卷取张力控制原理
- 格式:doc
- 大小:61.50 KB
- 文档页数:4
卷纸机间接张力控制的原理及实现李明辉;柴德喜【摘要】On the basis of analyzing the principle for the indirect tension control of the pope reel, a practical u-sing based on this theory by ACS800 frequency convert was proposed. The application result indicated as follows; the system operation was reliable, accuracy was satisfied.%在分析卷纸机间接张力控制原理的基础上,介绍了基于ACS800系列变频器的卷纸机间接张力控制的具体实现.实际运行结果表明,该间接张力控制系统达到了较为理想的控制效果,且运行稳定可靠.【期刊名称】《电机与控制应用》【年(卷),期】2011(038)004【总页数】3页(P47-49)【关键词】卷纸机;变频器;间接张力控制【作者】李明辉;柴德喜【作者单位】陕西科技大学机电工程学院,陕西西安710021;陕西科技大学机电工程学院,陕西西安710021【正文语种】中文【中图分类】TM921.510 引言卷纸机是造纸机的最后一个设备,位于造纸机的末端,用来把纸幅卷成纸卷,卷纸机的性能好坏,直接影响纸的卷取紧度及质量,并影响纸的贮存和下一步的加工性能。
目前大多数纸机采用圆筒卷纸机,其操作方便,能卷取较大直径的纸卷。
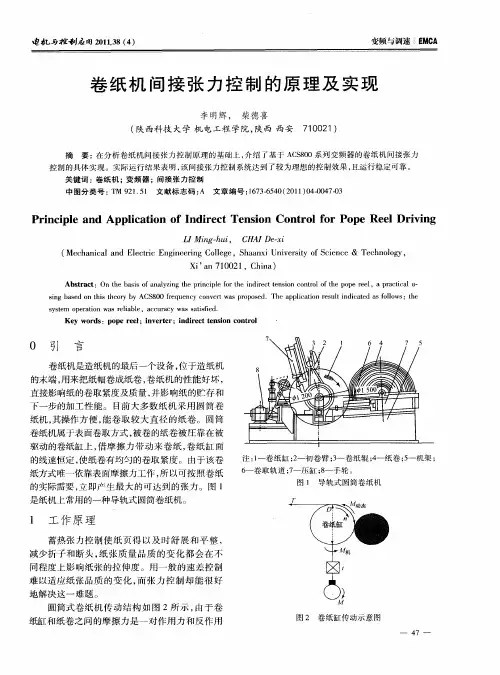
圆筒卷纸机属于表面卷取方式,被卷的纸卷被圧靠在被驱动的卷纸缸上,借摩擦力带动来卷纸,卷纸缸面的线速恒定,使纸卷有均匀的卷取紧度。
由于该卷纸方式唯一依靠表面摩擦力工作,所以可按照卷纸的实际需要,立即产生最大的可达到的张力。
图1是纸机上常用的一种导轨式圆筒卷纸机。
1 工作原理蓄热张力控制使纸页得以及时舒展和平整,减少折子和断头,纸张质量品质的变化都会在不同程度上影响纸张的拉伸度。

薄膜卷取恒线速度及恒张力控制系统荣获“2004年度工控及自动化领域优秀论文”有奖评选三等奖【专家点评】:由于吹塑薄膜挤出机生产线上的牵引电机和卷从而可实现薄膜正常卷取。
论文作者找出了形的闭环控制并以卷取电机转速和张力作为校正度不同步造成薄膜厚度不均的弊端。
该系统对【作者心得】:中国工控网和中国自动化学会主办的这次征文国自动化学会表示由衷的感谢!同时非常感谢《薄膜牵引和卷取同步控制研究》的部分总结制”,因而这篇投稿取名为《薄膜卷取恒线速继续深入研究和进一步开展工作。
1 引言在吹塑薄膜挤出机生产线上,薄膜卷取是一道非常重要的工序。
收卷质量对塑料薄膜的二次加工至关重要常卷取和翻转架翻转过程中,要实现薄膜牵引和卷取的恒线速度及恒张力控制。
一种较好的解决方案是,在建的基础上,构成由计算机、可编程控制器、变频器等组成的硬件系统,并进行相应的软件设计,以实现计算机卷取的恒线速度及恒张力控制。
2 方案设计生产线中的薄膜线速度和张力的调节可以通过牵引电机、卷取电机和翻转架电机的转速和转矩的调节来反映1.1 正常卷取过程分析对不同的卷绕过程,薄膜的张力和线速度v随薄膜的材质、规格、厚度、冷却温度及卷径比等因素的不同绕直径D的逐渐增大要求卷轴转速成反比例地减少;另一方面,又要求薄膜的张力恒定[1]。
因此,作用在卷恒线速度、恒张力传动即恒功率传动。
由于卷取辊在卷取薄膜时,其卷绕直径D是逐渐增大的,在牵引速度恒定不变的情况下,要维持卷取张力取线速度不变[2]。
1.2 翻转过程中卷取电机的调速规律翻转架翻转时,薄膜的线速度是膜卷切入处的卷取切向速度和翻转切向速度的矢量和,如图1所示。
也就不对卷取线速度加以修正,势必影响薄膜线速度控制的稳定性和准确性,进而造成卷取初始时刻出现较大的超要。
根据图1可知,卷取电机此时的期望转速(r/s )应为:式中:为与的相角差。
可见,除了随卷径D变化而变化外,还随翻转线速度和变化而变化。
设翻转引起的卷取线速度变化量为,则化的曲线如图2所示。
卷取夹送辊是轧钢厂精轧机组的重要组成部件之一,它的主要作用是控制带钢的张力,保证带钢在卷取过程中的形状和质量。
卷取夹送辊的转矩和张力是卷取夹送辊的两个重要参数,下面将对这两个参数进行详细介绍。
一、卷取夹送辊转矩卷取夹送辊转矩是指在卷取过程中,卷取夹送辊电机所输出的转矩。
卷取夹送辊转矩的大小直接影响到带钢的卷取效果和形状质量。
在轧钢生产过程中,如果卷取夹送辊转矩不足,会导致带钢在卷取过程中出现松卷、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊电机的输出转矩,保证带钢的卷取效果和质量。
卷取夹送辊转矩的控制方法主要有两种:一种是通过调节卷取夹送辊电机的电流来控制转矩;另一种是通过调节卷取夹送辊的液压系统来控制转矩。
其中,通过调节电机电流来控制转矩的方法比较常用。
在调节电机电流时,需要根据实时的轧制力和转矩反馈来进行调整,以保证带钢的卷取效果和质量。
卷取夹送辊张力是指在卷取过程中,带钢在卷取夹送辊之间所承受的拉力。
卷取夹送辊张力的大小直接影响到带钢的形状和质量。
在轧钢生产过程中,如果卷取夹送辊张力不足,会导致带钢在卷取过程中出现波浪、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊的张力大小,以保证带钢的形状和质量。
卷取夹送辊张力的控制方法主要有两种:一种是通过调节卷取机的速度来控制张力;另一种是通过调节卷取夹送辊的液压系统来控制张力。
其中,通过调节卷取机速度来控制张力是比较常用的方法。
在调节卷取机速度时,需要根据实时的张力反馈和轧制力来进行调整,以保证带钢的形状和质量。
在实际轧钢生产过程中,卷取夹送辊的转矩和张力是相互影响的。
如果转矩不足,会导致张力不稳定;如果转矩过大,会导致带钢在卷取过程中出现压痕等问题。
因此,在轧钢生产过程中,需要对卷取夹送辊的转矩和张力进行协调控制,以保证带钢的卷取效果和质量。
三、总结本文对卷取夹送辊的转矩和张力进行了详细介绍,并阐述了它们在轧钢生产过程中的重要性。
摘要张力控制是生产过程中极其重要的一环,良好的张力控制能够确保产品质量,提高生产效率。
本文主要介绍了张力控制变频收卷的控制原理。
此技术能够保证收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时张力过小的现象。
收卷中张力的控制就现在来说还是个难题,文章中基于建立的数学模型,介绍了变频收卷的原理,按照一定的控制策略进行数据处理,实时调整控制信号。
通过PLC进行卷径的计算,改变变频器的输出频率,对电机进行控制。
对收卷而言,随着卷径的逐渐增大,转矩的值也随之增大,变频器输出的速度将随之减少,符合收卷的基本原理,同时张力也在控制之中。
系统实现了收卷张力的工艺定量化,完成了转矩和速度的自动跟踪转变。
为了改进系统的控制性能,我们必须改进控制的策略。
在收卷系统中,传统的PI控制不能够很好地满足张力控制的精度,稳定程度。
所以文章在最后提出了模糊自适应PID控制方法,应该是以后张力控制算法的主流研究方向。
关键词:变频器,收卷,张力控制ABSTRACTGood tension control improves product quality and productivity。
The article introduces the control principle of tension controlled variable frequency。
This technology makes the whole winding process stable and avoids the over tension of small winding and keep tension not getting too small in big rolling。
The control of tension upon rolling-up is the conundrum at present。
This article not only based the math model,but also introduced the project of invariable tension control according PLC which calculated the rolling diameter and adjusted the output frequency of transducer。

一、冷连轧机的工作原理四机架冷连轧机的机械组成是由开卷机、四个连轧机架、卷取机等组成。
轧钢的轧制分穿带、建张、正常轧制和出钢四个阶段。
带钢经过开卷机后经酸洗、水洗到达第一机架,第一机架轧辊的带动电机通过电动使带钢穿过,依此法使带钢穿过二、三、四机架到卷取机,卷取机咬住带钢后,穿带结束。
在张力闭环控制投入之前,通过手动调节开卷机、四个机架轧辊及卷取机的速度来建立各机架间及开卷机与第一机架间第四机架与卷取机间的张力建张结束后,在不进行张力闭环控制情况下,靠各机架速度的搭配给定进行轧制。
当张力达到设定张力的100% 时,张力闭环控制投入运行,进入正常张力轧制阶段。
张力是联系各个机架参数的桥梁和纽带,在较大的张力条件下进行轧制是带钢冷连轧生产的一个重要特点,这就要求张力的控制要合理,而张力控制系统是一个在高实时性要求下的变参数系统,所以对它进行实时快速的控制就显得非常必要了。
轧机张力的产生与测量张力是连轧过程的一个重要现象,各机架通过带钢张力传递影响,传递能量而相互发生联系,张力是由于机架间速度不协调而造成的,以两个机架为例,由于某种原因(外扰量或调节量变动时)而使1#轧机带钢出口速度减小(可以是轧辊速度减小,也可能由于压下率等其他工艺参数变动,造成前滑量减小)或使2#轧机带钢入口速度加大(原因也可以是轧辊速度变大或后滑量减小),结果使1#~2#机架间的带钢产生拉拽,从而产生张力。
张力问题是连轧中的核心问题,大张力轧制是带钢冷连轧生产的一个重要特点,合理的张力制度,可以保证轧制过程稳定而且对成品带钢质量及带卷质量的控制有着重要的影响。
张力在轧制过程中的主要作用有如下几点:(1)防止轧件跑偏防止轧件跑偏是保证冷连轧能否正常轧制的一个重要问题。
在实际的生产过程中,轧件跑偏将破坏正常板形,引起操作事故甚至设备事故,特别是在开坯时,需耗费很多时间,甚至采用停机、抬辊等办法来纠正,直接影响生产效率,因此,在轧制过程中必须尽量地防止轧件跑偏现象的发生。
伺服放卷的控制方法伺服放卷是一种用于纸张或其他卷状材料的自动卷取和放卷的控制系统。
它通常用于印刷、包装、纸张加工等行业。
伺服放卷的控制方法涉及到一系列技术和参数的设定,下面我将从几个方面来解释这些方法。
1. 张力控制:在伺服放卷过程中,保持合适的张力是十分重要的。
张力控制是通过控制系统对卷材的运动速度进行调整来实现的。
一般来说,控制系统会根据设定的张力值和卷材的直径等参数,计算出合适的放卷速度,并通过调节伺服驱动器的输出信号来控制放卷机的运动。
这样可以确保卷材始终保持适当的张力,避免过紧或过松。
2. 边缘对位控制:伺服放卷系统还需要实现边缘对位控制,即保持卷材的边缘与放卷机的对位器或引导辊保持一致。
这是为了避免卷材在放卷过程中出现偏移或歪斜而采取的措施。
常见的边缘对位控制方法包括使用光电传感器或激光对射器来检测卷材的边缘位置,并通过反馈信号对伺服驱动器进行调节,使卷材保持正确的对位。
3. 反向刹车控制:当需要停止放卷机时,为了避免卷材继续滚动,需要进行反向刹车控制。
这是通过向伺服驱动器发送反向刹车信号来实现的。
伺服驱动器会接收到该信号后,立即改变输出信号的方向,使放卷机迅速停止运动。
这样可以确保卷材停止在预定位置,避免出现松散或打结的情况。
4. 转速控制:在某些情况下,需要调节放卷机的转速,以适应不同的工艺要求。
转速控制是通过调整伺服驱动器的输出频率来实现的。
控制系统会根据设定的转速和卷材直径等参数,计算出合适的输出频率,并通过调节伺服驱动器的输出信号来控制放卷机的转速。
这样可以确保卷材的放卷速度始终与设定的转速相匹配。
5. 系统保护控制:在伺服放卷过程中,还需要实现一些系统保护控制,以确保设备的安全和可靠运行。
例如,当系统出现故障或异常情况时,可以通过监测信号或传感器来及时检测,并向控制系统发送报警信号。
控制系统接收到报警信号后,可以采取相应的保护措施,如停机、降速、断电等,以避免进一步的损坏或事故发生。
浅析Carrousel 卷取机的张力控制发表时间:2018-07-25T16:33:05.970Z 来源:《基层建设》2018年第15期作者:程文彬[导读] 摘要:本文详细阐述了国内某厂1550mm酸连轧机组Carrousel 卷取机卷取机的张力控制原理和和方式,介绍了一些在生产中遇到的问题和改进措施。
广西柳州钢铁集团有限公司冷轧板带厂广西柳州 545000摘要:本文详细阐述了国内某厂1550mm酸连轧机组Carrousel 卷取机卷取机的张力控制原理和和方式,介绍了一些在生产中遇到的问题和改进措施。
关键词:Carrousel卷取机;卷取张力轴;张力控制;ABB DCS800直流传动; The Tension Control of The Carrousel CoilerAbstract:The paper details the principle and the technical methods of Carrousel coiler tentison control of pick-mill line in Cold Rolling Plant of Liuzhou Iron & Steel.The author introduces the the problem encountered in the production and the improved measures. Keywords:Carrousel Coiler; Tension Reel; Tension Control; DCS800 Driver;1 引言冷轧的五机架连轧机出口卷取采用的是恒单位张力卷取方式,为了保证板型质量和钢卷卷取的形状规则,张力控制的稳定性和准确性变得尤为重要。
柳钢冷轧酸轧线使用的是Carrousel 卷取机,该卷取机有两个卷取芯轴,可以在线连续切换,做到连续不间断卷取,相比单卷取机,大大提高了生产效率和产品质量。
开卷机工作原理
开卷机是一种用于卷取连续纸张或薄膜材料的设备,在各种印刷、包装和纺织等行业中广泛应用。
下面将介绍开卷机的工作原理。
开卷机主要由卷料架、张力控制系统、辊轴、收卷装置和控制系统等组成。
其工作原理如下:
1. 卷料架:卷料架通常位于开卷机的一侧,用于放置需要卷取的纸张或膜材料卷轴。
卷料架上的卷轴可以通过传动装置将纸张或薄膜材料传送到开卷机的工作区域。
2. 张力控制系统:开卷机通常需要保持适当的张力来确保卷取纸张或薄膜材料的质量。
张力控制系统通过传感器和调节装置监测和调整卷取时的张力。
3. 辊轴:开卷机通常装有多个辊轴,这些辊轴通过传动装置带动纸张或薄膜材料在机器上运动。
辊轴之间的摩擦力可以帮助控制纸张或材料的传送速度和张力。
4. 收卷装置:开卷机的收卷装置位于开卷机的另一侧,用于将卷取的纸张或材料卷成卷轴。
收卷装置通常由辊轴和传动装置组成,可以调节卷轴的直径和紧度。
5. 控制系统:开卷机通常配备一个控制系统,通过电子和机械装置来控制卷取过程中的各个参数,如张力、速度和停机等。
控制系统可以根据设定的参数来实现自动控制,提高生产效率
和产品质量。
综上所述,开卷机通过卷料架将纸张或薄膜材料传送到工作区域,然后通过张力控制系统和辊轴来控制传送速度和张力,最后使用收卷装置将卷取的材料卷成卷轴。
控制系统对整个卷取过程进行监控和控制,以确保卷取质量和生产效率。
基于单片机的卷取机张力控制系统设计作者:徐凯来源:《现代电子技术》2010年第13期摘要:张力控制是冶金、造纸、纺织等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品生产效率的高低和质量的优劣。
介绍了张力控制技术的基本原理,设计了一种以磁粉制动器为执行元件,基于AVR单片机的张力控制系统。
采用类似PWM脉宽调制控制的方式,保证了系统的良好性能。
实践证明,该系统具有良好的抗干扰性能,能够较好地完成控制效果,运行稳定可靠。
关键词:单片机; 恒张力控制; 磁粉制动器; 接近开关; 抗干扰中图分类号:TP273.5 文献标识码:A文章编号:1004-373X(2010)13-0162-03Design of SCM-based Tension Control System in Coiler(1. Bao Steel Group CO. Ltd., Shanghai 200122, China; 2. Xi’an University of A rchitecture & Technology, Xi’an 710055, China)Abstract: Tension control is a widely used technology in the areas of paper making, spinning and metallurgy. It is closely related with the products' production efficiency and quality. The basic principle of the tension control technology is introduced. A tension control system with a magnetic powder brake as the tension actuator is designed based on 8051 microcontroller. The mode similar to PWM pulse width modulation control is employed to guarantee the high performance of the control system.It has been found that this system has perfect performance of anti-jamming and can accomplish a rather better control.Keywords: microcontroller; constant tension control; magnetic powder brake; proximity switch; anti-jamming张力控制,通俗地讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
自动收卷机的工作原理
自动收卷机是一种利用电机和传动装置来实现纺织品或纸张等卷取操作的设备。
其工作原理如下:
1. 电机驱动:自动收卷机装有一台电机,通过开关控制电机的启停和正反转。
当需要进行卷取时,电机被启动并以设定的速度旋转。
2. 传动装置:电机的转动通过传动装置实现传递给卷取装置。
传动装置通常由皮带、链条或齿轮等构成,将电机的旋转力传递给卷取装置。
3. 卷取装置:卷取装置通常由卷取轴、卷取筒和张紧装置组成。
卷取轴是一个中空的轴,纺织品或纸张等卷取物被卷绕在其上。
卷取筒是一个圆筒形设备,放置在卷取轴上以保持纺织品或纸张的正常卷取。
张紧装置用于调整卷取装置的张力,以确保纺织品或纸张能够紧密地卷取在卷取轴上。
4. 控制系统:自动收卷机通常配备有一个控制系统,用于设置卷取的长度、速度和张力等参数。
操作员可以通过控制系统进行设定,并监控卷取过程中的工作状态。
5. 其他辅助装置:自动收卷机还可以配备一些辅助装置,如自动切割装置、纠偏装置和紧张装置等。
这些装置可以在卷取过程中自动完成相关操作,提高生产效率和产品质量。
总的来说,自动收卷机通过电机驱动和传动装置将动力传递给
卷取装置,实现对纺织品或纸张等卷取物的自动卷取。
控制系统用于设定和监控卷取过程中的参数,辅助装置则可以提供其他相关功能。
这样的工作原理使得卷取操作更加高效、稳定和智能化。
锥度张力与恒张力收卷的控制方式《探究锥度张力与恒张力收卷的控制方式》1.引言在纸张、塑料薄膜、金属箔等连续生产过程中,收卷是一个非常重要的工序。
而在收卷过程中,锥度张力与恒张力是两种常用的控制方式。
本文将针对这两种控制方式展开深入探讨,并探讨它们在工业生产中的应用与效果。
通过本文的阐述,相信读者能够更深入地了解收卷过程中的张力控制方式。
2. 锥度张力的控制方式2.1 什么是锥度张力锥度张力是指在收卷过程中,由于物料宽度变化所引起的张力变化。
一般来说,收卷机在收卷的由于卷取直径逐渐变大,而纸张或薄膜的宽度是一定的,这就导致了卷取张力会随着卷取直径的增加而增加。
2.2 锥度张力的控制方式在实际的生产过程中,我们可以采取一些措施来控制锥度张力。
首先要选择优质的收卷机设备,其次要根据不同的物料宽度变化,合理调整收卷张力控制系统,确保在收卷过程中,张力的变化能够得到有效的控制。
3. 恒张力收卷的控制方式3.1 什么是恒张力收卷恒张力收卷是指在收卷过程中,通过控制器来使得收卷张力保持不变。
不同于锥度张力,恒张力收卷通过控制系统的调节,让收卷张力保持稳定,从而确保卷取的产品质量。
3.2 恒张力收卷的控制方式在实际的生产过程中,采用恒张力收卷的控制方式,首先需要选用具有恒张力控制功能的收卷机设备。
要根据实际情况,通过控制系统来实现张力的精确控制,以确保在收卷过程中,张力能够保持稳定。
4. 锥度张力与恒张力收卷的应用与效果4.1 锥度张力与恒张力在不同行业的应用锥度张力和恒张力收卷的控制方式,都在纸张、塑料薄膜、金属箔等连续生产行业中得到广泛应用。
通过合理的控制方式,可以确保卷取产品的张力稳定,避免在卷取过程中产生张力过大或过小而导致的质量问题。
4.2 效果比较在实际应用中,锥度张力和恒张力收卷都有其各自的优势和局限性。
锥度张力适用于物料宽度较小变化的情况,而恒张力收卷则适用于要求张力稳定的情况。
根据实际生产需求,可以选择合适的控制方式,以达到最佳的收卷效果。
卷取张力控制原理
卷取张力控制原理卷取机的卷取张力由卷取电动机产生。
电动机力矩为:
式中Km——比例系数,常数∮——磁通量; I枢——电动机电枢电流。
卷取张力T与电动机力矩的关系为:
式中 D——带卷直径。
带卷速度为:
式中n电——电动机的转速; i——电动机至卷筒的速比。
将式2-2、式2-4代入式2-3得:
电动机电枢电势E为:
或
式中K。
——比例系数,常数;
∮——磁通量;
n电——电动机转数。
将式2-6代入式2-5则得:
其中:
欲使C=常数,若E不变,口亦不变,则张力T与电动机电枢电流k成正比。
换言之,在保持线速度钞不变的条件下,一定的电枢电流珠表示一定的卷取张力T。
张力控制的实质在于,若卷取线速度不变,采用电流调整器使电枢电流保持恒定,就可以保持张力恒定。
怎样才能保持卷取线速度不变呢?由于卷取线速度口与带卷直径和带卷转速的乘积Dn成正比,欲使口不变,随着卷径D的变化,带卷转速必须相应变化。
一般采用电势调整器调节电动机的磁通量ø,以改变电动机转速,使卷取线速度保持不变,这就是卷取机的速度调节。
卷取机的速度调节除了补偿卷径变化外,还应包括根据工艺要求,对机组速度进行调整。
一般来说机组速度的调节,可采用改变电压(降压)的方法,从基数n基往下调;而卷径变小时,调速则采用改变激磁(弱磁)的方法,从基速孢基往上调。
这样就可必最大机组速度'Ornax和最大卷径D。
诅x时的转速为基速挖基。
因此,调激磁的调速范围应保证满足下式:
式中 nmax、n基——分别为卷筒的最大转速、基速;
D、d——分别为带卷的外径、内径。
综上所述,电枢电流I枢与卷取张力T成比例;磁通量ø与卷径D成比例。
在电器上采用电流调节器和电势调节器来实现恒张力控制。
上述电势电流复合张力调节系统,用改变磁通的方法来适应卷径的变化,以保证卷取线速度,从而实现恒张力控制。
卷取机处于弱磁条件下土作,不能充分利用电动机力矩;由于电动机磁通的调速范围往往受到限制,不能满足卷径比的要求,在此情况下不得不增加电动机容量。
近年来出现的最大力矩张力调整系统,基本上克服了电势电流复合张力调整系统的缺点。
电动机力矩M为:
电动机电势E为:
电动机功率N为:
式中E——电势,V;
I枢——电流,A。
卷取功率N为:
式中T——张力,N;
v——卷取速度,m/s。
由式2-10得:
T=K1磬:暑
=K1K2=常数 (2-12)
由上式可知,只要电枢电流I枢随着参值变化而变化,就可以保持张力恒定。
最大力矩张力调节系统,一部分在满磁通条件下工作,一部分在弱磁通条件下工作,因此要合理选择转速咒基。
在基数n基以上调速时,属于调磁通调速,在弱磁通条件下工作;在
图2-53卷取过程中E、k、圣的变化
基数n基以下调速时,属于调电压调速,始终保持满磁通(额定磁通)条件下工作,所以电动机可发出最大力矩,最大力矩系统由此而得名。
压缩电动机调速范围是有限制的,一般认为电动机变磁场调速范围占整个卷取机调速范围的65%~85%为宜。
过分压缩变磁场调速范围,势必导致电动机容量的增加。
卷取过程中电势E、电枢电流I枢、磁通量ø的变化情况,如图2-53所示。
当卷取机电动机在基速以上运行
时,即n>n基,电动机保持电势-E为额定值,磁通量ø随着卷径D的增加而增加,电动机电枢电流I枢保持恒定;在基速以下运行时,即n<,z基,卷径D增大到D基(此时转速为n基),磁通量ø达到最大值①一,即磁通量达到饱和值后,随着卷径的增大,转速降低,电势减小,I枢增加。
最大力矩张力调速系统具有以下特点:
(1)电动机能处于满磁场运行,可产生较大的张力,它比电势电流复合张力调节系统所发出的张力大1.2~1.3倍j;
(2)电动机调速范围不受卷径比的限制,可以用于大卷径比的卷取机。
当卷径比大于3时,采用最大力矩系统可以选用较小的电动机机座号,可降低电动机容量、飞轮力
矩和投资费用。
2.3开卷机及上料、喂料机构。