轧钢机主传动系统扭振故障分析
- 格式:pdf
- 大小:305.33 KB
- 文档页数:3
《轧机传动系统扭振智能控制方法研究》篇一一、引言随着现代工业的快速发展,轧机作为金属加工行业的重要设备,其传动系统的稳定性与效率直接关系到生产的质量与效率。
然而,轧机传动系统中常常出现的扭振问题,不仅会影响设备的正常运行,还会对生产效率和产品质量造成不良影响。
因此,研究轧机传动系统的扭振智能控制方法,对于提高轧机的工作性能和稳定性具有重要意义。
二、轧机传动系统扭振问题概述轧机传动系统的扭振问题主要表现为系统在运行过程中产生的周期性或非周期性的扭转振动。
这种振动主要由电机与负载之间的转速波动、传动装置的制造误差、系统刚度的变化等多种因素引起。
扭振问题的存在会导致设备运行不稳定,加剧机械部件的磨损,甚至可能引发严重的安全事故。
因此,研究轧机传动系统的扭振控制方法,对于提高设备的运行稳定性和延长使用寿命具有重要意义。
三、传统扭振控制方法及其局限性传统的轧机传动系统扭振控制方法主要包括机械调整、液压阻尼和电气控制等。
这些方法在一定程度上可以减少扭振的幅度和频率,但往往存在以下局限性:一是难以根据实际工况进行自适应调整;二是控制效果受系统参数变化的影响较大;三是对于复杂工况下的扭振问题,控制效果往往不理想。
因此,需要研究更加智能化的扭振控制方法。
四、智能扭振控制方法研究针对传统扭振控制方法的局限性,本研究提出了一种基于智能控制的轧机传动系统扭振控制方法。
该方法主要利用人工智能技术,通过实时监测和分析系统的运行状态,实现自适应的扭振控制。
具体包括以下几个方面:1. 智能识别与监测:通过安装传感器和监测装置,实时采集轧机传动系统的运行数据,包括转速、扭矩、振动等。
利用人工智能技术对这些数据进行处理和分析,实时识别系统的运行状态和扭振情况。
2. 智能诊断与预测:根据实时监测的数据,利用机器学习、深度学习等人工智能技术,对系统的运行状态进行诊断和预测。
通过分析系统的历史数据和运行规律,预测可能出现的扭振问题,并及时采取相应的控制措施。
《轧机传动系统扭振智能控制方法研究》篇一一、引言随着现代工业的快速发展,轧机作为金属加工行业的重要设备,其传动系统的稳定性与效率显得尤为重要。
然而,轧机传动系统中扭振问题一直是影响其性能的关键因素之一。
扭振不仅会降低设备的生产效率,还可能导致设备的损坏和维修成本的增加。
因此,对轧机传动系统扭振的智能控制方法进行研究具有重要的理论价值和实践意义。
二、轧机传动系统扭振问题概述轧机传动系统的扭振问题主要源于电机与轧辊之间的力矩传递不均、系统刚度不足以及外部负载的波动等因素。
扭振会导致传动系统的动力性能下降,增加设备的维护成本,甚至可能引发安全事故。
传统的控制方法主要依靠经验丰富的操作人员和复杂的机械结构来减少扭振,但效果有限且难以适应复杂的工况。
因此,研究智能控制方法对解决轧机传动系统的扭振问题具有重要意义。
三、智能控制方法在轧机传动系统中的应用针对轧机传动系统的扭振问题,智能控制方法提供了一种有效的解决方案。
这些方法主要包括基于人工智能的预测控制、优化控制和自适应控制等。
这些方法可以实时监测和分析传动系统的运行状态,通过调整控制参数来减少扭振。
此外,智能控制方法还可以根据不同的工况和负载变化自动调整控制策略,提高系统的适应性和稳定性。
四、轧机传动系统扭振智能控制方法研究本文提出了一种基于深度学习的轧机传动系统扭振智能控制方法。
该方法通过在系统中安装传感器来实时监测传动系统的运行状态,包括力矩、速度、加速度等参数。
然后,利用深度学习算法对这些数据进行处理和分析,预测出传动系统的扭振情况。
接着,根据预测结果,通过优化算法调整控制参数,实现对扭振的智能控制。
具体而言,该方法包括以下几个步骤:1. 数据采集与预处理:通过传感器实时采集轧机传动系统的运行数据,包括力矩、速度、加速度等参数。
然后对这些数据进行预处理,包括去噪、滤波和归一化等操作,以便后续的深度学习算法处理。
2. 深度学习模型构建:构建深度学习模型,如循环神经网络(RNN)或长短期记忆网络(LSTM)等,用于分析和预测传动系统的扭振情况。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在带材轧制过程中,轧机主传动系统的扭振问题是一个重要的研究课题。
扭振不仅会影响轧机的正常运行,还可能对带材的质量和轧机的使用寿命产生不良影响。
因此,对轧机主传动系统扭振的研究具有重要的理论意义和实际应用价值。
本文将针对考虑带材的轧机主传动系统扭振问题进行研究,旨在深入探讨其产生原因、影响因素及相应的控制措施。
二、轧机主传动系统扭振的产生原因及影响因素1. 产生原因轧机主传动系统的扭振主要由于电机与轧辊之间的转矩波动、轧制过程中的摩擦力变化、带材的厚度、宽度及材质差异等因素引起。
此外,轧机主传动系统的结构设计、刚度及阻尼等因素也会对扭振产生影响。
2. 影响因素(1)电机与轧辊之间的转矩波动:电机转矩的波动是引起轧机主传动系统扭振的主要原因之一。
转矩波动的大小、频率及相位等因素都会对扭振产生影响。
(2)轧制过程中的摩擦力变化:轧制过程中,轧辊与带材之间的摩擦力会发生变化,从而导致轧机主传动系统的扭振。
(3)带材的厚度、宽度及材质差异:不同厚度、宽度及材质的带材在轧制过程中会产生不同的力学性能,进而影响轧机主传动系统的扭振。
三、考虑带材的轧机主传动系统扭振研究方法针对考虑带材的轧机主传动系统扭振问题,本文采用以下研究方法:1. 理论分析:通过建立轧机主传动系统的动力学模型,分析扭振的产生原因及影响因素。
结合带材的力学性能,探讨带材对轧机主传动系统扭振的影响。
2. 实验研究:通过实验测量轧机主传动系统的扭振数据,分析实际生产过程中扭振的特点及规律。
同时,通过改变带材的厚度、宽度及材质等参数,研究这些因素对扭振的影响。
3. 仿真分析:利用仿真软件对轧机主传动系统进行仿真分析,验证理论分析的正确性。
通过改变仿真参数,探讨不同因素对扭振的影响程度。
四、控制措施及优化建议针对轧机主传动系统的扭振问题,本文提出以下控制措施及优化建议:1. 优化电机与轧辊之间的转矩控制:通过优化电机的转矩控制策略,减小转矩波动,从而降低轧机主传动系统的扭振。
《轧机传动系统扭振智能控制方法研究》篇一一、引言随着现代工业的快速发展,轧机作为金属加工的重要设备,其传动系统的稳定性和效率对产品质量和生产效率具有重要影响。
然而,轧机传动系统中扭振问题一直是影响其性能的关键因素之一。
扭振不仅会导致设备运行的不稳定,还会对设备产生损害,影响产品的精度和表面质量。
因此,研究轧机传动系统的扭振智能控制方法具有重要的现实意义。
二、轧机传动系统扭振问题分析轧机传动系统扭振问题的产生,主要是由于电机与轧辊之间的传动不平衡、负载变化、系统刚度不足等因素引起的。
扭振不仅会降低设备的运行效率,还会对设备的寿命和产品质量产生负面影响。
传统的扭振控制方法主要依赖于经验和试错法,缺乏理论指导和智能优化,难以满足现代工业的高效、稳定、智能化的需求。
三、智能控制方法研究针对轧机传动系统的扭振问题,本文提出了一种智能控制方法。
该方法基于现代控制理论、信号处理技术和人工智能技术,通过实时监测和分析传动系统的运行状态,实现对扭振的智能控制和优化。
1. 信号处理技术信号处理技术是智能控制方法的基础。
通过对传动系统中的振动信号进行采集、处理和分析,可以获取系统的运行状态和扭振特征。
利用频谱分析、小波分析等信号处理方法,可以提取出扭振信号的频率、幅度、相位等特征参数,为后续的智能控制提供依据。
2. 人工智能技术人工智能技术是实现智能控制的关键。
通过建立基于人工智能的模型,可以对传动系统的运行状态进行预测和优化。
例如,可以利用神经网络、支持向量机等机器学习算法,对历史数据进行分析和学习,建立扭振控制的模型和规则。
然后,根据实时监测的数据,对模型进行修正和优化,实现对扭振的智能控制。
3. 智能控制策略基于信号处理技术和人工智能技术,可以制定出多种智能控制策略。
例如,可以根据扭振的特征参数,制定出适应不同工况的控制策略。
通过调整电机的转速、力矩等参数,实现对扭振的有效控制。
同时,还可以利用优化算法,对控制策略进行优化和改进,提高控制的效果和效率。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在现代金属轧制工业中,带材轧机作为关键设备,其主传动系统的稳定性和性能直接关系到产品质量和生产效率。
然而,在实际生产过程中,主传动系统常常面临扭振问题,这会对设备造成损害,降低生产效率,甚至影响产品质量。
因此,对轧机主传动系统的扭振进行研究,提出有效的控制措施,具有重要的现实意义。
二、轧机主传动系统概述轧机主传动系统主要由电机、减速器、工作辊道和联轴器等部分组成。
在轧制过程中,由于电机转速和工作辊道转速的不一致,以及轧制力的变化等因素,容易导致主传动系统产生扭振。
这种扭振会传递到整个设备,对设备的稳定性和使用寿命造成影响。
三、扭振产生的原因及影响1. 扭振产生的原因:轧机主传动系统扭振的产生主要与电机转速、工作辊道转速、轧制力、设备刚度等因素有关。
当这些因素发生变化时,会导致传动系统内部产生扭矩波动,进而引发扭振。
2. 扭振的影响:扭振会导致设备运行不稳定,增加设备的振动和噪音,降低设备的使用寿命。
同时,扭振还会影响产品的质量和生产效率,增加生产成本。
四、考虑带材的轧机主传动系统扭振研究针对考虑带材的轧机主传动系统扭振问题,可以从以下几个方面进行研究:1. 理论分析:通过建立主传动系统的数学模型,分析扭振产生的机理和影响因素。
这包括考虑带材的厚度、宽度、材质等因素对主传动系统的影响。
2. 实验研究:通过实验测试主传动系统的动态特性,包括扭振的频率、幅度和传播规律等。
这可以通过在实验室或实际生产线上进行实验来实现。
3. 控制系统设计:根据理论分析和实验结果,设计有效的控制系统来抑制主传动系统的扭振。
这包括设计合理的控制策略和算法,以及选择合适的执行机构和传感器等。
4. 优化设计:通过优化设计主传动系统的结构参数和材料性能等,提高设备的刚度和阻尼性能,从而减小扭振的产生。
这需要综合考虑设备的成本、可靠性、维护等因素。
5. 实际应用:将研究成果应用于实际生产中,验证其有效性和可行性。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在金属带材轧制过程中,轧机主传动系统的扭振问题是一个重要的研究领域。
扭振不仅影响轧机的稳定运行,还可能对带材的质量和精度造成影响。
因此,对轧机主传动系统的扭振进行深入研究具有重要的实际意义。
本文将重点研究考虑带材因素的轧机主传动系统扭振问题,分析其产生的原因及影响因素,提出相应的控制策略,以期为实际生产提供理论支持。
二、轧机主传动系统扭振的产生原因及影响因素1. 产生原因轧机主传动系统的扭振主要由电机与轧机之间的转速波动、轧制力的变化、带材的物理特性等因素引起。
在轧制过程中,由于电机与轧机之间的转速差异、轧制力的不稳定以及带材的弹性变形等因素,使得传动系统产生扭振。
2. 影响因素(1)电机与轧机之间的匹配程度:电机与轧机之间的转速差异是导致扭振的主要原因之一。
因此,电机与轧机的匹配程度对扭振的影响较大。
(2)轧制力:轧制力的变化会引起带材的变形,进而影响传动系统的稳定性,导致扭振的产生。
(3)带材的物理特性:带材的厚度、宽度、硬度等物理特性对轧机主传动系统的扭振也有一定影响。
例如,硬度较高的带材在轧制过程中更容易引起扭振。
三、考虑带材因素的轧机主传动系统扭振分析1. 带材厚度对扭振的影响带材厚度越大,其抵抗变形的能力越强,从而对传动系统的扭振产生一定的影响。
较厚的带材在轧制过程中需要更大的轧制力,容易使传动系统产生更大的扭振。
2. 带材宽度对扭振的影响带材宽度对扭振的影响主要表现在宽度方向上的力矩变化。
较宽的带材在轧制过程中需要更大的力矩来保持稳定,这可能导致传动系统产生更大的扭振。
3. 带材硬度对扭振的影响带材硬度越高,其抵抗变形的能力越强,从而使得轧制过程中产生的力矩变化更大,容易导致传动系统产生扭振。
四、控制策略及措施1. 优化电机与轧机的匹配程度:通过改进电机与轧机的匹配程度,减小转速差异,从而降低扭振的产生。
2. 调整轧制力:通过调整轧制力的大小和分布,使带材在轧制过程中保持稳定,从而减小扭振的产生。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在现代金属轧制工业中,带材轧机主传动系统的扭振问题已经成为一个亟待解决的技术难题。
由于轧制过程中涉及到的多种复杂因素,如轧制力、轧制速度、带材张力等,这些因素都会对主传动系统的扭振产生影响。
本文将就考虑带材的轧机主传动系统扭振进行研究,以期为相关领域的技术人员提供有益的参考。
二、带材轧机主传动系统扭振问题的重要性扭振问题在带材轧机主传动系统中具有显著的影响。
首先,扭振会导致传动系统的振动和噪声,影响设备的正常运行和寿命。
其次,扭振还会影响带材的轧制质量,如产生皱纹、波浪等表面缺陷。
最后,扭振问题还可能引发设备故障,增加生产成本和维修成本。
因此,对带材轧机主传动系统扭振的研究具有重要的实际意义。
三、带材对主传动系统扭振的影响带材对轧机主传动系统扭振的影响主要体现在以下几个方面:1. 带材的物理特性(如厚度、宽度、强度等)会直接影响轧制过程中的力传递和扭矩分布,从而影响主传动系统的扭振。
2. 带材的张力是影响扭振的重要因素。
当带材张力过大或过小时,都会导致主传动系统的扭振加剧。
3. 轧制速度和轧制力的变化也会对主传动系统的扭振产生影响。
当这些参数发生波动时,会引发主传动系统的动态响应,从而导致扭振的产生。
四、轧机主传动系统扭振的研究方法针对轧机主传动系统的扭振问题,可以采用以下研究方法:1. 理论分析:通过建立主传动系统的动力学模型,分析其扭振产生的机理和影响因素。
2. 实验研究:通过实际轧制过程中的数据采集和分析,研究主传动系统的扭振特性和规律。
3. 数值模拟:利用有限元分析等方法,对主传动系统的扭振进行数值模拟和预测。
五、研究内容及结果本研究以某带材轧机为研究对象,通过理论分析、实验研究和数值模拟等方法,对主传动系统的扭振进行了深入研究。
结果表明:1. 带材的物理特性、张力、轧制速度和轧制力等因素都会对主传动系统的扭振产生影响。
2. 通过优化带材的物理特性和张力控制,可以有效降低主传动系统的扭振。
一起轧钢主传动电机振动故障处理经过的回顾丁学杰1陶桂林(武汉钢铁集团公司热轧厂430083 武汉)摘要振动是电机的常见故障之一,本文结合我厂一起轧钢主传动电机振动故障的处理经过,对电机振动故障的分析方法和处理经验进行了总结。
关键词轧钢电机振动故障轧钢主传动电机是钢铁企业的关键动力设备,其运行状态的好坏不仅关系到产品质量的好坏,还关系到钢铁企业的生产效益能否实现。
随着冶金自动化水平的提高,钢铁企业对生产的连续性和设备的稳定性都提出了很高的要求。
作为钢厂核心设备的的轧机出现任何非正常停机都将造成重大的经济损失。
我厂的R2初轧机是一台由双电机驱动的可逆轧机,上下轧辊电机的容量和驱动控制结构完全相同。
××年7月,R2轧机的上辊电机出现异常振动和巨大响声,同时伴有整流子打火等异常现象。
本文将介绍这起电机振动故障的特点,以及故障分析和处理的前后经过。
1电机基本情况与振动故障的特点R2轧机的两台驱动电机均由日本东芝公司于1975年制造,故障出现前电机一直正常运行。
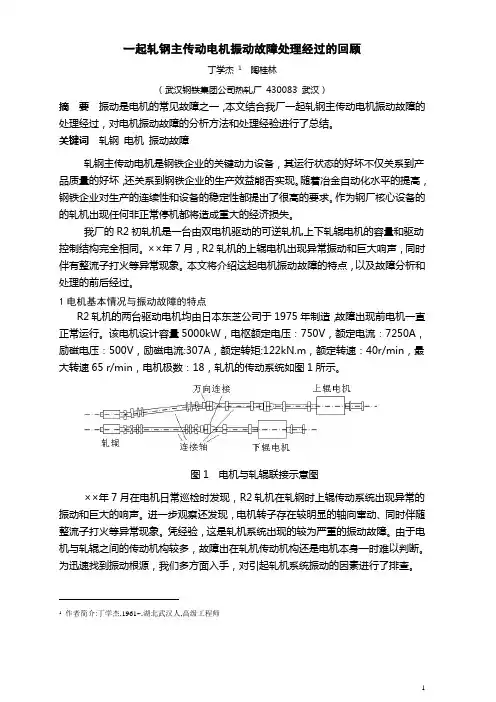
该电机设计容量5000kW,电枢额定电压:750V,额定电流:7250A,励磁电压:500V,励磁电流:307A,额定转矩:122kN.m,额定转速:40r/min,最大转速65 r/min,电机极数:18,轧机的传动系统如图1所示。
图1 电机与轧辊联接示意图××年7月在电机日常巡检时发现,R2轧机在轧钢时上辊传动系统出现异常的振动和巨大的响声。
进一步观察还发现,电机转子存在较明显的轴向窜动、同时伴随整流子打火等异常现象。
凭经验,这是轧机系统出现的较为严重的振动故障。
由于电机与轧辊之间的传动机构较多,故障出在轧机传动机构还是电机本身一时难以判断。
为迅速找到振动根源,我们多方面入手,对引起轧机系统振动的因素进行了排查。
1作者简介:丁学杰,1961~,湖北武汉人,高级工程师2轧机系统振动故障的排查引起轧机系统振动的原因很多,文献[1~3]显示轧机本身的机械系统、电机的机械结构的、电机的电磁性能改变、以及电机基础性状的变化都有可能造成轧机系统的振动。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在带材轧制过程中,轧机主传动系统的扭振问题是一个重要的研究课题。
扭振不仅会影响轧机的正常工作,降低生产效率,还可能对带材的质量和机械设备的寿命产生不良影响。
因此,对轧机主传动系统扭振的研究具有重要的理论意义和实际应用价值。
本文旨在研究考虑带材的轧机主传动系统扭振问题,通过理论分析和实验研究,探讨扭振的产生原因、影响因素及控制方法。
二、轧机主传动系统扭振的产生原因及影响因素1. 产生原因轧机主传动系统扭振的产生主要源于系统内部和外部的多种因素。
内部因素主要包括电机和轧辊之间的转速差异、传动装置的刚性和阻尼等。
外部因素则包括带材的材质、厚度、宽度以及轧制过程中的工艺参数等。
2. 影响因素(1)电机与轧辊的转速差异:电机与轧辊之间的转速差异是产生扭振的主要原因之一。
当转速差异过大时,会导致系统内部的力矩不平衡,从而引发扭振。
(2)传动装置的刚性和阻尼:传动装置的刚性和阻尼对扭振的产生有着重要影响。
刚性过小或阻尼不足的传动装置容易产生较大的扭振。
(3)带材的材质、厚度和宽度:带材的材质、厚度和宽度等因素会影响轧制过程中的力学性能,进而影响轧机主传动系统的扭振情况。
三、轧机主传动系统扭振的理论分析针对轧机主传动系统扭振问题,可以采用理论分析的方法进行研究。
通过建立系统的数学模型,分析系统内部的力矩、转速等参数的变化规律,从而揭示扭振的产生原因和影响因素。
此外,还可以采用有限元分析等方法,对系统进行更深入的力学分析,为扭振的控制提供理论依据。
四、轧机主传动系统扭振的实验研究实验研究是研究轧机主传动系统扭振问题的重要手段。
通过在实验室或实际生产线上进行实验,可以观测到扭振的实际发生情况,分析扭振的影响因素及控制方法。
在实验中,可以采用传感器等技术手段,实时监测系统内部的力矩、转速等参数的变化情况,为理论分析提供实验依据。
五、轧机主传动系统扭振的控制方法针对轧机主传动系统扭振问题,可以采取多种控制方法。
《轧机传动系统扭振智能控制方法研究》篇一一、引言在轧机生产过程中,传动系统的扭振问题是一个普遍存在的难题。
扭振不仅影响轧机的生产效率,还可能对设备造成损害,甚至影响整个生产线的稳定运行。
因此,对轧机传动系统扭振的智能控制方法进行研究,具有重要的理论价值和实践意义。
本文旨在探讨轧机传动系统扭振的智能控制方法,以期为相关领域的研究和应用提供参考。
二、轧机传动系统扭振问题概述轧机传动系统的扭振问题主要表现在以下几个方面:一是由于轧制力的变化、轧辊的不均匀磨损等原因,导致传动系统产生周期性或非周期性的扭振;二是由于传动系统的刚度不足、轴承间隙过大等因素,使得扭振现象更加严重;三是扭振会影响轧机的生产效率、产品质量以及设备的使用寿命。
因此,对轧机传动系统扭振的控制显得尤为重要。
三、传统轧机传动系统扭振控制方法及局限性传统的轧机传动系统扭振控制方法主要包括机械调整、液压阻尼、电气控制等。
这些方法在一定程度上可以降低扭振的幅度和频率,但往往存在以下局限性:一是难以实现精确控制,无法根据实际工况进行自适应调整;二是可能对其他系统产生干扰,影响设备的正常运行;三是无法满足高精度、高效率的生产需求。
四、智能控制方法在轧机传动系统扭振控制中的应用针对传统方法的局限性,智能控制方法在轧机传动系统扭振控制中得到了广泛应用。
智能控制方法主要包括模糊控制、神经网络控制、遗传算法、自适应控制等。
这些方法可以根据实际工况,实现自适应调整,提高扭振控制的精确性和效率。
例如,模糊控制可以通过建立模糊规则库,实现对轧机传动系统扭振的实时监测和智能控制;神经网络控制可以通过学习历史数据,预测未来扭振趋势,从而提前采取控制措施。
五、智能控制方法在轧机传动系统扭振控制中的具体应用在具体应用中,可以根据实际工况选择合适的智能控制方法。
例如,可以采用基于神经网络的自适应控制方法,通过神经网络对轧机传动系统的动态特性进行学习和预测,实现对扭振的实时监测和智能控制。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在现代工业生产中,带材轧机作为重要的加工设备,其性能稳定性和生产效率对产品质量和企业的经济效益具有重大影响。
在轧机工作过程中,主传动系统的扭振现象是一种常见的动力学问题,它会对设备的稳定运行、生产效率和设备寿命产生负面影响。
因此,对轧机主传动系统扭振的研究具有重要意义。
本文将着重研究考虑带材的轧机主传动系统扭振问题,分析其产生原因、影响因素及控制方法。
二、轧机主传动系统扭振的产生原因及影响因素1. 产生原因轧机主传动系统扭振的产生主要源于电机与轧机之间的动力传递不均衡,以及轧制过程中材料的不均匀性。
当电机输出的动力与轧机辊系的阻力不匹配时,会产生扭矩波动,进而引发扭振。
2. 影响因素(1)电机参数:电机的转速、转矩等参数对主传动系统的扭振有显著影响。
(2)轧机辊系:辊系的刚度、阻尼等机械性能会影响扭振的传播和衰减。
(3)带材质量:带材的厚度、宽度、硬度等物理特性会影响轧制过程中的动力传递。
(4)工艺参数:如轧制速度、压下量等工艺参数也会对扭振产生影响。
三、轧机主传动系统扭振的研究方法1. 理论分析:通过建立主传动系统的动力学模型,分析扭振的产生原因和影响因素。
2. 实验研究:在实验室或实际生产现场,通过安装传感器等设备,实时监测主传动系统的扭振情况,为理论分析提供实验依据。
3. 数值模拟:利用有限元分析软件,对主传动系统进行数值模拟,预测扭振的发生和传播。
四、考虑带材的轧机主传动系统扭振控制方法1. 优化电机参数:通过调整电机转速、转矩等参数,使电机与轧机之间的动力传递更加均衡。
2. 改善辊系性能:提高辊系的刚度和阻尼,减少扭振的传播和衰减。
3. 控制工艺参数:合理设置轧制速度、压下量等工艺参数,以减小扭振的产生。
4. 安装减震装置:在主传动系统中安装减震装置,如扭振减震器、液压阻尼器等,以吸收和消耗扭振能量。
五、结论本文研究了考虑带材的轧机主传动系统扭振问题,分析了其产生原因、影响因素及控制方法。
《轧机传动系统扭振智能控制方法研究》篇一一、引言在轧机生产过程中,传动系统的扭振问题是一个普遍存在的难题。
扭振不仅影响轧机的生产效率,还可能对设备造成严重的损坏,甚至可能引发安全事故。
因此,研究轧机传动系统的扭振智能控制方法,对于提高轧机的工作效率、保障设备安全运行具有重要意义。
本文将就轧机传动系统扭振智能控制方法进行深入研究,以期为相关领域的研究和应用提供有益的参考。
二、轧机传动系统扭振问题分析轧机传动系统的扭振问题主要源于电机与轧辊之间的力矩不匹配、传动系统的刚度不足以及外部负载的波动等因素。
这些因素导致传动系统在运行过程中产生周期性或非周期性的扭振,严重影响设备的正常运行。
为了解决这一问题,需要采用智能控制方法对轧机传动系统进行优化。
三、智能控制方法在轧机传动系统中的应用智能控制方法在轧机传动系统中的应用主要包括以下几个方面:1. 智能识别技术:通过传感器实时监测轧机传动系统的运行状态,利用智能识别技术对扭振信号进行识别和分析,为后续的控制策略提供依据。
2. 优化控制算法:针对轧机传动系统的扭振问题,设计合适的优化控制算法,如模糊控制、神经网络控制、遗传算法等,以实现对扭振的有效抑制。
3. 智能调节技术:根据智能识别技术获取的扭振信息,采用智能调节技术对电机和轧辊之间的力矩进行实时调整,以实现力矩的匹配和传动系统的稳定。
四、轧机传动系统扭振智能控制方法研究针对轧机传动系统的扭振问题,本文提出一种基于智能识别和优化控制算法的扭振智能控制方法。
该方法包括以下几个步骤:1. 传感器实时监测:利用高精度的传感器对轧机传动系统的运行状态进行实时监测,获取扭振信号。
2. 智能识别分析:采用智能识别技术对扭振信号进行识别和分析,确定扭振的频率、幅度等特征参数。
3. 优化控制策略制定:根据扭振特征参数,设计合适的优化控制策略,如调整电机转速、改变力矩等,以实现对扭振的有效抑制。
4. 智能调节执行:根据优化控制策略,采用智能调节技术对电机和轧辊之间的力矩进行实时调整,以实现力矩的匹配和传动系统的稳定。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言随着现代工业技术的不断发展,轧机作为金属加工的重要设备,其主传动系统的稳定性和效率对于生产过程至关重要。
然而,在实际生产过程中,轧机主传动系统常常会受到各种因素的影响,其中扭振问题尤为突出。
扭振不仅会影响轧机的正常运行,还可能导致设备损坏、生产效率降低以及安全事故的发生。
因此,对轧机主传动系统的扭振问题进行研究具有重要的理论和实践意义。
本文将针对考虑带材的轧机主传动系统扭振问题展开研究,旨在为实际生产提供理论依据和技术支持。
二、轧机主传动系统扭振问题分析1. 扭振产生的原因轧机主传动系统的扭振主要由电机、减速器、工作辊等部件的动态特性和相互作用引起。
其中,带材的力学特性、轧制工艺参数以及设备本身的制造和安装精度等因素都会对扭振产生影响。
此外,外部扰动如电机负载变化、设备振动等也会加剧扭振的幅度和频率。
2. 扭振对系统的影响扭振会导致轧机主传动系统的运行不稳定,增加设备的磨损和故障率,降低生产效率和产品质量。
同时,扭振还可能引发设备共振,进一步加剧设备的损坏和安全事故的发生。
因此,对轧机主传动系统的扭振问题进行研究和控制显得尤为重要。
三、带材对轧机主传动系统扭振的影响带材的力学特性对轧机主传动系统的扭振具有显著影响。
不同材质、厚度和宽度的带材在轧制过程中会产生不同的力学响应,从而影响主传动系统的动态特性和扭振情况。
此外,带材的表面质量、温度和张力等也会对扭振产生影响。
因此,在研究轧机主传动系统扭振问题时,需要考虑带材的力学特性和其他相关因素。
四、轧机主传动系统扭振的研究方法1. 理论分析通过建立轧机主传动系统的数学模型和动力学方程,分析系统的动态特性和扭振产生的原因。
采用信号处理和频谱分析等方法,对实际生产过程中的扭振数据进行处理和分析,揭示扭振的规律和特点。
2. 实验研究通过搭建实验平台,模拟实际生产过程中的轧制工艺和设备运行状态,对轧机主传动系统的扭振问题进行实验研究。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在金属带材轧制过程中,轧机主传动系统的扭振是一个重要的问题。
由于传动系统的动态特性与轧制过程的稳定性密切相关,因此研究主传动系统的扭振问题具有重要的实际意义。
本文旨在研究考虑带材的轧机主传动系统扭振现象,探讨其产生原因、影响因素及相应的控制措施。
二、轧机主传动系统扭振的产生原因轧机主传动系统的扭振主要由以下几个方面的因素导致:1. 电机与轧机之间的传动不匹配。
电机的输出转矩与轧机的实际需求转矩之间存在差异,导致传动系统产生扭振。
2. 轧制过程中的工艺参数变化。
如轧制速度、轧制力等参数的变化,会影响传动系统的动态特性,从而引发扭振。
3. 轧机本身的机械结构问题。
如轴承磨损、齿轮间隙等机械问题,也可能导致扭振的产生。
三、带材对轧机主传动系统扭振的影响带材的物理特性对轧机主传动系统的扭振有显著影响。
具体表现在以下几个方面:1. 带材的厚度、宽度和强度等参数会影响轧机的负载特性,从而影响传动系统的扭振。
2. 带材的表面质量、温度等也会对轧制过程中的工艺参数产生影响,进而影响扭振。
3. 带材的卷取方式和速度等也会对传动系统的动态特性产生影响,从而引发扭振。
四、轧机主传动系统扭振的研究方法针对轧机主传动系统的扭振问题,可采用以下研究方法:1. 理论分析。
通过建立传动系统的动力学模型,分析扭振的产生原因及影响因素。
2. 实验研究。
通过在实验室或现场进行实验,观测和分析扭振现象,为理论分析提供依据。
3. 数值模拟。
利用计算机仿真技术,对传动系统的动态特性进行模拟,预测和分析扭振现象。
五、控制措施及优化建议针对轧机主传动系统的扭振问题,可采取以下控制措施及优化建议:1. 优化电机与轧机之间的传动匹配,确保电机输出转矩与轧机实际需求转矩相匹配。
2. 合理调整轧制过程中的工艺参数,如轧制速度、轧制力等,以减小对传动系统动态特性的影响。
3. 加强轧机的维护和保养,定期检查轴承、齿轮等机械部件的磨损情况,及时更换磨损严重的部件。
《4300中厚板轧机主传动系统的扭振研究》篇一一、引言随着工业制造技术的飞速发展,中厚板轧机作为关键的生产设备,在制造业中占有举足轻重的地位。
然而,轧机在生产过程中出现的扭振问题,对设备稳定运行及产品质量的提高产生了严重的影响。
特别是在4300中厚板轧机的主传动系统中,扭振问题显得尤为突出。
因此,本文将对4300中厚板轧机主传动系统的扭振问题进行研究,为轧机的优化设计及稳定运行提供理论支持。
二、扭振现象及其影响扭振现象在轧机主传动系统中主要表现为传动轴系的周期性扭转振动。
这种振动会导致设备运行不稳定,进而影响产品的质量及设备的寿命。
具体影响表现在以下几个方面:1. 设备运行稳定性:扭振会导致主传动系统运行不稳定,增加设备故障率。
2. 产品质量:扭振会影响轧件的厚度、宽度等尺寸精度,降低产品质量。
3. 设备寿命:长期的扭振会导致设备部件的疲劳损伤,缩短设备的使用寿命。
三、4300中厚板轧机主传动系统扭振研究针对4300中厚板轧机主传动系统的扭振问题,本文将从以下几个方面进行研究:1. 扭振产生原因分析:通过对主传动系统的结构、传动方式、工艺参数等进行分析,找出扭振产生的根本原因。
2. 扭振模型建立:根据主传动系统的结构特点及工作原理,建立扭振数学模型,为后续的扭振分析提供理论依据。
3. 扭振特性分析:通过实验及仿真手段,对主传动系统的扭振特性进行分析,包括扭振的频率、振幅、传播规律等。
4. 扭振抑制措施研究:针对扭振问题,提出有效的抑制措施,如优化传动系统结构、调整工艺参数、安装减震装置等。
5. 实际应用效果评估:将提出的扭振抑制措施应用于实际生产中,评估其应用效果及对设备稳定运行的影响。
四、研究方法与技术手段1. 理论分析:通过对主传动系统的结构、传动方式、工艺参数等进行理论分析,找出扭振产生的根本原因。
2. 数学建模:根据主传动系统的结构特点及工作原理,建立扭振数学模型,为后续的扭振分析提供理论依据。
冷连轧机主传动系统扭振分析摘要:针对某新建的1420冷连轧机组,基于设计图纸建立了轧机主传动系统动力学模型。
通过计算得到系统的固有频率和反共振频率、振型和Bode图,并进一步对系统的设计方案进行分析评价。
结果表明,该冷连轧机主传动系统设计基本合理,部分设计参数还有优化的余地。
关键词:轧机主传动扭转振动固有频率Torsional Vibration Analysis of the Tandem Cold Mill Main Drives WANG Zeji1,WANG Ruiting1,ZHANG Xiangjun2(1 Baoshan Iron & Steel Co., Ltd., Shanghai 201900, China2 Tsinghua University, Beijing 100084, China)Abstract:Focused on the newly-built 1420mm tandem cold mill group of some iron & steel corporation, the dynamic models of the main driving system are established basing on the basis of design drawing. The natural frequencies and anti-resonance frequencies, vibration modes and Bode diagrams of the system are gained by calculating. Subsequently, the analysis and judgement of the main driving system are carried out. The results show that the design of the main driving system is reasonable on the whole, but some design parameters need to be optimized.Key words:rolling mill;main drive;torsional vibration;natural frequency1 概述旋转体在旋转方向产生的振动称为扭转振动,它是转转机械中普遍存在的问题【1,2】。
《考虑带材的轧机主传动系统扭振研究》篇一一、引言在带材轧制过程中,轧机主传动系统的扭振问题是一个重要的研究课题。
扭振不仅会影响轧机的正常工作,降低生产效率,还可能对带材的质量和设备的寿命产生不利影响。
因此,对轧机主传动系统扭振的研究具有重要的理论意义和实际应用价值。
本文将针对考虑带材的轧机主传动系统扭振问题展开研究,旨在为相关领域的科研工作者和生产实践者提供有益的参考。
二、轧机主传动系统扭振现象分析轧机主传动系统扭振是指由于传动系统中各部件的转速不均,导致轴系的扭矩波动。
在带材轧制过程中,由于带材的宽度、厚度、材质等参数的变化,以及轧机的负载变化,都可能引起主传动系统的扭振。
这种扭振现象会导致传动系统的机械应力增加,加剧轴承和齿轮等部件的磨损,影响设备的使用寿命和轧制效率。
三、考虑带材因素的主传动系统扭振研究带材的物理参数对轧机主传动系统的扭振有着重要的影响。
带材的宽度、厚度、材质等参数的变化都会导致轧机负载的改变,进而影响传动系统的扭振情况。
因此,在研究轧机主传动系统扭振时,需要考虑带材的因素。
具体来说,需要考虑以下几个方面:1. 带材物理参数对主传动系统扭振的影响规律:通过建立数学模型或仿真模型,分析不同带材物理参数下主传动系统的扭振情况,找出影响扭振的主要因素。
2. 考虑带材厚薄不均的轧机动态特性分析:针对带材厚薄不均的问题,分析其对轧机动态特性的影响,包括对主传动系统扭振的影响。
3. 轧机主传动系统的优化设计:根据上述研究结果,提出优化设计建议,如改进传动系统的结构、优化轧制工艺等,以减小扭振对设备的影响。
四、研究方法及技术应用针对考虑带材的轧机主传动系统扭振问题,可采用以下研究方法和技术应用:1. 建立数学模型或仿真模型:通过建立精确的数学模型或仿真模型,模拟实际生产过程中的扭振情况,为后续的分析和优化提供依据。
2. 信号处理技术:采用信号处理技术对实际生产过程中的扭振信号进行采集、分析和处理,以获取扭振的特性和规律。