件尺寸精度及形状的准确性,故用线收缩率表示.
铸件内部就发生内应力,即铸造应力。内应力是铸 件
产生变形和裂纹的基本原因。
按阻碍收缩的原因分为:
1)热应力