标准直齿齿条刀具的顶刃圆角R
- 格式:pdf
- 大小:218.85 KB
- 文档页数:3
ANSI/AGMA 1106-A97ANSI/AGMA 1006-A97米制单位版美国国家标准塑料齿轮齿形尺寸AGMA标准美国国家标准塑料齿轮齿形尺寸ANSI/AGMA 1106-A97(ANSI/AGMA 1006-A97 米制单位版)美国国家标准的批准,需要由美国全国标准学会审核,查明标准编制部门业已达到应履行的程序、一致同意和其他审批准则的要求。
当根据美国全国标准学会标准评审委员会的裁决,涉及直接利害和物质利害关系方业已达成相当多数同意时,一致同意即告成立。
相当多数同意表示比简单多数要多得多,但不一定无异议。
一致同意要求一切观点和异议均加以考虑,并协同努力达成彼此的消解。
美国国家标准的采用纯属志愿性的;不拘是否赞同该标准,国家标准的实行毫不妨碍任何人不遵照它开展制造、营销、采购,或运用产品、方法或程序等活动。
美国全国标准学会不制订标准,也决不对任何美国国家标准作解释。
此外,无人有权或被授权以美国全国标准学会的名义,发表对美国国家标准的解释。
有关对本标准解释的要求,应该发送给美国齿轮制造商协会。
指示:AGMA(美国齿轮制造商协会)技术出版物依发展经历而定,持续进行改进、修订或撤销。
一切参阅任何AGMA技术出版物的人员,应该查明该出版物应是能从该协会取得的该论题最新版本。
[可以引用或摘录表格或其他内容独立的段落。
应注明文献出处,格式如下:承出版者美国齿轮制造商协会(the American Gear Manufacturers Association,1500 King Street ,Suite 201,Alexandria,Virginia 22314)许可,摘录自ANSI/AGMA 1106-A97“塑料齿轮齿形尺寸”(Tooth Proportions for Plastic Gears)]批准日期1997年8月7日摘要本标准介绍一种新版基本齿条AGMA PT,此新版基本齿条采取全圆型齿根圆角,可以在塑料制齿轮的许多应用场合优先选用。


齿轮滚刀(直槽)使用及检验标准一、齿轮滚刀使用标准 1、滚刀的轴向窜刀滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。
1.1滚刀的起始安装位置如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。
图1-1滚刀切削区域向齿轮端面的投影图切出长度l 0=0*cos tan 0*cos ha βαδ式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l =(2*11)*1cos ra h h δ式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。
安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。
1.2 轴向窜刀的方向滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。
图1-2 轴向窜刀的方向1.3 轴向窜刀的窜刀量直槽滚刀的窜刀量S 可用下式确定: S=*d*cos dnm c Z πγ式中n ——滚刀头数; m ——滚刀模数;Zd——滚刀圆周齿数;γ——滚刀螺旋升角;dc——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。
推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。
1.4轴向窜刀的时机滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。
在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。
1.5轴向窜刀的方法我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。
方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。
方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。

第16部分第 2 页 DIN 5480 第 16 部分1 代号与名称A0刀具/外花键(或内花键)中心距c F齿形裕度d分度圆直径d a0插齿刀齿顶圆直径d a1外花键齿顶圆直径d b基圆直径d b0插齿刀基圆直径d fE产形齿根圆直径d f1外花键齿根圆直径d F产形渐开线终止圆直径d Nf1外花键渐开线终止圆直径f haP0齿顶高公差h aP0刀具基本齿廓上的齿顶高h fP0刀具基本齿廓上的齿根高h FaP0刀具基本齿廓上的渐开线终止齿顶高 h FfP0刀具基本齿廓上的渐开线终止齿根高 h K0齿顶倒角的径向高度或插齿刀齿顶圆角的径向高度h KP0插齿刀在基本齿廓上齿顶倒角的径向高度或插齿刀在基本齿廓上齿顶圆角的径向高度m模数P节距q 加工公差x·m齿高变位量z齿数A df齿根圆直径偏差A e齿槽宽偏差A s齿厚偏差A Me测量尺寸M e偏差A Mi测量尺寸M i偏差A W 公法线长度偏差A a0 对刀调整量的偏差系数 = A a0/A sA Me测量尺寸M e的偏差系数 = A Me/ A sA Mi测量尺寸M i的偏差系数 =A Mi/ A sA W 公法线长度的偏差系数M e外花键跨棒距M i内花键棒间距W公法线长度 α压力角αw0刀具压力角(在产形圆上的压力角)αw在测量圆上的压力角Δa0对刀调整量ϑ插齿刀上的后角ρaP0 刀具基本齿廓上的齿顶圆角半径ρfP0 刀具基本齿廓上的齿根圆角半径ρf产形齿顶圆角半径的平均值ξ插齿刀节圆上的后角如果有可能发生混淆,请使用下面的下标代号:下标定 义a齿顶e齿槽宽(内花键用),上偏差f齿根i下偏差s 齿厚(外花键用)w 产形圆E 产形尺寸F渐开线终止圆直径K齿顶倒角M e跨棒距(外花键用)M i棒间距(内花键用)N有效圆直径P基本齿条W 公法线长度0 刀具1 外花键2 内花键* * * *第 3 页 DIN 5480 第 16 部分2 30°压力角齿侧对中外花键用的滚刀2.1 工作范围粗加工用的刀具基本齿廓推荐值尺 寸 *)精加工用的刀具基本齿廓 推荐值适用于后道为磨齿工艺适用于后道为剃齿工艺h aP00,60·m 0,60·m + 0,173m 0,60·m + 0,403m h fP0 min 0,65·m 0,65·m – 0,173m 0,65·m – 0,403m图 1 滚刀的基本齿廓第 4 页 DIN 5480 第 16 部分产形齿根过渡圆弧半径的平均值ρ f ,是由滚刀齿顶在外花键渐开线终止圆和齿根圆之间进行加工的轨迹确定的,并且外花键的齿高变位量的变动值应在下列极限之间ρf min = 0,16·m : ρ f max = 0,32·m 。

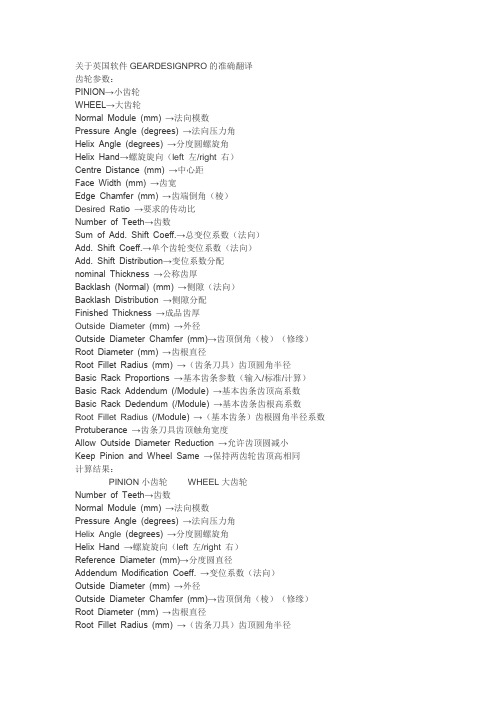
关于英国软件GEARDESIGNPRO的准确翻译齿轮参数:PINION→小齿轮WHEEL→大齿轮Normal Module (mm) →法向模数Pressure Angle (degrees) →法向压力角Helix Angle (degrees) →分度圆螺旋角Helix Hand→螺旋旋向(left 左/right 右)Centre Distance (mm) →中心距Face Width (mm) →齿宽Edge Chamfer (mm) →齿端倒角(棱)Desired Rati o →要求的传动比Number of Teeth→齿数Sum of Add. Shift Coeff.→总变位系数(法向)Add. Shift Coeff.→单个齿轮变位系数(法向)Add. Shift Distribution→变位系数分配nominal Thickness →公称齿厚Backlash (Normal) (mm) →侧隙(法向)Backlash Distribution →侧隙分配Finished Thickness →成品齿厚Outside Diameter (mm) →外径Outside Diameter Chamfer (mm)→齿顶倒角(棱)(修缘)Root Diameter (mm) →齿根直径Root Fillet Radius (mm) →(齿条刀具)齿顶圆角半径Basic Rack Proportions →基本齿条参数(输入/标准/计算)Basic Rack Addendum (/Module) →基本齿条齿顶高系数Basic Rack Dedendum (/Module) →基本齿条齿根高系数Root Fillet Radius (/Mo dule) →(基本齿条)齿根圆角半径系数Protuberance →齿条刀具齿顶触角宽度Allow Outside Diameter Reduction →允许齿顶圆减小Keep Pinion and Wheel Same →保持两齿轮齿顶高相同计算结果:PINION小齿轮 WHEEL大齿轮Number of Teeth→齿数Normal Module (mm) →法向模数Pressure Angle (degrees) →法向压力角Helix Angle (degrees) →分度圆螺旋角Helix Hand →螺旋旋向(left 左/right 右)Reference Diameter (mm)→分度圆直径Addendum Modification Coeff. →变位系数(法向)Outside Diameter (mm) →外径Outside Diameter Chamfer (mm)→齿顶倒角(棱)(修缘)Root Diameter (mm) →齿根直径Root Fillet Radius (mm) →(齿条刀具)齿顶圆角半径Centr e Distance (mm) →中心距Face Width (mm) →齿宽Edge Chamfer (mm) →齿端倒角(棱)Form Diameter (mm) →渐开线起始圆直径Base Diameter (mm) →基圆直径Thickness (nominal transverse) (mm) →(公称端面)齿厚Thickness (nominal normal) (mm) →(公称法向)齿厚Thickness (finished transverse) (mm) →(成品端面)齿厚Thickness (finished normal) (mm) →(成品法向)齿厚Measurement Over Balls(finished) (mm) →跨棒距Ball Diameter (mm) →量棒直径Chordal Span (mm) (finished) →(成品)公法线长度Number of Teeth to Span →跨齿数Contact Ratio (Transverse) →端面重合度Contact Ratio (Axial) →轴向重合度Desired Ratio →要求的传动比Actual Ratio →实际传动比Backlash (Transverse) (mm) →端面侧隙Backlash (Normal) (mm) →法向侧隙Backlash (Radial) (mm) →径向侧隙Backlash (Transverse circular) (mm) →端面圆周侧隙Backlash (Normal Circular) (mm) →法向圆周侧隙start of active Profile Diameter (mm) →有效齿廓起始直径Lowest Single Tooth Contact (mm) →单齿啮合最小直径Highest Single Tooth Contact (mm) →单齿啮合最大直径End of Active Profile Diameter (mm) →有效齿廓终止直径Transverse Pressure Angle (deg) →端面压力角Transverse Module (mm) →端面模数Working Pitch Diameter (mm) →节圆直径Working Normal Pressure Angle (deg) →法向啮合角Working Transverse Pressure Angle (deg) →端面啮合角Working Helix Angle (deg) →节圆螺旋角Face Width Offset (mm) →齿宽调整Active Face Width(mm) →有效齿宽Base Radius to Form Radius (mm) →渐开线起始圆到基圆的距离Form Radius to SAP Radiu s (mm) →有效渐开线起始圆到渐开线起始圆距离Bottom Clearance / Module →顶隙系数Normal EAP Thickness / Module →有效齿廓终止点法向厚度系数Normal O.D. Thickness / Module →齿顶法向齿厚系数Root Fillet Radius / Module →(齿条刀具)齿顶圆角半径系数Base Helix Angle (degrees) →基圆螺旋角Normal Base Pitch (mm) →法向基圆节距Tr ansverse Base Pitch (mm) →端面基圆节距ISO Quality grade →ISO 精度等级Single radial composite deviation (mm) →一齿径向综合公差Total radial composite deviation (mm) →径向综合总公差Single pitch deviation (mm) →单齿距公差Total cumulative pitch deviation (mm) →齿距累积公差Single tangential comp. deviation (mm) →一齿切向综合公差Total tangential comp. deviation (mm) →切向综合总公差Profile form deviation (mm) →齿廓形状公差Profile slope deviation (mm) →齿廓倾斜极限偏差Total profile deviation (mm) →齿廓总偏差的公差Helix form deviation (mm) →螺旋线形状公差Helix slope deviation (mm) →螺旋线倾斜极限偏差Total helix deviation (mm) →螺旋线总偏差的公差Tangential force (N) →圆周力Radial force (N) →径向力Axial force (N) →轴向力。
第16部分第 2 页 DIN 5480 第 16 部分1 代号与名称A0刀具/外花键(或内花键)中心距c F齿形裕度d分度圆直径d a0插齿刀齿顶圆直径d a1外花键齿顶圆直径d b基圆直径d b0插齿刀基圆直径d fE产形齿根圆直径d f1外花键齿根圆直径d F产形渐开线终止圆直径d Nf1外花键渐开线终止圆直径f haP0齿顶高公差h aP0刀具基本齿廓上的齿顶高h fP0刀具基本齿廓上的齿根高h FaP0刀具基本齿廓上的渐开线终止齿顶高 h FfP0刀具基本齿廓上的渐开线终止齿根高 h K0齿顶倒角的径向高度或插齿刀齿顶圆角的径向高度h KP0插齿刀在基本齿廓上齿顶倒角的径向高度或插齿刀在基本齿廓上齿顶圆角的径向高度m模数P节距q 加工公差x·m齿高变位量z齿数A df齿根圆直径偏差A e齿槽宽偏差A s齿厚偏差A Me测量尺寸M e偏差A Mi测量尺寸M i偏差A W 公法线长度偏差A a0 对刀调整量的偏差系数 = A a0/A sA Me测量尺寸M e的偏差系数 = A Me/ A sA Mi测量尺寸M i的偏差系数 =A Mi/ A sA W 公法线长度的偏差系数M e外花键跨棒距M i内花键棒间距W公法线长度 α压力角αw0刀具压力角(在产形圆上的压力角)αw在测量圆上的压力角Δa0对刀调整量ϑ插齿刀上的后角ρaP0 刀具基本齿廓上的齿顶圆角半径ρfP0 刀具基本齿廓上的齿根圆角半径ρf产形齿顶圆角半径的平均值ξ插齿刀节圆上的后角如果有可能发生混淆,请使用下面的下标代号:下标定 义a齿顶e齿槽宽(内花键用),上偏差f齿根i下偏差s 齿厚(外花键用)w 产形圆E 产形尺寸F渐开线终止圆直径K齿顶倒角M e跨棒距(外花键用)M i棒间距(内花键用)N有效圆直径P基本齿条W 公法线长度0 刀具1 外花键2 内花键* * * *第 3 页 DIN 5480 第 16 部分2 30°压力角齿侧对中外花键用的滚刀2.1 工作范围粗加工用的刀具基本齿廓推荐值尺 寸 *)精加工用的刀具基本齿廓 推荐值适用于后道为磨齿工艺适用于后道为剃齿工艺h aP00,60·m 0,60·m + 0,173m 0,60·m + 0,403m h fP0 min 0,65·m 0,65·m – 0,173m 0,65·m – 0,403m图 1 滚刀的基本齿廓第 4 页 DIN 5480 第 16 部分产形齿根过渡圆弧半径的平均值ρ f ,是由滚刀齿顶在外花键渐开线终止圆和齿根圆之间进行加工的轨迹确定的,并且外花键的齿高变位量的变动值应在下列极限之间ρf min = 0,16·m : ρ f max = 0,32·m 。