车刀前角的选择
- 格式:ppt
- 大小:454.00 KB
- 文档页数:14
刀具前角后角的选用原则1.前角的主要功用(1)影响切削区域的变形程度:若增大刀具前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前刀面的摩擦阻力,从而减小了切削力、切削热和功率.第四章图4—14所示,为前角γ.对三个切削分力的影响,当前角增大时,Fc、Fp、Ff 力均显著减小,这是增大前角的有利方面.(2)影响切削刃与刀头的强度、受力性质和散热条件:增大刀具前角,会使切削刃与刀头的强度降低,刀头的导热面积和容热体积减小;过份加大前角,有可能导致切削刃处出现弯曲应力,造成崩刃.这些都是增大前角的不利方面.(3)影响切屑形态和断屑效果:若减小前角,可以增大切屑的变形,使之易于脆化断裂.(4)影响已加工表面质量:前角与表面质量的关系,在第九章已有论述.值得法意的是,前角大小同切削过程中的振动现象有关,减小前角或者采用负前角时,振幅急剧增大,如图10—5所示.2.合理前角的概念从上述前角的作用可知,增大或减小前角,各有其有利和不利两方面的影响.例如,从切削热的产生和散热来说,增大前角,可以减小切削热的产生,切削温度不致太高;但如果前角太大,则因刀头导热面积和容热体积减小,切削温度反而升高.在切削很硬的材料时,应用较小的前角,甚至选用适宜的负前角,以加强切削刃,并改善刀头容热和散热条件;但若是前角太小,或取很大的负前角,则因切削变形严重,产生热量多,来不及散逸,结果还会使切削温度上升.可见,在一定的条件下,前角有一个合理的数值.可见前角太大、太小都会使刀具使用寿命显著降低.对于不同的刀具材料,各有其对应着刀具最大使用寿命的前角,称为合理前角γopt.显然,由于硬质合金的抗弯强度较低,抗冲击韧性差,其γopt也就小于高速钢刀具的γopt.同理,工件材料不同时,刀具的合理前角也不同(图10—7).从实验曲线可以看出,加工塑性材料比加工脆性材料的合理前角值大,加工低强度钢比加工高强度钢的合理前角值大.这是因为切削塑性大的金属材料产生的切屑,在切削过程中,它同前刀面接触长度(刀—屑接触长度)较大,由于塑性变形的缘故,刀—屑之间的压力和摩擦力很大,为了减少切削变形和切屑流动阻力,应取较大的前角.加工材料的强度硬度较高时,由于单位切削力大,切削温度容易升高,为了提高切削刃强度,增加刀头导热面积和容热体积,需适当减小前角.切削脆性材料时,塑性变形不大,切出的崩碎切屑,与前刀面的接触长度很小,压力集中在切削刃附近,为了保护切削刃,宜取较小的前角.以上所讲的都是保证刀具最大使用寿命的前角.在某些情况下,这样选定的γopt未必是最适宜的,例如在出现振动的情况下,为了减小振动的振幅或消除振动,除采取其他措施外,有时需增大前角;在精加工条件下,往往需要考虑加工精度和已加工表面的粗糙度要求,选择某一适宜的前角;有些刀具需考虑其重磨次数最多而选择某一前角,等等.3.合理前角的选择原则(1)工件材料的强度、硬度低,可以取较大的甚至很大的前角;工件材料强度、硬度高,应取较小的前角;加工特别硬的工件(如淬硬钢)时,前角很小甚至取负值.(2)加工塑性材料时,尤其是冷加工硬化严重的材料,应取较大的前角;加工脆性材料时,可取较小的前角.(3)粗加工,特别是断续切削,承受冲击性载荷,或对有硬皮的铸锻件粗切时,为保证刀具有足够的强度,应适当减小前角;但在采取某些强化切削刃及刀尖的措施之后,也可增大前角至合理的数值.(4)成形刀具和前角影响刀刃形状的其它刀具,为防止刃形畸变,常取较小的前角,甚至取γ.=0,但这些刀具的切削条件不好,应在保证切削刃成形精度的前提下,设法增大前角,例如有增大前角的螺纹车刀和齿轮滚刀等.(5)刀具材料的抗弯强度较大、韧性较好时,应选用较大的前角,如高速钢刀具比硬质合金刀具,允许选用较大的前角(约可增大5—10o).(6)工艺系统刚性差和机床功率不足时,应选取较大的前角.(7)数控机床和自动机、自动线用刀具,应考虑保障刀具尺寸公差范围的使用寿命及工作的稳定性,而选用较小的前角. 硬质合金车刀合理前角参考值见附录9的表9.1.二、后角的功用及合理后角值的选择后角也是刀具上主要的几何参数之一,它的数值合理与否直接影响已加工表面的质量、刀具使用寿命和生产率.1.后角的功用(1)后角的主要功用是减小后刀面与过渡表面之间的摩擦.由于切屑形成过程中的弹性、塑性变形和切削刃钝圆半径rn 的作用,在过渡表面上有一个弹性恢复层.后角越小,弹性恢复层同后刀面的摩擦接触长度越大,它是导致切削刃及后刀面磨损的直接原因之一.从这个意义上来看,增大后角能减小摩擦,可以提高已加工表面质量和刀具使用寿命.(2)后角越大,切削刃钝圆半径rn值越小,切削刃越锋利.(3)在同样的磨钝标准VB下,后角大的刀具由新用到磨钝,所磨去的金属体积较大(图10—8a),这也是增大后角可以延长刀具使用寿命的原因之一.但它带来的问题是刀具.。
90度外圆车刀角度参数
90 度外圆车刀的角度参数可以根据需要进行调节,以下是一些常见的参数设置:
1. 粗车角度:为了保证车刀的强度,通常需要设置较大的前角和后角,以避免车刀断裂。
粗车角度的大小取决于刀具材料和工件材料的强度。
一般来说,前角和后角的大小分别为 -3 到 0 度和 8 到11 度。
2. 精车角度:精车角度需要保证车刀的锋利度,以便高效地进行切削。
一般来说,精车角度的大小为 15 到 20 度,前角为 12 度,后角为 8 到 11 度。
3. 主偏角:主偏角的大小决定了车刀在工件表面上的切削方向。
一般来说,主偏角的大小为 75 度到 90 度,可以根据需要进行调节。
4. 刃倾角:刃倾角的大小决定了车刀在工件表面上的切削角度。
一般来说,刃倾角的大小为 3 到 5 度,可以根据需要进行调节。
5. 副偏角:副偏角的大小决定了车刀在工件表面上的切削方向。
一般来说,副偏角的大小为 6 到 8 度,可以根据需要进行调节。
以上是 90 度外圆车刀的一些常见角度参数,具体参数设置取决于实际需要和刀具材料等因素。

1.车刀分:外圆车刀、端面车刀、切断刀、内孔车刀、螺纹车刀。
2.车刀的角度有:前角、后角、副后角、刃倾角、主偏角、副偏角。
(1)前角γ0:前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)主后角α0: 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)主偏角κr: 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)副偏角κ'r: 副切削刃与进给反方向间的夹角,在基面中测量。
其作用是影响已加工表面的粗糙度,减小副偏角可使被加工表面光洁。
选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5到10°。
(5)刃倾角λs :主切削刃与基面间的夹角,在主切削平面中测量。
主要作用是影响切屑流动方向和刀尖的强度。
以刀柄底面为基准,主切削刃与刀柄底面平行时,λs =0,切屑沿垂直于主切削刃的方向流出。
![[讲解]车刀角度对车削加工质量的影响文档](https://uimg.taocdn.com/65fb825af6ec4afe04a1b0717fd5360cba1a8d07.webp)
车刀角度对切削加工的影响(以车削为例)大前角刃口锋利,切屑变小,切削力小,切削轻快。
但易产生崩刃。
后角作用主要是减少后刀面和过渡表面之间的摩擦。
增大后角可减少摩擦,提高已加工表面质量和刀具使用寿命,并使切削刃锋利。
但是后角过大,楔角减小,降低切削刃的强度,减少散热体积,磨损反而加剧,降低刀具的耐用度。
主偏角影响切削层的形状,切削刃的工作长度和单位切削刃上的负荷。
减少κr,主切削刃单位长度上的负荷减少,刀具磨损小,耐用度提高,使已加工表面粗糙度减小。
较小的主偏角容易形成长而连续的螺旋屑,不利于断屑,因此对切屑控制严格的自动化加工,宜取较大的主偏角。
副偏角影响已加工表面的粗糙度和刀尖强度。
减少κr´,减少表面的粗糙度的数值,还可提高刀具强度,改善散热条件。
过小,会使副切削刃与已加工面的摩擦增加,引起震动,降低表面质量和刀具耐用度。
副偏角的大小主要根据已加工表面粗糙度要求和刀具强度来选择,不引起振动的情况下,尽量取小值。
车刀的角度对加工质量及效率的影响车刀的主要标注角度有以下5个:1.前角2.主后角3.主偏角4.副偏角5.刃倾角根据经验主偏角和副偏角构成刀尖角度,这个角度要根据粗精加工而定,粗加工时由于主要目的是去除大量的余量,所以这个角度可以适当的大一些,以适应大的进给量;精加工时,余量较少,要保证好的表面质量,所以刀尖角度要小,断屑槽要开的深一些,以免切屑流经已加工表面划伤工件表面。
还有刃倾角,负的刃倾角可以保护切削刃,承受大的进给量,反之则可以提高表面质量。
车刀前角对刀具切削性能影响的研究关于前角大小要根据加工工艺和工件材料来选择!1.前角有正前角和负前角之分(还有一种是0度前角多用于石墨加工)2.取正前角的目的是为了减小切屑被切下时的弹性变形和切屑流出时与前面的摩擦阻力,从而减小切削力和切削热,使切削轻快,提高已加工表面的质量。
3.取负前角的目的是在于改善刃部的受力状况和散热条件,提高切削刃强度和耐冲击能力。
前角为正的时候刀具锋利但是强度会降低负前角强度高但是加工表面质量不好一般粗加工用负前角精加工用正前角再就是加工比较软的或者塑性材料时用正前角!为了保证粗糙度与质量一般会选择在刀具承受内力内尽量选正前角!但是如果工件材料过硬容易蹦刀所以要根据实际情况和需要选取前角!
一般车比较软的材料时,应选用大前角的车刀;比如车铝合及镁合金时,高速钢和硬质合金车刀的前角均为30~35º;而车比较硬的材料时,比如钢α b>80~100时,高速钢车刀的前角为20~25º,硬质合金车刀的前角为10~15º;车淬火钢时,硬质合金车刀的前角为-5~10º。
而车钛合金时,高速钢的前角为20º;硬质合金车刀的前角为0º;车灰口铸铁HB≥220时,高速钢车刀的前角为10º,硬质合金车刀的前角为8º。
课程(科目):车工车刀前角的参考数值见表1工件材料刀具材料咼速钢硬质合金前角(丫0 )数值灰铸铁HT1500°〜5 c5°〜10。
咼碳钢、合金钢((T15°〜25°5°〜10。
b=800 〜1000MPa)中碳钢、中碳合金钢25°〜30°10°〜15°((Tb=600〜800 MPa )低碳钢30 °〜40°25 〜30°铝及镁的轻合金35°〜45°30°〜35°④工艺系统的刚性较差或机场精度不足时应取较大的前角⑤成形刀具或齿轮刀具等为了防止齿形误差常取很小的前角,甚至是零度的前角O前角的作用:前角大,刃口锋利,切削层的塑性变形和摩擦阻力小,切削力和切削热减小。
但前角过大将使切削刃的强度降低,散热条件变差,刀具的使用寿命降低,甚至会造成崩刃的现象。
虽然前角和前刀面的作用各不相同,但是它们之间有着密切的联系。
前刀面的形状有平面型、曲面型和带带倒棱型三种。
平面型又可以分成正前角平面型、负前角平面型和负前角双面型;曲面型又可分为弧曲面、波纹曲面和其他形式曲面;带倒棱型又可分为平面带倒棱型和曲面带倒棱型两种。
如下图所示°a)b)c)图1前刀面平面型a)正前角平面型b)负前角单面型c)负前角双面型图2曲面型图3带倒棱型(1)后角(a o)后角太大,会降低切削刃和刀头的强度;后角太小,会增加后刀面与工件表面的磨擦,选择后角主要诊所以下几个原则:①粗加工时,应取较小的后角(硬质合金车刀:a o =5。
〜7。
;高速钢车刀:ao=6°〜8。
);精加工是时,应取较大的后角(硬质合金车刀:ao =8°〜10°;高速钢车刀:ao=8°〜12°)②工件材料较硬,后角宜取小值;工件材料较软,则后角取大值。
车刀前角和后角的参考值副后角(a J)—般磨成与后角(ao )相等但在等特殊情况下,为了保证刀具的强度,副后角应该取较小的数值。
1)前角(γ0 ) 选择的原则前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
前角一般在-5°~25°之间选取。
通常,制作车刀时并没有预先制出前角(γ0),而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕;控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。
后角不能为零度或负值,一般在6°~12°之间选取。
3)主偏角(Kr ) 的选用原则首先考虑车床、夹具和刀具组成的车削工艺系统的刚性,如系统刚性好,主偏角应取小值,这样有利于提高车刀使用寿命、改善散热条件及表面粗造度。
其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°,加工中间切入的工件,主偏角一般取60 °。
主偏角一般在30°~90°之间,最常用的是45°、75 °、90 °。
4)副偏角(Kr’ )的选择原则首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;反之,应取大值;其次,考虑加工性质,精加工时,副偏角可取10°~15°,粗加工时,副偏角可取5°左右。
5)刃倾角(λS)的选择原则主要看加工性质,粗加工时,工件对车刀冲击大,取λS ≤ 0°,精加工时,工件对车刀冲击力小,取λS ≥ 0°;通常取λS =0°。
刃倾角一般在-10°~5°之间选取。
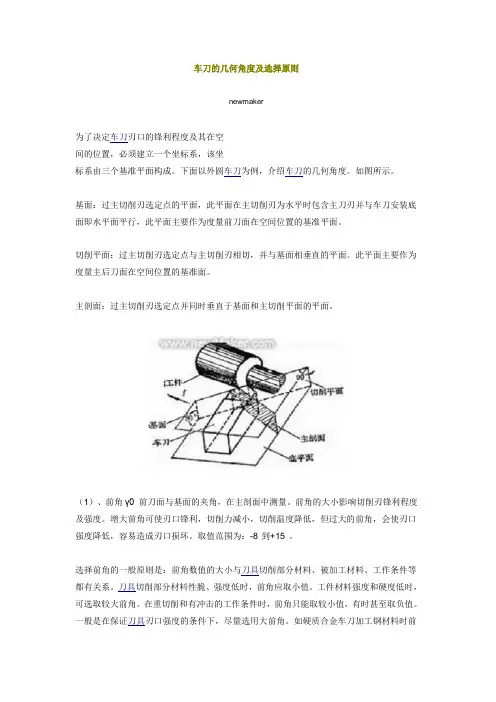
车刀的几何角度及选择原则newmaker为了决定车刀刃口的锋利程度及其在空间的位置,必须建立一个坐标系,该坐标系由三个基准平面构成。
下面以外圆车刀为例,介绍车刀的几何角度。
如图所示。
基面:过主切削刃选定点的平面,此平面在主切削刃为水平时包含主刀刃并与车刀安装底面即水平面平行,此平面主要作为度量前刀面在空间位置的基准平面。
切削平面:过主切削刃选定点与主切削刃相切,并与基面相垂直的平面。
此平面主要作为度量主后刀面在空间位置的基准面。
主剖面:过主切削刃选定点并同时垂直于基面和主切削平面的平面。
(1)、前角γ0 前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)、主后角α0 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)、主偏角κ r 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)、副偏角κ 'r 副切削刃与进给反方向间的夹角,在基面中测量。
简述车刀前角、后角的大小对切削过程的影
响。
车刀前角和后角是车削加工中两个非常重要的角度参数。
它们的大小对切削过程有着非常重要的影响。
前角是车刀刃口和切削面之间形成的角度。
它的大小对切削过程有着较大的影响。
如果前角较小,则车刀切入工件时刃口会直接接触工件表面,这容易导致刃口的磨损、工件毛刺增多,而且还会增加车削力,降低车刀的寿命。
如果前角过大,车削效率会下降,并且会引起加工时的振动和噪音。
因此,前角的大小要在满足加工要求的前提下,尽可能地小。
后角是车刀刃口和后角面之间形成的角度。
后角主要是为了增加车刀的强度和稳定性,提高切削效率和精度。
通常情况下,后角的大小要大于前角,这样车床上的切削力才会稳定,车削精度才能得到保证。
如果后角过小,车刀强度不足容易出现刃口折断、车削不平整等问题。
总之,车刀前角和后角大小的选择应该是在兼顾切削效率、切削质量和车刀使用寿命等多种因素的基础上进行的。
我们可以根据具体加工情况和车床的相应参数来选择合适的前角和后角大小,以实现最佳的车削效果。
同时,车床操作者也应该注意对车床加工过程中各种参数的关注和调整,以确保加工过程的安全、稳定和高效。
(1 )根据工件材料选择前角。
加工塑tt 材料 时,特别是硬化严重的材料(如不锈钢等),为了 减小切削变形和刀具磨损,应选用较大的前角; 加工脆性材料时,由于产生的切屑为崩碎切屑, 切削变形小,因此增大前角的意义不大,而这时 刀屑间的作用力集中在切削刃附近,为保证切削 刃具具有足够的强度,应采用较小的前角。
工件强度和硬度低时,切削力不大,为使切 削刃锋利,可选用较大的甚至很大的前角。
工件 材料强度咼时,应选用较小的前角;加工 特别硬 的工件材料(如淬火钢)时,应选用很小的前角, 甚至选用负前角。
因为工件的强度、硬度愈高, 产生的切削力愈大,切削热愈多,为了使刃具有 足够的强度和散热,防止崩刃和磨损,应选用较 小的前角。
(2)根据刀具材料选择前角。
刀具材料的抗 弯强度和冲击韧性较低时应选较小的前角。
通常 硬质合金车刀的前角在・5°〜+20。
,高速钢刀具 比硬质合金刀具的合理前角约大5。
〜10。
,而陶 瓷刀具的前角一般取・5。
〜・15 (3 )根据加工性质选择前角。
粗加工时,特别 是断续切削或加工有硬皮的铸、锻件时,不仅切 削力大,切削热多,而且承受冲击载何,为保证 切削刃有足够的强度和散热面积,应适当减小前 角。
精加工时,为使切削刃锋利、减小切削变形 和获得较咼的表面质量,前角应取得较大一些。
数控机床、自动机床和自动线用刀具,为保 证刀具工作的稳定,性,使其不易发生崩刃和破 损,一般选用较小的前角。
角度功用 选择原则 减小后刀面与工件的摩擦和 后刀面的磨损,其大小对刀具耐用 度和加工表面质量都有很大影响。
后角《0刀具磨损减 少,也减小了刀具刃口的钝圆弧半 径,提咼了刃口锋利程度,易于切 下薄切屑,从而可减小表面粗糙 前角%影响切削变形和切削力的大 小、刀具耐用度和加工表面的质 量。
增大前角能使刀刃变得锋利, 使切削更为轻快,可以减小切削变 形和摩擦,从而减小切削力和切削 功率,切削热也少,力口工表面质 量咼。
车刀角度的选择一,车刀的安装位置对车刀角度的影响。
,车刀装得高于或低于中心时对车刀角度的影响。
1.当刀尖对准工件中心安装时前角与后角不变。
2.当刀尖装得高于工件中心时,前角增大,后角减小。
3.当刀尖装得低于工件中心时,前角减小,后角增大。
车内孔时,刀尖的三种安装位置,除当刀尖对准工件中心安装时车刀前角后角不变,其余两种情况,对车刀前角的影响,均与车外圆时相反。
,车刀装得歪斜对车刀角度的影响,车刀装的偏斜会使车刀的主偏角和副偏角发生变化经。
1.当刀杆装的与工件垂直时,主偏角与副偏角不改变。
2.当刀杆装的向右歪斜时,则主偏角增大,副偏角减小。
3.当刀杆装的向左歪斜时,则主偏角减小,副偏角增大。
车削圆锥时,刀杆装的与工件圆锥母线垂直,否则主偏角也会发生变化,影响加工质量。
螺纹车刀如果装得不正,就会引起螺纹牙型半角误差。
切断刀如果装得不正,就会使切断面凹凸不平,甚至断刀。
精车刀装得不正会影响工件的表面粗糙度。
,进给运动对车刀角度的影响,车削时除工件做旋转运动外,车刀还必须做直线运动,这两个运动合成螺旋运动。
在横向车削时,车刀按一定大小的走刀量进给,刀尖在工件的端面上的运动轨迹是阿基米德螺旋线,刀具愈近工件中心或走刀量愈大时,螺旋线愈倾斜,跟螺旋线始终相切的切削平面位置也随之变化,车刀工作时的实际后角减小,前角增大。
在纵向车削时,由于车刀刀尖在工件上的运动轨迹是一条螺旋线,跟螺旋线相切的切削平面位置也随之倾斜,所以也影响刀具的实际工件角度,因此车刀工件时的实际工件角度:Γ0i=τ0+ττ式中τ——螺旋角f——进给量,mm/rD——工件直径mm.一般车削时,走刀量较小,由于进给运动所引起的τ值可以忽略不计,但当车削大螺距螺纹时或多头螺纹时, τ值较大,在刃磨刀具时应考虑,它对工件角度的影响.二,刀具切削部分的几何参数的选择。
1,前角的选择1.前角的作用。
1,加大前角,刀具锋利,减少切屑变形,降低切削力,和切削热,但前角过大影响刀具的强度。
螺纹车刀角度参数
以下是螺纹车刀的主要角度参数:
1. 刀尖角:此角度等于牙型角。
车削普通螺纹时,牙型角为60度。
英制螺纹时,牙型角为55度。
2. 前角:一般为0度至15度。
精车或精度要求高的螺纹,径向前角取得小些,约为0度至5度。
3. 后角:一般为5度至15度。
因受螺纹升角的影响,进刀方向一面的后角应磨得稍大些。
但大直径、小螺距的三角形螺纹,这种影响可忽略不计。
此外,在车削较大螺距以及硬度较高的螺纹时,应在车刀的两个切削刃上磨出宽度为4mm的倒棱,以防止崩刃并减少切削力。
以上信息仅供参考,如需了解更多信息,建议查阅专业书籍或咨询专业人士。