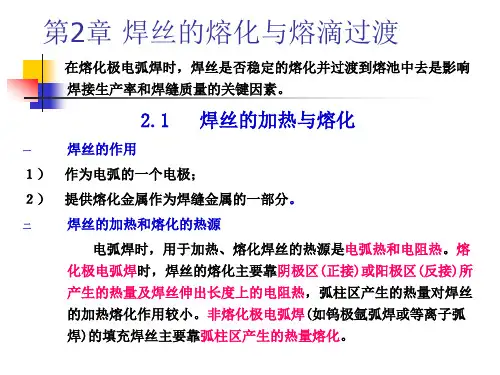
焊接熔滴过渡
- 格式:doc
- 大小:37.00 KB
- 文档页数:2
CO2焊是一种常见的金属材料焊接方法,其特点是焊接速度快、生产效率高,广泛应用于汽车、汽车零部件、船舶、钢结构建筑等领域。
然而,在CO2焊过程中,焊接飞溅问题一直存在,影响着焊接质量和效率。
研究发现,CO2焊飞溅与熔滴过渡及焊接参数有着密切的关系。
了解CO2焊飞溅的形成机理对于探究其与熔滴过渡和焊接参数的关系至关重要。
CO2焊飞溅是由于焊接电弧弹跳和熔滴半分离造成的。
当焊接电流密度增大时,熔滴在电弧中振荡的频率增加,使得其不易被电弧吹脱,从而形成飞溅。
焊接电弧在金属熔池表面的频繁跳动也是引起飞溅的原因之一。
熔滴过渡对CO2焊飞溅的影响是不可忽视的。
熔滴过渡是指熔滴由一种形态过渡到另一种形态的过程。
在CO2焊中,熔滴的过渡状态对于飞溅的减少至关重要。
当熔滴过渡过程平稳时,熔滴更容易被电弧吹脱,减少了飞溅的可能性。
控制熔滴过渡状态是减少CO2焊飞溅的重要手段之一。
焊接参数的选择对CO2焊飞溅的影响也非常显著。
焊接参数包括焊接电流、焊接电压、送丝速度、气体流量等。
适当提高焊接电压和减小焊接电流有助于减少飞溅的产生。
而合理选择送丝速度和气体流量也可以降低飞溅的发生概率。
合理的焊接参数设定是减少CO2焊飞溅的重要保障。
总结来看,CO2焊飞溅与熔滴过渡和焊接参数存在着密切的联系。
通过控制熔滴过渡状态和合理选择焊接参数,可以有效减少CO2焊飞溅的发生,提高焊接质量和效率。
在实际应用中,需要结合具体情况,综合考虑以上因素,以达到最佳的焊接效果。
CO2焊是一种常见的金属材料焊接方法,其特点是焊接速度快、生产效率高,广泛应用于汽车、汽车零部件、船舶、钢结构建筑等领域。
然而,在CO2焊过程中,焊接飞溅问题一直存在,影响着焊接质量和效率。
研究发现,CO2焊飞溅与熔滴过渡及焊接参数有着密切的关系。
了解CO2焊飞溅的形成机理对于探究其与熔滴过渡和焊接参数的关系至关重要。
CO2焊飞溅是由于焊接电弧弹跳和熔滴半分离造成的。
当焊接电流密度增大时,熔滴在电弧中振荡的频率增加,使得其不易被电弧吹脱,从而形成飞溅。
射流过渡、熔滴过渡、脉冲过渡和短路过渡。
射流过渡、熔滴过渡、脉冲过渡和短路过渡是电弧焊接过程中常见的四种过渡状态。
这些过渡状态对焊接质量和焊接速度都有着重要的影响。
在本文中,我们将详细介绍这四种过渡状态的特点、影响和应对措施。
一、射流过渡射流过渡是电弧焊接过程中最常见的过渡状态之一。
在这种状态下,电弧的能量主要用于将金属表面加热并蒸发,形成一个高温、高速的气流。
这个气流可以将金属表面的氧化物和杂质吹走,从而清洁焊接区域,提高焊缝的质量。
射流过渡的特点是电弧稳定,焊接速度较快,但焊接质量较差。
这是因为在射流过渡状态下,电弧的能量主要用于加热和蒸发金属表面,而不是用于熔化金属。
因此,焊接区域的温度较低,焊缝的质量也较差。
应对措施:为了提高焊接质量,可以采取以下措施:1.增加电流密度,提高焊接区域的温度,促进金属的熔化。
2.增加焊接速度,减少射流过渡状态的时间,降低气流对焊缝的影响。
3.使用气体保护,减少氧化物和杂质的生成,提高焊缝的质量。
二、熔滴过渡熔滴过渡是电弧焊接过程中另一种常见的过渡状态。
在这种状态下,电弧的能量主要用于熔化金属,形成熔滴。
这些熔滴会从电极上脱落,落在焊缝上,形成焊缝。
熔滴过渡的特点是电弧不稳定,焊接速度较慢,但焊接质量较好。
这是因为在熔滴过渡状态下,电弧的能量主要用于熔化金属,形成熔滴。
这些熔滴可以充分熔化金属,形成均匀的焊缝。
应对措施:为了提高焊接速度,可以采取以下措施:1.减小电流密度,降低焊接区域的温度,减少熔滴的形成。
2.增加焊接速度,减少熔滴过渡状态的时间,提高焊接效率。
3.使用适当的电极直径和电极形状,使电弧稳定,减少熔滴的飞溅。
三、脉冲过渡脉冲过渡是一种特殊的焊接过渡状态。
在这种状态下,电弧的能量以脉冲形式释放,每个脉冲的时间很短,但能量很大。
这种方式可以使焊接区域的温度快速升高,熔化金属,形成焊缝。
脉冲过渡的特点是焊接速度快,焊接质量好,但需要特殊的焊接设备和技术。
对不同熔滴过度形式比较,包括形成条件,熔滴过度过程的不同特点,应用等内容。
一、熔滴过渡的分类:①自由过渡(Free Flight),是指熔滴脱离焊丝末端前不与熔池接触,脱离焊丝后经电弧空间自由飞行进入熔池的一种过渡形式。
包括:颗粒过渡(包括大颗粒过渡、排斥过渡和细滴过渡)、喷射过渡(包括射滴过渡、亚射流过渡、射流过渡和旋转射流过渡)和爆炸过渡。
②接触过渡(Bridging Transfer),是通过焊丝末端的熔滴与熔池表面接触成桥而过渡的。
包括:短路过渡和搭桥过渡。
③渣壁过渡(Slag Guiding Transfer),包括:沿渣壳过渡和沿药皮筒过渡。
二、形成条件、特点和应用①大颗粒过渡:高弧压、小电流,重力克服表面张力作用,电弧稳定性和焊接质量比较差,可用于高电压、小电流MIG焊。
②排斥过渡:弧根小,电流较大,斑点压力大,高电压较大电流CO2气体保护焊,直流正接时,斑点压力很大,CO2、MIG都有明显的大颗粒排斥过渡③细滴过度:高弧压,更大电流,电流比较大,电磁收缩力增大,表面张力作用减小,熔滴存在的时间短,熔滴细化,过渡频率增加,电弧稳定性比较高,飞溅少,焊缝质量高;CO2细丝较大电流。
④射滴过度:熔滴直径达到与焊丝直径相近时,电弧力使之脱离焊丝端头,并快速通过电弧空间,向熔池过渡的形式。
形成条件:钢焊丝脉冲MIG焊、铝焊丝MIG焊,电流必须达到一定的临界值,过渡形式才会从滴状过渡变为射滴过渡。
射滴过渡特点:斑点力和重力促进熔滴过渡;表面张力阻碍熔滴过渡;飞溅小,成型好;电流有临界值,且电流区间窄;电弧成钟罩型。
⑤射流过度:熔滴呈细小颗粒,沿焊丝的铅笔尖状的端部以喷射状态快速通过电弧空间向熔池过渡的形式。
获得射流过渡的条件是采用纯氩或富氩保护气氛,直流反极性接法,除了保持高弧压(长弧)外,还必须使焊接电流大于某临界值。
电弧从熔滴的根部扩张到颈缩的根部射流过渡特点:跳弧;铅笔尖状;锥形电弧;等离子流力;指状熔深;电弧平稳,飞溅小;电流有临界值。
熔滴过渡电弧焊时,焊丝或焊条端部形成熔滴通过电弧空间向熔池转移的过程称熔滴过渡。
熔滴过渡对熔焊过程稳定、飞溅大小,焊缝成形优劣以及焊接缺陷等有很大影响。
熔滴过渡的类型:自由过渡、接触过渡、渣壁过渡。
(一)自由过渡按过渡形态不同分:滴状过渡、喷射过渡、爆炸过渡。
(1)滴状过渡:当电流较小时,电弧力作用小,随着焊丝熔化,熔滴逐渐长大,当熔滴的重力克服其表面张力的作用时,就以较大的颗粒脱离焊丝,落入熔池成为滴状过渡的形式,例如高电压小电流的MIG焊接(熔化极惰性气体保护焊如氩气、氦气焊)。
如果有斑点压力作用且大于熔滴的重力,熔滴在脱离焊丝之前就偏离了焊丝轴线,甚至上翘,脱离之后不能沿焊丝轴线过渡时,成为排斥过渡焊接形式。
例如高电压小电流的CO2焊及直流正接的大电流CO2焊。
滴状过渡和排斥过渡的熔滴较大,一般大于焊丝直径,属大滴过渡(粗颗粒过渡)。
大滴过渡的熔滴大,形成时间长,影响电弧稳定性,焊缝成形粗糙,飞溅较多,生产中很少采用。
当电流较大时,电磁收缩力较大,熔滴的表面张力较小,熔滴细化,其直径一般等于或小于焊丝直径,熔滴向熔池过渡频率增加,飞溅少,电弧稳定,焊缝成形较好,这种过渡形式叫细颗粒过渡。
在生产中常用,例如较大电流的CO2焊。
(2)喷射过渡:随着焊接电流的增加(大于电流临界值),熔滴尺寸变得更小,过渡频率也急剧提高,在电弧力的强制作用下,熔滴脱离焊丝沿焊丝轴向飞速地射向熔池的焊接形式。
喷射过渡焊接过程稳定,飞溅小,熔深大,焊缝成形好,多用于板厚大于3mm的平焊,不宜焊薄板。
滴状过渡转变成喷射过渡有一临界电流,大于临界电流的熔滴过渡为喷射过渡。
临界电流与焊丝成分、直径、伸出长度、保护气体成分等因素有关。
(3)爆炸过渡:指熔滴在形成、长大或过渡过程中,由于激烈的冶金反应,在熔滴内部产生CO气体,使熔滴急剧膨胀爆裂而形成的一种过渡形式。
在CO2气体保护焊和焊条电弧焊中有时会出现这种熔滴过渡,爆炸时引起飞溅,恶化工艺。
焊接工艺问答—熔滴过渡方式焊接过程中,消耗电极(焊丝,焊条)熔滴过渡方式1、短路过渡使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
以下对一个完整的焊接工艺过程进行分析,短路过渡工艺过程的示意见下图。
(1)当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
(2)采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
(3)当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
(4)随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
(5)从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
(6)电弧对焊丝和焊缝进行加热。
(7)在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
二氧化碳气体保护焊熔滴过渡形式在焊接工艺中,焊接熔滴过渡形式是指焊接过程中焊接熔滴的状态变化过程。
而二氧化碳气体保护焊作为一种常用的焊接方法,其熔滴过渡形式对焊接质量和效率有着重要的影响。
焊接熔滴的过渡形式主要有三种:喷射形式、滴形式和喷射-滴混合形式。
在二氧化碳气体保护焊过程中,焊接熔滴的过渡形式主要是由焊接电弧的热效应和气体保护的作用共同决定的。
喷射形式是指焊接电弧作用下,熔滴被电弧强烈喷射而形成的一种过渡形式。
在二氧化碳气体保护焊过程中,由于二氧化碳气体的喷射作用,焊接熔滴会被迅速喷射出来,形成尖锐的熔滴形状。
这种形式下,熔滴的喷射速度较快,能量较高,焊缝的熔深较大,但焊缝宽度较窄。
滴形式是指焊接熔滴形成一个圆滴并从焊丝上滴落的一种过渡形式。
在二氧化碳气体保护焊过程中,当熔滴从焊丝上滴落时,会形成一个较为圆滑的熔滴。
这种形式下,熔滴的滴落速度较慢,能量较低,焊缝的熔深较浅,但焊缝宽度较宽。
喷射-滴混合形式是指焊接熔滴既具有喷射形式的特点,又具有滴形式的特点的一种过渡形式。
在二氧化碳气体保护焊过程中,焊接熔滴在喷射的同时也会形成一个圆滑的熔滴,并从焊丝上滴落。
这种形式下,熔滴的喷射速度和滴落速度相对平衡,能量适中,焊缝的熔深和宽度也相对均衡。
二氧化碳气体保护焊熔滴过渡形式的选择对焊接质量和效率有着重要的影响。
喷射形式下,由于焊缝宽度较窄,适用于对焊缝宽度要求较高的情况。
滴形式下,由于焊缝宽度较宽,适用于对焊缝宽度要求较低的情况。
而喷射-滴混合形式则可以在熔滴的喷射速度和滴落速度之间取得平衡,适用于对焊缝宽度和熔深都有一定要求的情况。
二氧化碳气体保护焊熔滴过渡形式的选择应根据具体的焊接要求来确定。
不同的过渡形式会对焊缝的宽度和熔深产生不同的影响,从而影响焊接质量和效率。
因此,在进行二氧化碳气体保护焊时,需要根据具体的焊接要求和工件材料特性选择合适的熔滴过渡形式,以保证焊接质量和效率的要求。
气体保护焊熔滴过渡与飞溅的关系孙咸(太原理工大学焊接材料研究所,山西太原030024)摘要:探讨了CO2气体保护焊熔滴过渡与飞溅的关系。
结果表明,存在三种熔滴过渡形态:滴状过渡、短路过渡和混合过渡形态。
三种过渡形态的焊接飞溅形式各异,飞溅产生机理以熔滴内部爆炸和液桥爆炸为主因,影响因素中焊丝成分及电流、电压、极性仍是关键因素。
熔滴过渡形态与飞溅关系的内在联系是熔滴的非轴向性、熔滴尺寸,以及熔滴中的气体含量,三个参数数值高时焊接飞溅大,反之飞溅小。
工程上多种控制熔滴过渡形态与飞溅关系的方案各具特色,其中应用最好的首推CMT工艺,已经为众多企业赢得可观的经济效益。
关键词:焊接飞溅;熔滴过渡;实心焊丝;CO2气体保护焊中图分类号:TG444+.73,TG403文献标志码:A文章编号:1001-2303(2020)02-0006-08 DOI:10.7512/j.issn.1001-2303.2020.02.02本文参考文献引用格式:孙咸.CO2气体保护焊熔滴过渡与飞溅的关系[J].电焊机,2020,50(2):6-13.收稿日期:2019-11-22作者简介:孙咸(1941—),男,教授,主要从事焊接材料及金属焊接性方面的研究和教学工作,对焊接材料软件开发具有丰富经验;获国家科技进步二等奖1项(2000年),省(部)级科技进步一等奖2项,二等奖3项,1992年获国务院颁发的政府特殊津贴,已发表学术论文180多篇。
E-mail:sunxian99@。
0前言CO2气体保护焊虽然存在飞溅大、气孔敏感、氧化性强等缺点,但作为一种先进的高效、自动化焊接工艺方法,多年来在普通钢结构制作中获得了广泛应用,并积累了丰富的经验,其主要原因是该工艺方法操作简便、CO2气体容易获得、价格便宜。
CO2气体保护焊工艺的应用主要采用熔滴短路过渡形态,较少采用滴状过渡形态。
数十年以来,在CO2气体保护焊工艺方面取得了许多进展,涉及短路过渡的文献有之[1],涉及焊接飞溅的文献有之[2],但专题性探讨CO2气体保护焊熔滴过渡与飞溅关系的文献罕见。
stt熔滴过渡形式STT(Synergic Torque Technology)是一种最新的MIG/MAG焊接技术,它采用了熔滴过渡形式。
相比于传统的MIG/MAG焊接技术,STT技术具有以下优点:1. 减少飞溅:STT熔滴过渡形式可以减少焊接过程中产生的飞溅,有效地减少了工作环境中溅落物的产生。
2. 熔滴过渡:STT技术采用了熔滴过渡形式,焊接时熔融金属呈球形熔滴,弥散均匀,从而可以减小焊缝凸起、焊缝不规则等现象。
3. 自适应控制:STT技术可以自适应调整电弧电压和电流,从而使得焊条的熔化速度和热效应在一定范围内控制,从而保证焊条的熔滴成球形滴状,最终形成平滑的焊缝。
4. 焊接成形:STT熔滴过渡形式焊接出来的焊线形状十分均匀,没有不规则的凸起,不容易产生焊缝开裂、焊缝错位等现象。
STT熔滴过渡形式的基本原理:熔滴过渡是指在两颗熔滴之间,电弧在极短时间内断开和重启,从而产生两颗熔滴之间的传递现象。
因为是短暂的过渡,熔滴之间需要处于接触状态并保持适当的温度,用以实现稳健的传递。
STT熔滴过渡的过程:熔滴先呈近圆球形,之后在向前移动时逐渐变形,最终形成近似于流线型的形态。
当熔滴移动到下一个焊点时,会产生极短的过渡时间,在这个时间内,电弧会不断地断开和重启,形成短暂的电弧空缺,从而使得前一个熔滴和后一个熔滴之间产生熔滴过渡。
当后面的熔滴从电弧起始点出现时,电弧重新形成,并通过它产生第二个熔滴。
STT熔滴过渡的影响因素:影响STT熔滴过渡形式的因素很多,其中包括电弧电压、焊丝送丝速度、焊丝尺寸、多层焊接等。
如果这些影响因素不经过仔细地控制,将会导致焊接质量下降。
因此,在进行STT熔滴过渡形式焊接时,需要针对具体情况进行相应的调整,以保证焊接质量。
需要注意的是,STT技术适合于焊接单层和多层板,但是,对于焊接比较厚的金属板,STT技术身上不能发挥出良好的效果。
总的来说,STT熔滴过渡形式是一种十分高效、低能耗、低污染的焊接技术,无论是在工业界还是在制造业领域都有着广泛的应用前景。
熔滴过渡方式焊接过程中,消耗电极(焊丝,焊条)熔滴过渡方式1)短路过渡使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
以下对一个完整的焊接工艺过程进行分析,短路过渡工艺过程的示意见下图A 当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
B 采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
C 当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
D 随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
E 从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
F 电弧对焊丝和焊缝进行加热。
G 在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
A 当电弧正常工作时,母材和焊丝都处于高温状态,送丝机构稳定的送进焊丝。
当焊丝接触到熔池时,同时伴随着如下3个过程发生。
①较大的焊接电流通过焊丝进入焊缝和母材,使焊丝末端开始熔化。
②在图中短弧区,焊接电流迅速提高。
③当初始焊接电弧较短时,电弧电压值降低,电弧熄灭。
B 采用平特性焊接电源可以使电流持续增加,主要是为了保持焊接电压稳定并提高电弧电压。
此时电弧保持稳定,熔化的焊丝继续向焊接熔池熔敷金属。
C 当焊接电流与电压继续增加时,焊丝在焊缝上形成一个圆锥形区域,通过持续的送丝过程,将更多的焊丝送进该圆锥形区域中。
D 随着焊接电压和电流继续增加,更多焊丝的送进,锥形区域不断扩大,接着焊丝在锥形顶部开始产生缩颈,为下一步的剪切作准备。
电磁剪切力主要是焊接电流通过焊丝与焊缝熔敷金属之间的短路过渡产生的,电磁剪切力沿着焊丝的方向向内辐射。
E 从D开始,焊丝与焊缝上部形成的锥形区域分离,电弧再引燃,电流开始降低,电压从短路过渡电压升高到电弧电压,熔滴停止向焊缝中过渡。
F 电弧对焊丝和焊缝进行加热。
G 在电弧区,利用电弧热清除锥形区域,使之熔入焊缝中,增加焊缝和焊丝的热量,为下一个焊接周期作准备。
H 当电压降低到电弧电压以下时,短路过渡过程结束,焊丝接触到焊缝并熄灭。
短路过渡工艺过程中的注意事项如下。
①焊丝熔滴只在短路过渡时才能熔入焊缝金属中,并且没有金属离子通过电弧。
②短路过渡的熔滴过渡周期为20~250次/s。
③在短路过渡过程中,电流产生的磁力场是主要影响因素,而重力不是主要因素,因此所有的焊接位置均可以采用。
④焊丝周围的电流磁力场在短路过渡过程中会引起电磁收缩效应,焊丝顶部熔化的金属熔滴在电磁收缩力的作用下转变成球形熔滴并附着在顶部,形成一个自由熔滴并进人焊接熔池。
⑤短路过渡适合于直径为1.2mm焊丝的焊接。
⑥厚板材料采用大直径焊丝,并且采用喷射过渡来提高金属熔敷效率。
⑦短路过渡对于母材的焊接热量输入较低,因此比较适合焊接薄板,焊接过程中不会产生烧穿现象,常用于焊接板厚小于5mm的碳钢和低合金钢。
I 下一个过程循环往复。
2)球状体过渡
前端熔化金属变大形成球状,继而发展为比表面张力还重的大粒熔滴,向母材侧落下过渡的形态叫球状体过渡。
这种形式在CO
2
焊接的电流区更明显。
因熔滴过渡时不是直落而下,所以焊缝略显不规则,飞溅也多。
3)喷射过渡
前端熔化金属在收缩效应作用下变成小粒熔滴,被高速吹向母材,这种突入熔池的过渡形态叫喷射过渡。
在MIG 焊接的较大电流区较显著,熔深大,过渡稳定。
收缩效应:有热收缩、电磁收缩两种,前者是为减少热损失,使弧柱直径变小,中心温度变高;后者是靠由弧柱电流构成的磁场产生相互吸引力,使弧柱变小。
这种电弧现象叫收缩效应,其作用就是象捏碎饼似的将前端熔融金属的中间变细,并从前端部切离开。
继续追问:
我要的是“过渡力”有哪几种?不是过渡
补充回答::①电弧静压力②电弧动压力③斑点力④爆破力⑤熔滴冲击力;其产生的原因分别如下:①因为电极直径限制了导电区的扩展,而在工件上电弧可以扩展的比较宽,所以电极前端电弧截面直径小,接近工件端电弧截面直径大,直径不同引起压力差,从而产生由电极指向工件的推力,即为电弧静压力;②电弧中的压力差使较小截面处的高温粒子向工件方向流动,并有更小截面处的气体粒子补充到该截面上来,以及保护气氛不断进入电弧空间,从而形成连续不断的气流,称作等离子气流,到达工件表面时形成附加的一种压力称作等离子流力,即电弧动压力;③电极上形成斑点时,由于斑点上导电和导热的特
焊接熔滴的过度形式
班级:姓名:学号:得分:
短路过渡:使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短
路熔滴边渡的形态叫短路过渡式,这种形式在CO
2
焊接与MIG 焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
短路过渡在采用低电流装置和较小焊丝直径的条件下产生,短路过渡易形成一个较小的、迅速冷却的熔池,适合于焊接留较大根部间隙的横梁结构,适合于全位置焊接。
焊丝通过电弧间隙时没有熔滴过渡发生,当接触到焊接熔池时才会发生熔滴过渡。
“过渡力”有哪几种?不是过渡
补充回答::①电弧静压力②电弧动压力③斑点力④爆破力⑤熔滴冲击力;其产生的原因分别如下:①因为电极直径限制了导电区的扩展,而在工件上电弧可以扩展比较宽,所以电极前端电弧截面直径小,接近工件端电弧截面直径大,直径不同引起压力差,而产生由电极指向工件的推力,即为电弧静压力;②电弧中压力差使较小截面处的高温粒子向工件方向流动,有更小截面处的气体粒子补充到该截面上来,以及保护气氛不断进入电弧空间,从而形成连续不断的气流,称等离子气流,到达工件表面时形成附加的一种压力称作等离子流力,即电弧动压力;③电极上形成斑点时,由于斑点上导电和导热特点,在斑点上将产生斑点力;④当熔滴与熔池发生短路时电弧瞬间熄灭,因短路时电流很大,短路液柱中电流密度很高,在金属液柱中产生很大电磁收缩力,使液柱中部变细,产生劲缩,使液柱汽化爆破;⑤熔化极富氩保护射流过渡焊接时,焊丝前端熔化金属形成连续细滴沿焊丝轴线方向射向熔池,形成熔滴冲击力。