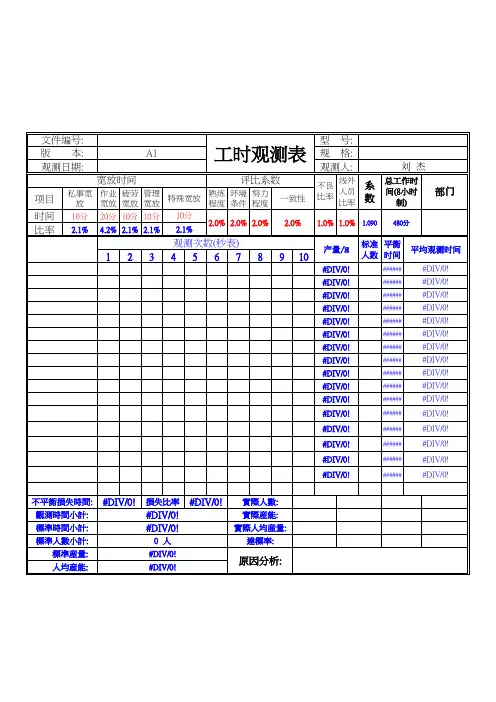
精益生产时间观测表
- 格式:xls
- 大小:95.00 KB
- 文档页数:1
備注:
提示:计时时,秒表不停,连续记录时间。
每次需至少测量5组或5组以上数据。
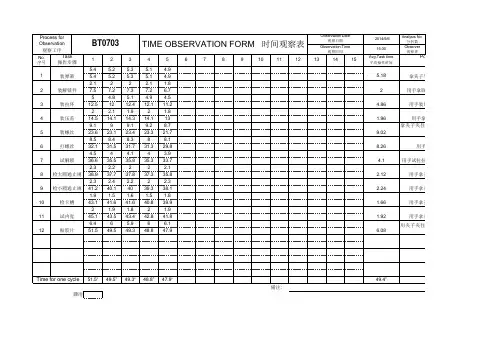
面内观察点
1:客户每天的实际需求量是多少。
10000套 2:装配线实际每天工作几个小时。
11小时
3:现在实际每天的产出是多少,实际用了多少人(有没包括全检) 装配11人,过检具3人,贴片2人,共16人,(不良品跳动大,无法确具体良品产出,总数约有10000套). 4:产品的单价 全部员工按劳动法计时。
根据以上数据进行分析,按照客户需求每天10000的量来计算,实际的T/T=4", 考虑到有20%返修率,用3条线来做,每条线7个人,每条线的T/T=8",每条线每天产能为4950个,3条线的产出为=14850个
备注;1#,2#,3#,4#,5#,6#员工用目前装配线上的人,7#从全检那边调配一个人过来。
产出,总数约有10000套).。
一、填空题1.标准作业指在节拍时间内,以有效的操作顺序,在同一条件下反复进行的操作。
2.合格工位要求1个作业循环中,作业部位不能超过3个,这样的目的是避免多余的步行。
3.生产中的七种浪费:制造过剩的浪费、库存的浪费、搬运的浪费、等待的浪费、加工的浪费、动作的浪费、不良品的浪费。
4.精益生产的两大支柱:自働化和准时化生产。
5.准时化生产的前提条件:平准化包含种类平准化、数量平准化两个面。
6.解决问题与改进流程必须追溯源头、亲自观察,然后验证所得数据。
7.评价合格工位的五项内容为:作业区域、作业干涉、部品的放置区域、作业部位、往返次数。
8.标准作业的前提条件应考虑①作业方面②人的方面③设备及生产线方面④品质方面。
9.精益制造追求的终极目标是:零库存、零切换、零浪费、零不良、零故障、零停滞、零事故。
10.丰田生产方式的基本思想是通过改善活动彻底消除隐藏在企业里的种种浪费现象。
11.全员生产保全涵盖四大内容:预防保全、事后保全、改良保全、设备设计。
12.5S是通过整理、整顿、清扫来强化管理,通过清洁来巩固效果。
13.解决问题的八个步骤为:明确问题、分解问题、设定目标、把握真因、制定对策、贯彻实施对策、评价结果和过程、巩固成果。
14.改善的顺序作业改善、设备改善、工序改善。
15.现场监察的观察点:①瓶颈作业②堆积③材料流动④等待⑤步行⑥身体的动作⑦手的动作⑧眼睛的动作。
16.时间观测表要求至少连续观测 10 个循环。
17.实现“准时化生产”的方式看板方式、后工序取用方式、单个流动方式、平准化生产。
18. TPS的最终目的是降低成本,提高效益。
19.QC小组活动的主要特点明显的自主性、广泛的群众性、高度的民主性、严密的科学性。
20.T.T=1日的生产时间/1日的必要生产量,不是根据设备能力和人员来定的。
21.循环时间(C.T)指:一位作业者实际作业一个循环所需要的最短时间,是用秒表实际测出来的。
22.整理就是清理废品,把必要物品和不必要的物品区分开来。

Quick Changeover 快速换型Justin Tao 陶建刚2016Produce Large Lot Size? 大批量生产?• It is a reality still used by many companies to produce, and the main objective is to smooth the setup time.事实上很多企业使用大批量生产方式进行生产,并且主要目标是使换型时间更加平稳• This is the key of the “Mass Production”, it means:这点是“大规模生产”意思的关键所在:– “Produce a large amount of a only product”“生产大批量的单一产品”Heijunka Process 均衡化进程Too early 过早,inventory 库存Too late 过晚,out of stock 缺货ChangeoverConsequence of Long Setup Time 长换型时间导致的结果All these factors increase the wastes in the workshop!!!所有这些因素都在车间中增加了浪费!!!Long Setup Time 长的换型时间Long Production Cycle time 长的生产周期 Large amount of WIP 大量的在制品Equipment to transport and to storage需要设备搬运和存储 Increase manpower need 增加所需人员Require space in the shop floor and area to storage 需要空间存储Definition of Setup Time and Its Structure换型时间的定义和构成:Setup time: The last qualified product in production run and the first qualified product in thenext production run换型时间:指介于一个生产作业的最后一件合格品和下一个生产作业的首件合格品之间的时间 Definition of setup in lean manufacturing: The last qualified product of one type to the firstqualified product of next type精益生产的换型定义:为从前一品种最后一个合格产品,到下一品种第一个合格产品之间的时间间隔。
精益生产月度考核表教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
文件――页面设置――版式――页眉和页脚――首页不同。
2. 问:请问word 中怎样让每一章用不同的页眉?怎么我现在只能用一个页眉,一改就全部改了?答:在插入分隔符里,选插入分节符,可以选连续的那个,然后下一页改页眉前,按一下“同前”钮,再做的改动就不影响前面的了。
简言之,分节符使得它们独立了。
这个工具栏上的“同前”按钮就显示在工具栏上,不过是图标的形式,把光标移到上面就显示出”同前“两个字来。
3. 问:如何合并两个WORD 文档,不同的页眉需要先写两个文件,然后合并,如何做?答:页眉设置中,选择奇偶页不同与前不同等选项。
4. 问:WORD 编辑页眉设置,如何实现奇偶页不同比如:单页浙江大学学位论文,这一个容易设;双页:(每章标题),这一个有什么技巧啊?答:插入节分隔符,与前节设置相同去掉,再设置奇偶页不同。
5. 问:怎样使WORD 文档只有第一页没有页眉,页脚?答:页面设置-页眉和页脚,选首页不同,然后选中首页页眉中的小箭头,格式-边框和底纹,选择无,这个只要在“视图”――“页眉页脚”,其中的页面设置里,不要整个文档,就可以看到一个“同前”的标志,不选,前后的设置情况就不同了。
6. 问:如何从第三页起设置页眉?答:在第二页末插入分节符,在第三页的页眉格式中去掉同前节,如果第一、二页还有页眉,把它设置成正文就可以了●在新建文档中,菜单―视图―页脚―插入页码―页码格式―起始页码为0,确定;●菜单―文件―页面设置―版式―首页不同,确定;●将光标放到第一页末,菜单―文件―页面设置―版式―首页不同―应用于插入点之后,确定。
第2 步与第三步差别在于第2 步应用于整篇文档,第3 步应用于插入点之后。
这样,做两次首页不同以后,页码从第三页开始从1 编号,完成。