轧钢板形讲解
- 格式:doc
- 大小:3.63 MB
- 文档页数:74
宽带钢生产线板形质量控制理论和应用杨荃北京科技大学高效轧制国家工程研究中心2005.08.16主要内容1、板形理论的基础知识2、轧件变形和辊系变形理论3、轧后带钢的屈曲失稳理论4、轧辊磨损及热膨胀理论5、部分板形测量仪表的原理6、层流冷却对板形的影响7、基于板形控制的轧机选型8、板形控制系统的应用9、板形控制模型的参数分析10、变凸度辊形的相关技术思考题1、如果我负责新建轧机的技术工作,我将在机型、辊形、工艺和控制诸方面注重哪些技术要点?2、如果我负责轧机生产线的技术工作(工艺、设备、电气、质检等专业),我应该把握板形质量的哪些重要环节?3、如果我负责某条生产线的技术工作(热轧、酸洗、冷轧、热处理、涂镀层等专业),我如何考虑前后工序的配合来保证板形质量?图1.1板带的横截面轮廓h c h eo ’h ed ’ h edh eo e 2B We 11板形理论的基础知识板带材做为基础原材料,被广泛应用于工业、农业、国防及日常生活的各个方面,在国民经济发展中起着重要的作用。
随着科学技术的发展,特别是一些现代化工业部门如建筑、能源、交通、汽车、电子、机械、石油、化工、轻工等行业的飞速发展,不仅对板带材的需求量急剧增加,而且对其内在性能质量、外部尺寸精度和表面质量诸方面提出了严格的要求。
日益激烈的市场竞争和各种高新技术的应用使得板带的横向和纵向厚度精度越来越高,也推动着轧机机型和板形控制技术的不断向前发展。
对于热轧、冷轧板的尺寸精度问题,有相对成熟的专门研究方法和解决手段。
对于板形问题,无论是研究领域或技术应用领域的工作,都具有更大的难度。
有关板形的基础知识是解决板形问题所必需掌握的。
1.1板形的概念板形(Shape )所含的内涵很广泛,从外观表征来看,包括带钢整体形状(横向、纵向)以及局部缺陷;从表现形式看,有明显板形及潜在板形之分。
板带的横截面轮廓(Profile )和平坦度(Flatness )是目前用以描述板形的两个重要方面。

热轧带钢生产中的板形控制,重要性不可忽视。
板形是指带钢在加热、轧制、冷却等工艺过程中所产生的板材几何形状的特征。
优秀的板形控制可以保证带钢的质量和性能,提高产品的市场竞争力。
板形控制主要涉及到工艺设计、机械设备、工艺参数和辅助控制手段等方面。
下面将详细介绍板形控制的相关内容。
首先,工艺设计是实现优秀板形控制的基础。
工艺设计要充分考虑加热炉、轧机和冷却设备等的配套性能和优化布置。
加热工艺设计要合理控制加热温度和速度,避免板材表面烧伤和内部结构变形。
同时,轧机的选择和布置要符合板材的特性,保证板材的厚度均匀性、宽度偏差和形状控制的稳定性。
冷却设备的设计要满足板材的冷却速度和控制要求,避免板材的变形和缺陷。
其次,机械设备对板形控制起到至关重要的作用。
加热炉要具备恒温、均匀加热的能力,避免板材局部温度差异引起的变形。
轧机要具备高质量的轧辊、轧制力控制等功能,确保板材的均匀变形和良好的表面质量。
冷却设备要有合理的布置和冷却参数,保证板材在冷却过程中的形状稳定。
第三,工艺参数的选择和调整对于板形控制具有重要意义。
加热温度和速度要控制在合理范围内,避免板材表面和内部温度梯度过大引起的变形。
轧制力、轧制速度和轧制间隙要根据板材的性质和要求进行合理的调整,保证板材的均匀变形和形状稳定。
冷却温度和速度等参数要控制在合理的范围内,避免板材在冷却过程中的变形和缺陷。
最后,辅助控制手段的应用可以提高板形控制的精度和稳定性。
例如,引入轧制力控制系统、辊形调整系统和垫板调整系统等,可以实时监测和调整轧机的工作状态,及时纠正板材的偏差和变形。
同时,利用数字化技术和智能控制系统,对板形控制进行实时监测和数据分析,提高板形控制的效果和精度。
总之,热轧带钢生产中的板形控制是一项复杂而关键的工作。
通过合理的工艺设计、优质的机械设备、合理的工艺参数和先进的辅助控制手段的应用,可以实现优秀的板形控制,提高带钢产品的质量和竞争力。

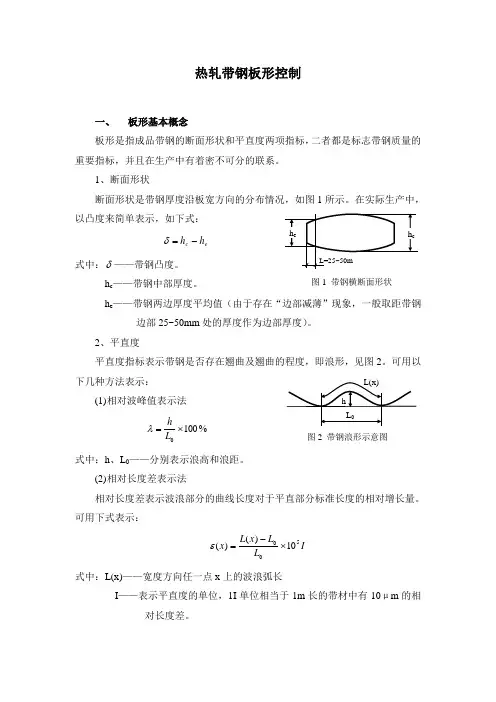
热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
1. 板形基本理论板带的轧制过程实质上是金属在旋转的弹性体—轧辊作用下发生塑性变形的过程。
一定断面形状的坯料经过轧制发生明显的纵向延伸和一定的横向流动,最终成为一定尺寸的成品。
产品质量评价的主要指标为板平直度和板凸度。
1.1 板形及其表示方法所谓板形直观地说是指板材的翘曲度;就其实质而言,是指带钢内部残余应力的分布。
人们依据各自不同的研究角度及不同的板形控制思想,采用不同的方式定量地描述板形。
1.1.1 相对长度差表示法把翘曲的带钢裁成若干个纵条并铺平,则在带钢的横向各点有不同的延伸,用L L /∆来表示板形,如图1.1所示。
通常板形以I 单位表示,其公式见(1-1)。
VL R LL∆V图1.1 板形的相对差表示法示意图510⨯⎪⎭⎫ ⎝⎛∆=L L I(1-1)式中:I —带钢板形,以I 单位表示;L ∆—带钢纵向延伸差,mm ; L —带钢基准点的带钢长度,mm 。
1.1.2 波形表示法翘曲的带钢切取一段置于平台上,如将最短纵条视为一直线,最长纵条视为一正弦波,以翘曲波形来表示板形,则称为翘曲度。
翘曲度通常以百分数来表示,如图1.2所示。
带钢的翘曲度λ表示为:%100⨯=VVL R λ (1-2)式中:λ—翘曲度,以百分数表示;V R —波幅,mm ; V L —波长,mm 。
VR VL VV L L ∆+平台带钢图1.2 板形的波形表示法1.1.3 相对差表示法和波形表示法之间的关系翘曲度λ和最长、最短纵条相对长度差I 之间的关系表示为:225252510210λππ=⨯⎪⎪⎭⎫ ⎝⎛=⨯∆=V V V V L R L LI (1-3)式中:I —带钢板形,以I 单位表示;λ—翘曲度,以百分数表示。
该式说明相对差表示法和波形表示法之间的关系,只要测出带钢的波形就可以求出相对长度差。
1.2 板凸度所谓板凸度是指板中心处厚度与边部代表点处的厚度之差,有时为强调没有考虑边部减薄,又称它为中心板凸度。
精轧板形控制技术及应用第二部分板形控制方法主讲:龚殿尧dygong1976@板形是一个系统工程,涉及的面广,既有理论性强的特点,又注重实践经验。
关于板形问题的研究,始于1960年代,MD Stone的弹性基础梁理论和液压弯辊的实用研究,是板形问题达到较大的突破。
2. 板形控制技术的发展2.1 板形控制的目的方法和手段2.1.1 板形控制的目的四辊轧机热连轧带钢板形设定计算模型的目的是在带钢翘曲度极限允许范围内完成带钢在精轧机组内的比例凸度分配,采用精轧机组负荷分配、轧辊辊形设计、工作辊横移、工作辊弯辊等调节手段,在满足带钢成品厚度精度的基础上得到良好的板形。
2.1.2 板形控制的方法板形控制的方法:根据板形设定计算的结果,预先调整精轧机组各机架的轧制力、CVC横移位置、工作辊弯辊力等板形控制机构的基本参数,以使带钢达到预定的比例凸度。
用前馈控制,根据轧制力的变化,调整机架板形控制机构参数,保持辊缝形状和比例凸度在带钢全长的稳定性。
过反馈控制,根据平直度仪的实测数据,调整末机架板形控制机构(工作辊弯辊)的控制参数,实现平直度的动态控制。
2.1.3 板形控制的手段工艺角度出发通过优化负荷分配、优化板形控制参数以及建立合理有效的板形控制策略达到板形控制的目的。
二者相互促进相辅相成设备角度出发发明新的板形控制手段和板形控制形式,建立新的辊形曲线和新式轧机。
也包括提高板形相关仪表和设备的灵敏度和精度。
2.2 从工艺角度进行板形控制☆开发板形控制设定和控制系统○与精轧设定FSU相关联的板形控制系统当负荷分配不能满足板形目标要求时,修改负荷分配○独立的板形控制系统;进行板形控制机构基本值的设定和下发;★板形控制模型的参数优化○采用离线模型通过大量计算,结合现场实验,达到确定和优化板形控制参数的目的;第一种板形设定思路充分利用精轧机组内的凸度锥特性,在上游机架完成带钢比例凸度的分配,在下游机架根据平直度良好条件,保持带钢比例凸度恒定。