连续退火生产线中卷取机张力控制研究
- 格式:pdf
- 大小:199.47 KB
- 文档页数:3

67中国设备工程Engineer ing hina C P l ant中国设备工程 2020.02 (下)1 张力模型的确定在连续退火生产过程中,机组稳定高效生产的关键在于张力设定。
目前,国内外几乎所有连退生产线对机组炉内张力的设定都是采用固定的经验表格。
张力的设定只考虑到带钢的钢种与规格这两个因素,而没有考虑到来料的实际情况对张力设定的影响。
而实际上,同一钢种和规格的钢卷实际板形也是不一样的,并且还有很大差别,如出现从大边浪到大中浪的过渡,在此情况下,如果采用同样的张力值,会影响产品质量和生产稳定性。
这样,为了保证机组的稳定运行,降低发生缺陷的概率,就必须对机组张力进行在线调整,而这必须建立张力数学模型。
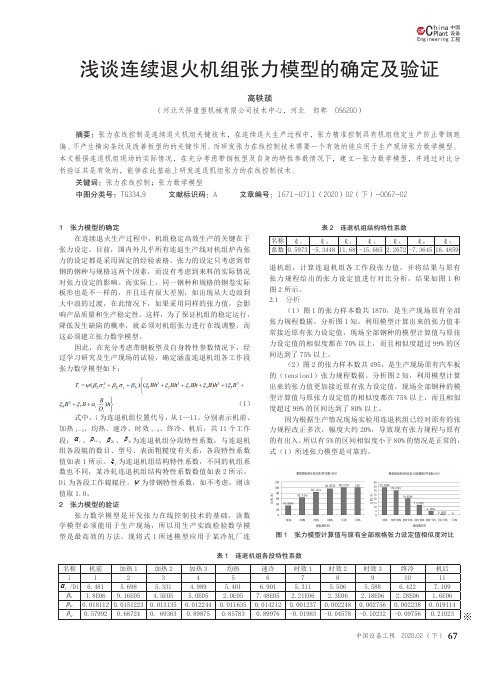
因此,在充分考虑带钢板型及自身特性参数情况下,经过学习研究及生产现场的试验,确定涵盖连退机组各工作段张力数学模型如下:(1)式中,i 为连退机组位置代号,从1—11,分别表示机前、加热1—3、均热、速冷、时效1—3、终冷、机后,共11个工作段;i α、i 1β、i 2β、i 3β为连退机组分段特性系数,与连退机组各段辊的数目、型号、表面粗糙度有关系,各段特性系数值如表1所示。
j ξ为连退机组结构特性系数,不同的机组系数也不同,某冷轧连退机组结构特性系数数值如表2所示。
Di 为各段工作辊辊径。
ψ为带钢特性系数,如不考虑,则该值取1.0。
2 张力模型的验证张力数学模型是开发张力在线控制技术的基础,该数学模型必须能用于生产现场,所以用生产实践检验数学模型是最高效的方法。
现将式1所述模型应用于某冷轧厂连浅谈连续退火机组张力模型的确定及验证高轶颉(河北天择重型机械有限公司技术中心,河北 邯郸 056200)摘要:张力在线控制是连续退火机组关键技术,在连续退火生产过程中,张力精准控制具有机组稳定生产防止带钢跑偏、不产生横向条纹及改善板型的的关键作用。
而研发张力在线控制技术需要一个有效的能应用于生产现场张力数学模型。

连续生产线张力设置及驱动控制浅谈一. 张力的作用及数值选择1. 张力的作用及其影响连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,即使带钢尽可能沿着生产线中心线运行而不致因走偏造成边部刮伤甚至断带。
同时,纠偏辊也只有在张力足够的情况下才能起到纠偏的作用。
在镀锌生产线上,连续进行着各种工序,不同的工序各有其特点,张力的产生和作用也不尽相同。
有了张力辊,就可以把各个区域的张力隔开,在不同的区域设置不同大小的张力。
1.1开卷张力开卷张力主要是防止开卷时具有弹性的轧硬卷发生松动,在开卷机轴上发生横向偏移,形成喇叭状,影响带钢沿着中心线进入生产线。
1.2清洗段张力清洗段一般需要较大的张力,因为清洗段有很多的挤干辊、刷洗辊,不管其是在动力作用之下主动运转还是无动力作用之下被动运行,它们对带钢都有一定的作用力,如果其轴线与生产线中心线不垂直,或其水平度偏差较大,都会造成给带钢的作用力与生产线运行方向不一致的现象,会有一个侧向分力,使带钢沿辊子的表面向侧面滑行,严重时被箱体内的机件刮伤,造成断带事故,如图所示。
生产实际表明,这种现象经常发生。
防止这一事故发生的办法除严格检测挤干辊、刷洗辊的垂制度、水平度以外,就是适当加大清洗段的张力。
1.3活套张力卧式活套的张力过小除易造成钢带走偏以外,还会使钢带严重下垂,活套摆壁开合时对钢带造成刮伤甚至断带,也会使钢带和卷扬机钢丝绳产生振动而引起张力的波动。
一般卧式活套之后带钢便进入炉区,活套张力过大会影响到炉区张力的稳定。
1.4炉区张力炉区张力控制是镀锌生产线的重点和难点,这是因为炉区内带钢必须被加热到再结晶温度范围以上,而生产线出现故障,速度下降或停车时,带钢的温度会更高。
在700~800℃下的带钢的抗拉强度极低,塑性很高。
如果张力较高,甚至由于张力波动造成的瞬时张力过高,都会使带钢拉断而造成停产事故的发生。
在生产线正常运行的情况下,张力的作用也会使炉区带钢受到拉伸而发生宽度变窄的现象。

退火生产线炉区张力控制系统的设计李冬;刘哲【摘要】退火炉作为连续退火生产线的关键设备,其张力的动稳态性能直接影响板材的质量和产量.针对连续退火生产线中炉区张力的控制问题,从影响炉区张力的因素出发,推导出了炉区张力的数学模型,提出了基于速度调节的张力控制算法,并详细阐述了炉区张力控制系统的实现方案.实践证明,此控制系统性能良好,完全满足生产线的工艺要求.%Annealing furnace is the key equipment in continuous annealing processing line.The dynamic and static performance of tension affect the quality and output of steel.The problem of furnace area tension control in continuous annealing processing line was studied.According to the primary factors that influence furnace area tension, the mathematical model of tension was derived,tension control algorithm based on speed regulation was offered.Realization of tension control was detailedly expounded.Practice has proved that the control system has played good result .It fulfills technological requirement.【期刊名称】《电气传动》【年(卷),期】2012(042)012【总页数】4页(P44-47)【关键词】退火生产线;炉区;张力【作者】李冬;刘哲【作者单位】中海油天津化工研究设计院石油和化学工业电气产品防爆质量监督检验中心,天津300131;河北工业大学控制科学与工程学院,天津300130【正文语种】中文【中图分类】TG3331 引言我国的汽车产业呈现出蓬勃的发展势头,伴随而来的是汽车产业对优质钢材品种的要求越来越高。

连退线加热炉张力控制王强;程鹏【摘要】马钢(合肥)1#连退线电机驱动采用SIEMENS 新一代SINAMICSS120变频器驱动系列,控制系统是SIEMENS的S7-416的PLC. PLC之间快速数据交换采用PROFIBUS网络,其它采用以太网进行数据传递。
系统自投入运行以来运行稳定、可靠。
%The motor drive of No.1 continuous annealing line of MaSteel (Hefei) adopted SIEMENS’new generation SINAMICS S120 frequency converter drive series, with the control system using SIEMENS S7-416 PLC. Rapid data exchange between PLCs uses PROFIBUS network and the others use Ethernet to transmit data. The system has stably and reliably op-erated since put into operation.【期刊名称】《冶金动力》【年(卷),期】2016(000)004【总页数】4页(P55-58)【关键词】张力;负荷平衡;级联控制【作者】王强;程鹏【作者单位】安徽马钢自动化信息有限公司,安徽马鞍山 243000;安徽马钢自动化信息有限公司,安徽马鞍山 243000【正文语种】中文【中图分类】TG307马钢(合肥)1#连退线其定位是高附加值的汽车板和家电板等冷轧退火产品。
这条连退线由中冶南方设计,电气商是马钢自动化工程公司。
生产的主要规格:带钢厚度0.5耀2.5 mm、宽度750耀1430 mm。
主要有入口段、工艺段、出口段组成。
入口段的最高速度700 m/min,工艺段最高速420 m/min,出口段的最高速度820 m/min。
2019年第6期(总192期)CFHI**************电力及自动化控制一重技术摘要:介绍退火酸洗线卷取区带钢张力控制的工作原理,指出通常出现的电气问题,从原理上进行讨论和分析,并提出改进措施,通过实际测试检验改进方法的正确性和可靠性,实践证明改进措施可靠。
关键词:退火酸洗;卷取张力;转动惯量;滚动摩擦;静摩擦中图分类号:TG155文献标识码:A 文章编号:1673-3355(2019)06-0018-03How to Control Tension in Tension Reel Area of Annealing &Pickling Lines Han XuechangAbstract:The paper presents the working concept of strip tension control in the tension reel area of annealing &pickling lines and general electrical problems,and puts forward the technical solution for those problems after studying the working principle.The technical solution is tested for its correctness and reliability,and practice application also prove its reliability.Key words:annealing &pickling ;coiling tension ;moment of inertia ;rolling friction ;static friction在退火酸洗处理线控制中,张力控制是整条线控制的关键,直接影响着每个工艺段的处理效果,以及整条线的生产效率及成品钢卷质量。
冷轧连退机组张力控制探索【摘要】冷轧连退机组生产过程中张力控制决定最终的产品质量与合格率。
为了提升冷轧连退机组自动化控制效率,优化生产资源结构,借助新型设备对整个生产线张力进行调整,这对于优化整个连退机组生产线自动化控制以及PLC及变频器补偿设计都具有非常重要的作用。
目前,我公司冷轧连退生产线自动化程度高,在整个带钢退火过程中,张力控制通过对生产线西门子PLC与变频器传递控制信号,利用张力辊组和开卷机、卷取机、出入口后套建立张力控制模型,本文对冷轧连退机组张力进行分析,从而加深了张力控制对生产稳定运行重要性的意义。
【关键词】连退机组;张力控制;转矩;张力辊组1引言冷轧连退机组生产线自动化程度高,在生产过程中,由于张力的存在,所以保证了带钢在连续运转过程中不跑偏,张力控制对生产线起着至关重要的作用。
张力数据的调整与设置是生产中重要的数据,一般张力数据采用脉络调整,依靠入口开卷机、出口卷曲机、生产线张力辊组、出入口活套建立完成[1]。
2连退机组主要设备组成及主要工艺流程连退机组生产线按工艺流程大致包括以下内容:开卷机、焊机、入口活套、清洗段、连退炉、平整机、拉矫机,耐指纹机、圆盘剪、涂油机、分切剪、卷曲机。
在整条生产线上还分布着8组张力辊组,其构成见图1。
冷轧连退生产线开卷机按照一定的速度控制要求,将两卷带钢的带头与带尾焊接在一起。
整条生产线张力控制,通过8组张力辊完成。
同时,参与张力控制的还包括出口和入口、活套检查站、平整机[2]。
在该连退生产线前期进行清洗处理,分为碱清洗、电解清洗和热水漂洗,对冷轧带钢的表面清洗与净化。
带钢经过入口活套进入,连退炉,对带钢完成热处理,改变了带钢内部的晶格结构,从而完成对带钢硬度的处理,退火后的带钢经过出口活套和平整理,对整个带钢表面的质量进行深加工处理,然后经过圆盘点修正边部完成最后的产品。
3连退机组张力控制分析3.1PLC系统张力闭环控制流程分析根据生产带钢的品种、宽度、厚度不同权限的张力参数要不断地进行优化。
连续退火生产线炉区张力的电气控制在钢铁企业的板带处理生产线中,连退和镀锌生产线都是包含炉区加热的机组。
由于两种生产线工艺不同,镀锌线炉区段较短,一般炉辊在20个左右,1个炉前张力计即可以满足生产需求,所以炉区张力控制相对简单。
而连退线炉区段则要长的多,张力计数量增多,调试难度相应也加大很多。
以唐山丰南冷轧镀锌有限公司的连退线为例,炉区共有转向辊67个,中间稳定辊8个,中间托辊2个,热张辊3个,总长约1千米。
3个热张辊作为张力辊将炉区分为两个部分,炉区出入口还各有一组张力辊。
炉区入口处有炉前张力计,炉内有4个张力计,按照工艺要求的,这5个张力计将炉区分为4部分。
基于这样的炉区工艺,在带钢冷运行过程中,一定要尽可能多的发现问题,解决问题,毕竟如果冷试车都无法保证板带运行正常,那么根本无法热试。
同时冷试车过程中可以随时运行、停车,甚至断板也没有关系。
一旦热试车开始,高温下的带钢变软,产线的张力波动较冷试车更容易出现褶皱和断带。
而一旦断带,那么就要降温停产,再升温生产,造成的时间损失和经济损失都是非常严重的。
初步冷调,首先在优化调试炉辊控制装置(如逆变器、变频器等)时,加入电机软特性DROOP的设定,使炉辊维持在小转矩状态,尽量维持在+1%~+3%。
因为炉辊是速度控制,加入软特性,可避免升降速过程中因转矩波动对带钢造成影响;同时由于炉辊很多,小转距状态可尽量避免因炉辊转矩累加造成带钢张力偏离设定值。
其次,用炉前的设定张力与张力计闭环做减法去微调炉前张力辊的速度,使实际张力与设定张力相接近,一般维持在±5%以内。
由于炉前张力辊为纯速度控制,所以它的响应很快。
而炉内转向辊等的控制方式虽同样也为速度控制,但是由于我们加入了软特性,使炉辊的转矩变化很小,所以响应比起炉前张力辊要慢很多,造成产线升降速过程中因加速度不同步而产生的张力变化过大。
解决这一问题,第一,要在电机优化过程中,不要让炉前张力辊的特性过硬。