热轧卷取机的张力控制_于长志
- 格式:pdf
- 大小:326.18 KB
- 文档页数:5
热轧卷取机张力控制及踏步控制系统的研究的开题报告1. 选题背景和意义热轧卷取机是一种用来对钢板进行加工的设备,其在钢铁、轧机等行业中有着广泛的应用。
随着现代化工业的不断发展,人们对于热轧卷取机的性能要求也越来越高,其中张力控制和踏步控制是关键的技术难点。
张力控制可以提高钢板加工的质量和效率,踏步控制则可以保证钢板的平整度和精度,因此对于热轧卷取机张力控制及踏步控制系统的研究具有重要的意义。
2. 研究目的本研究旨在设计一种高精度的热轧卷取机张力控制及踏步控制系统,通过分析系统结构和工作原理,优化控制算法,提高系统控制精度和稳定性,以满足工业生产的实际需求。
3. 研究内容与方法本研究将从以下几个方面进行研究:(1) 热轧卷取机张力控制系统的设计与优化。
分析张力控制的作用和机理,建立张力控制数学模型,设计合适的控制算法,采用PID控制器进行闭环控制,通过实验测试验证系统的性能。
(2) 热轧卷取机踏步控制系统的设计与优化。
分析踏步控制的作用和机理,建立踏步控制数学模型,设计合适的控制算法,采用步进电机进行开环控制,通过实验测试验证系统的性能。
(3) 搭建控制平台及编写控制软件。
选用LabVIEW作为系统设计和控制平台,编写相应的控制软件并进行调试和优化。
4. 研究预期目标本研究预期能够设计出一套高稳定性、高精度的热轧卷取机张力控制及踏步控制系统,实现钢板的精密加工和高质量生产,提高企业的经济效益和市场竞争力。
5. 研究进度安排本研究计划历时两年完成,具体进度安排如下:第一年:对热轧卷取机的结构和工作原理进行深入研究,建立张力控制系统和踏步控制系统的数学模型,设计相应的控制算法和硬件系统。
第二年:搭建控制平台,编写控制软件,进行系统测试和实验验证,对系统性能进行优化和改进,撰写论文和总结。
热轧卷取机自动控制系统的设计与实现发布时间:2021-09-07T06:27:11.916Z 来源:《福光技术》2021年10期作者:王兴亮[导读] 再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
一重集团(黑龙江)重工有限公司黑龙江齐齐哈尔 161000摘要:热轧板材生产厂主要生产多种汽车板材、冷轧原料板材、花纹钢板材、硅钢板材、X 系列管线钢板材等多种不同规格、材料的板材产品。
现代轧钢厂目前使用比较广泛的主流卷取机品牌有来自德国的 SMS、来自日本的 IHI,自动控制系统则大多采用日本的TMEIC 品牌[1]。
TMEIC 公司的热轧自动控制系统则凭借其优秀的控制性能被国内各大热轧厂广泛采用,具有非常多的优点和广阔的发展前景,值得深入研究。
卷取是热轧生产线的最后一道工序,负责将轧制成型的长直带钢弯曲卷取成为热轧钢卷,再取出入库,以方便贮存、运输、出售。
高品质的热轧卷卷形紧密、薄厚匀称、参数标准、表面光滑、曲线柔韧,尤其是一些高强度的管线钢和超薄的宽带钢,更是对品质要求极高,这就需要一套高精度、稳定性好、张力控制稳定、卷形控制精准的卷取机及其自动控制系统。
本文以国内某热轧厂的卷机生产过程为例开展研究,为了进行良好的恒张力卷取和踏步跟踪控制,保证热轧卷的产品性能和卷形符合行业优秀标准,设计实现了热轧卷取机的自动控制系统,并为实际生产中遇到问题,提出了可行的解决方案,具有深厚的课题背景和重大的研究意义及实践价值。
关键词:热轧卷取机;自动控制;设计1.卷取机恒张力控制系统设计1.1卷取机控制结构设计恒张力踏部控制系统:二级下发的张力给定值,经过芯轴的加减速转矩补偿、弯曲转矩补偿和机械损耗补偿后,将得到的新张力给定值通过速度控制器和张力控制器分解,向对象模型( 即电机系统) 下发电流、电动势和角速度等,输出线速度和转矩,结合夹送棍输出的线速度,再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
热轧机卷取机轧制张力系统改造[摘要] 简要介绍热轧卷取机控制系统张力控制改造过程应用情况,热轧卷取机变张力卷径记忆与测量及动态张力补偿控制的原理等进行了分析。
[关键词] 动态补偿;卷径;张力Abstract:This paper introduced the control system of hot-rolled coiler,by the constant tension control transformed into variable tension control and practical application of this change. As well as analyzed principle of hot-rolled coiler tension control and Winding Diameter Memory and Measurement, and dynamic tension compensation etc.Key Words: tension; winding Diameter; dynamic compensation;东轻公司引进的意大利EAA公司电控设备,对原热轧机进行改造,并增加了热轧卷取机系统,用于给冷轧机供料。
热轧卷取机控制系统设计为恒张力控制系统。
在运行过程中发现某些热轧卷材到冷轧开卷时有粘铝现象,严重影响产品质量。
为解决这一问题,经反复研究,将热轧卷取机恒张力控制系统改造为变张力控制系统,即在卷取过程中,随着卷材卷径增加,系统自动控制卷取张力自动减小,即实现变张力控制方式。
并且恒张力与变张力两种控制方式可以切换,从而解决了板材粘铝问题,提高了产品质量和生产效率。
1变张力轧制改造变张力轧制主要在卷取过程中,控制张力随卷径的增大而逐渐变小,要想实现变张力控制,首先要分析张力与控制系统各参数间的关系。
1.1热轧卷取机卷取张力与控制系统各参数的函数关系卷取过程中,板材张力是由卷取机和轧机之间建立的(见图1)。
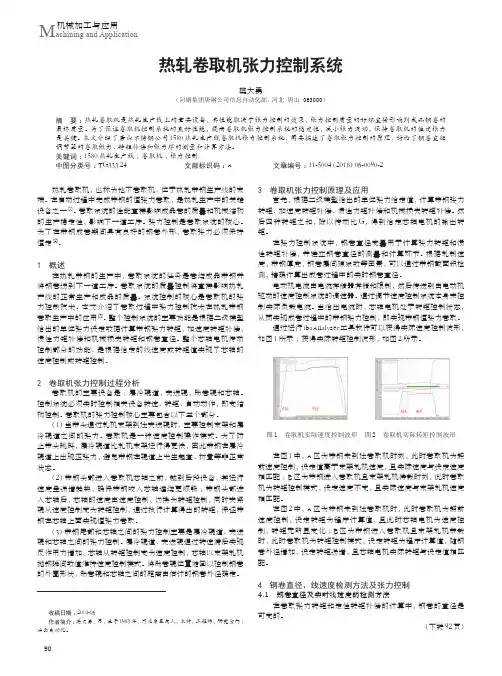
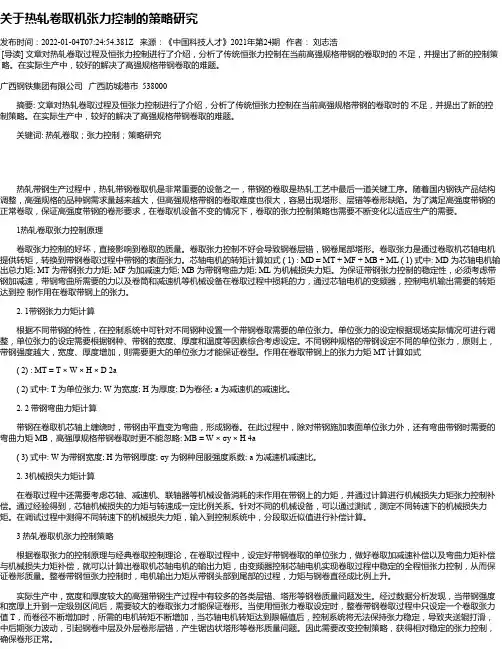
78C omputer automation计算机自动化热轧卷取机张力控制系统丛振华(北京首钢股份有限公司,河北 迁安 064404)摘 要:作为热轧工艺应用的重要设备,卷取机的规范化应用至关重要。
确保其张力控制系统的高效化建设,不仅有助于热轧工艺的高效化应用,更对热轧钢材的质量提升具有重大影响。
本文在阐述卷取机结构组成的基础上,对其张拉控制的流程进行分析;并针对性的指出热轧卷取机张力控制系统优化策略。
以期有利于卷取机张力控制的规范化,继而在提升热轧工艺应用水平的基础上,促进现代制造工业的进一步发展。
关键词:热轧工艺;卷取机;张力控制中图分类号:TG333 文献标识码:A 文章编号:11-5004(2019)02-0078-2收稿日期:2019-02作者简介:丛振华,男,生于1983年,吉林白山人,本科,工程师,研究方向:热轧生产线设备及工艺。
随着制造工业的不断发展,热轧工艺的应用逐渐成熟。
就热轧工艺应用过程而言,卷取机是其技术实现的重要支撑设备。
与传统钢材加工工艺相比,其不仅具有较高的轧制效率;而在在轧制钢材塑性和经济效益把控方面具有较为突出的应用优势。
当前环境下,其已广泛应用于建筑、机械制造、电机、化工等领域,对于工业生产效益的提升具有重大影响。
实践过程中,张力系统控制是卷取机应用的关键所在,然而受诸多因素影响,热轧卷取机的张力控制尚不完善。
基于此,本文就其张力控制的过程进行优化分析。
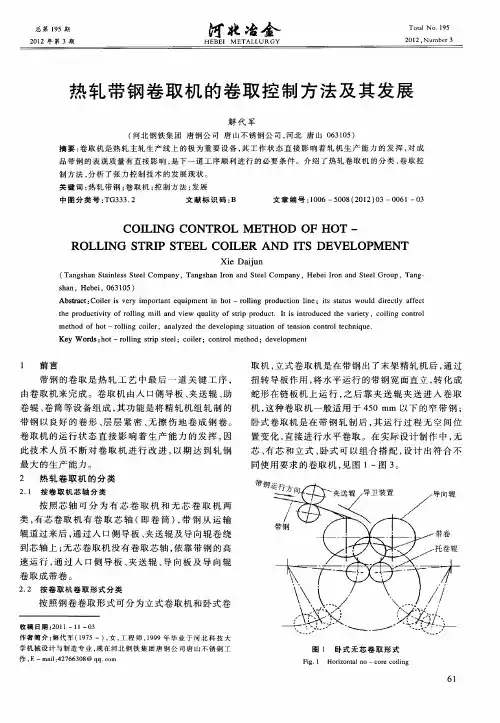
1 热轧卷取机的结构组成卷取机是热轧工艺应用的基本支撑设备。
从应用过程来看,其结构组成包含了现场热轧设备、后续工艺设备和辅助设备三个层级[1]。
在现场热轧设备中,输出辊道、侧导板、张力辊、切换版、倾斜板、地下卷取机、成型辊、卸卷及升降小车是其主要的组成结构。
而在后续工艺应用过程中,其不仅包含了样品翻转辊道、取样飞剪、开卷机等钢卷检查站设备;而且包含了较多的运输设备和标记包装设备,譬如运输辊道链、旋转台、升降台、喷号机、称重机和打捆机等。
关于热轧卷取机张力控制的策略研究发布时间:2022-01-04T07:24:54.381Z 来源:《中国科技人才》2021年第24期作者:刘志浩[导读] 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
广西钢铁集团有限公司广西防城港市 538000摘要: 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
关键词: 热轧卷取;张力控制;策略研究热轧带钢生产过程中,热轧带钢卷取机是非常重要的设备之一,带钢的卷取是热轧工艺中最后一道关键工序。
随着国内钢铁产品结构调整,高强规格的品种钢需求量越来越大,但高强规格带钢的卷取难度也很大,容易出现塔形、层错等卷形缺陷。
为了满足高强度带钢的正常卷取,保证高强度带钢的卷形要求,在卷取机设备不变的情况下,卷取的张力控制策略也需要不断变化以适应生产的需要。
1热轧卷取张力控制原理卷取张力控制的好坏,直接影响到卷取的质量。
卷取张力控制不好会导致钢卷层错,钢卷尾部塔形。
卷取张力是通过卷取机芯轴电机提供转矩,转换到带钢卷取过程中带钢的表面张力。
芯轴电机的转矩计算如式 ( 1) : MD = MT + MF + MB + ML ( 1) 式中: MD 为芯轴电机输出总力矩; MT 为带钢张力力矩; MF 为加减速力矩; MB 为带钢弯曲力矩; ML 为机械损失力矩。
为保证带钢张力控制的稳定性,必须考虑带钢加减速,带钢弯曲所需要的力以及卷筒和减速机等机械设备在卷取过程中损耗的力,通过芯轴电机的变频器,控制电机输出需要的转矩达到控制作用在卷取带钢上的张力。
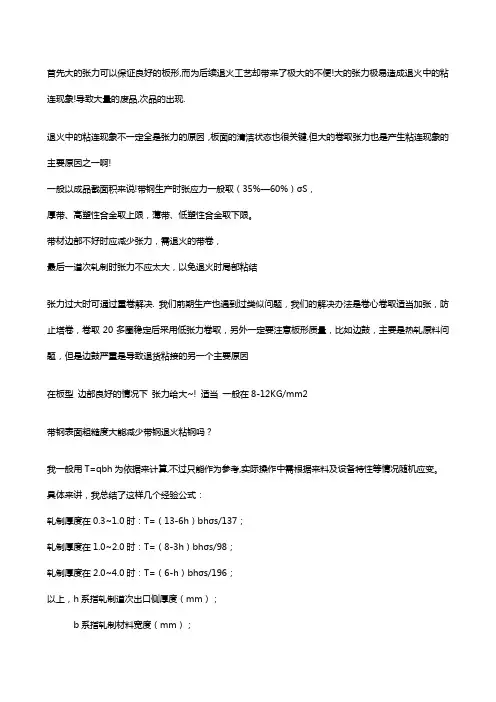
2. 1带钢张力力矩计算根据不同带钢的特性,在控制系统中可针对不同钢种设置一个带钢卷取需要的单位张力。