IE新机种导入流程及IE工作事项Check
- 格式:xls
- 大小:986.50 KB
- 文档页数:3


Step1.
若该机种是一个全新的机种,在PICSM中添加主机种,在ESMT中添加子机种。
若主机种已经维护过了,则可以直接在ESMT中添加子机种。
Step2.
设定Process Mode:
目前导入的机种需要过AOI且需要看良率的都要选择MS2ESMT这个Mode。
Setp3.
添加该机种的Process File Link。
添加的结果参考如下,需要有这两条记录才能保证JOB正常的处理。
上面有几点需要注意的:
1.上图中用黄色标记起来的一定要这样设置。
2.该设定必须在新机种导入前完成,如果顺序错了,之前测试的那些板子的记录是不
会被正常处理的。
3.实际添加的时候可以使用Copy From的功能。
演示如下:
现在有一个叫Test的机种,它的Process Mode为MS2ESMT。
选中该Model,选中segment为SMT。
选到已经创建过Process File Link的机种。
选中一条要拷贝的记录,点击左上角的Copy按钮。
会跳出如下窗口
点击OK则TEST机种的AOI process file link记录就维护好了,重复以上操作把E700机种的OUTPUT process再拷贝下来即完成了设定。

作者:杨伟亮(IE)来自:厦门飞鹏高科技铝业有限公司日期:08年10月25日导入IE现在要做的是:如何制定项目的计划?如何计算和控制项目的成本?如何评估项目?如何分配资源?如果可能,请给出项目的甘特图和单代号或双代号图、WBS图、项目的成本预算表等等。
一、前期分析工业工程Industrial Engineering(简称IE)的导入必须以与企业自身基础特征相适应的程序方法进行,特别是在基层推进时需要注意这点。
当准备不够充分,只是成立一个部门和负责人的话,多数情况下会失败,或遇到很大抵抗无法顺利推进下去,这种现象不只是在IE上,在一切新方法,新技术都一样不是技术的可靠性问题,而是人的惰性,成功导入并不是件容易的事。
经营高层的重视、培训教育及企业方针目标等因素对结果影响很大,所以不可只做表面工夫。
IE的实施会对原有的管理模式和管理思想带来变革,当然也会涉及到很多人事变动和人事调整,在这个过程当中,由于旧有的观念和思想已深植于企业内部,而且大部分员工和管理人员已经习惯于旧有的习惯和观念,要想根除这种观念是相当困难的。
当进行改革是会以多种方式表现出来,很多人可能会有情绪或者出现一些消极抵抗得情绪,以下一些是在IE实施过程当中最有可能会碰到的情况:(1)那种东西没有什么作用的(2)道理大家都懂,但我们企业情况特殊(3)我们在成本控制上已花了很大力气了,在要降低成本是不可能了(4)我们以前一直在这样做,也没见得有多少改变么(5)不愿做别人劝告的事情(6)现状已经不错了,为什么要改进(7)那种东西不灵的,我们以前搞过的,没有多少效果(8)我们比人家做得好多了,在怎么说也比他们好,没必要做这些(9)那些人吃得空,没事情专来挑毛病(10)不就这么1、2分钟甚至1、2秒钟么,再改善还能改到哪里去,有谁会在乎怎么点点时间以上这些观念和思想都是基于其固有的经验或不了解真正的IE而产生的,归结起来就是两类,一是不信任;二是不愿改变现状。
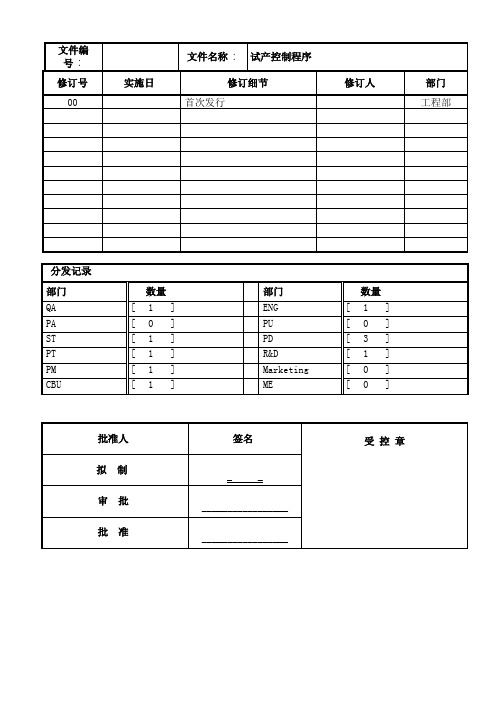
文件编文件名称 : 试产控制程序号 :修订号实施日修订细节修订人部门00 首次发行工程部分发记录部门数量部门数量QA [ 1 ] ENG [ 1 ]PA [ 0 ] PU [ 0 ]ST [ 1 ] PD [ 3 ]PT [ 1 ] R&D [ 1 ]PM [ 1 ] Marketing [ 0 ]CBU [ 1 ] ME [ 0 ]批准人签名受控章拟制_ _审批_________________批准_________________1.目的:保证新产品生产符合客户要求,并在新产品生产过程中发现和解决在批量生产中可能出现的问题,为批量生产顺利进行做准备。
2.适用范围:公司所有新产品的试产。
3. 定义:3.1 NPI:New Products Introduction,新产品导入3.2新产品:指公司第一次生产的产品。
4.职责:4.1、DE:负责主导新产品在工厂端开始导入,到新机种首次量产前的所有项目关事项跟踪进度掌控,及时安排客户端与工厂端各部门进行沟通协调解决,把握好整个项目的进度、成本、品质,保障新项目成功输出交付物。
同时针对项目导入过程、试产机台分配的安排,按照客户的指令安排试产物料及机台的清仓处理工作,负责新产品的生产治具申购及试产样机生产出货的协调安排。
4.2、IQC:负责试产来料检验,保存好各种试产料件的样品,同时负责主导来料料件异常处理。
4.3、PP线:负责试产板卡组装和测试以及新机种试产及工程试组物料的准备管控、机台组装、附件加工、样机生产出及机台管控与统计,反馈试产机台状况要求主导部门给出处理意见及时存仓,记录每个每台机器的状况和数量。
4.4、QE:负责试产品质问题的追逐管控产品品质,同时接待客户和客户确定产品生产品质标准并根据制定标准制作QII,按照跟客户确认标准的间隙超标、断差、色差、露线和露白等,对客户不接受的外观不达成问题进行追逐改善,以及统计测量试产机台外观实际值和设计值进行,统计数据进行对比分析不良的比例。
第一章IE工作流程简介第一节工业工程的概念工业工程(Industrial Engineering,简称IE)是一门技术与管理相结合的工程学科。
在人类从事小农经济和手工业生产的漫长时代里,人们凭着自己的经验去管理生产。
到20世纪初期开始进入“科学管理时代”,美国工程师泰勒发表的《科学管理的原理》一书是这一时代的代表作。
1908年,美宾州州立大家根据泰勒的建议,首次开设了工业工程课程,后来单独设立工业工程系,开创了工业工程教育的先河。
1917年美国成立了工业工程师协会。
从此,工业工程在社会上引起重视。
在此时期,有人主张把当时从事动作研究、时间研究等提高劳动生产率的各种研究工作,从管理职能中分离出来,由懂得工程技术专业的人去进行,逐步形成了一批将工程技术与管理相结合的工业工程工程师。
美国工业工程师学会成立于1948年,是第一个专门致力于工业工程专业发展和学术活动的专业性组织。
在第二次世界大战期间,运筹学得到很大的发展。
由于工业生产发展的需要,使得工业工程与运筹学结合起来,进一步推动了工业工程的发展和广泛应用,使工业工程加强了理论基础,成为一门更加成熟的学科。
第二节有关IE工作的基本名词解释标准时间:指对此项工作熟练的作业者,在良好的作业条件下,按照标准的作业方法和作业条件,以在精神和肉体方面都不勉强的前题条件下用一定的作业速度完成一个周期或一个单位的指定作业所必需的时间。
定额时间:指在正常的生产技术组织条件下,工人为完成一定量的工作所必须消耗的时间(包括:作业时间,布置工作地时间,休息和生理需要时间,准备和结束时间)。
工序:是指一个工人或一组工人,在一个工作地,对一个劳动对象或一组劳动对象进行加工,完成生产过程的一部分。
(一道工序是指操作者、操作对象、操作工具(设备、工作地)均不变时,否则就不是一道工序)操作;是工序的组成部分,是工人为达到一个明显的目的,使用一定方法所完成若干动作的总和。
动作:是手工操作的构成因素,指工人接触物件、移动物件或离开物件的行为。
第二章新产品导入流程简介及作业细则新产品导入是机构课的一项重要工作,本章主要讲述新产品导入流程和机构课作业细则.第一节新产品导入流程简介机构课作为工厂端的技朮配合单位,课级主要的工作就是新产品的导入和量产机种日常问题的分析解决,保证生产有质量有效率的进行.新产品的导入主要分为以下几个阶段:Kick off EVT DVT PVT MP 1st Lot作为机构课工作的重点项目,新机种导入的顺利与否直接关系着该机种能否正常量产,因此了解新产品导入各阶段的流程和ME权责尤其重要.下面简单介绍新产品导入之各项步骤:1)Kick Off项目开始,PM主导确定各项目负责人、产品导入Schedule.2)EVTEngineering Validation Test,工程验证测试阶段,主要工作在研发单位.3)DVTDesign Validation Test,研发单位于这个阶段制作预定数量的WorkingSample,并分发给QT,PE,ME及IE等所有测试验证单位,作测试及组装性确认,以提早发现设计问题.4)PVTProduction Validation Test, 验证并检讨制程良率,系统组装性,功能性,即可生产性等因素,决定是否可进入量产.ME权责说明PR前: 依据New production Introduction Check list 舆 New Product Phase-In Check list 进行准备.PVT: 侦测所有机构性问题,寻找Root cause,并提供短期对策舆追踪及验证长期对策.PVT Close Meeting: 提供Bug list report并依据New product Phase-in Check list 进行MP前的准备.Manufacture Transfer: 依据Manufacture Transfer meeting check list进行准备,并舆第二量试工厂的ME作技朮转移.以下是新产品导入流程作业主流程作业次流程Pilot Run 前各部门在规定的时间点都有不同的工作要做,就机构而言,主要的工作项目包括治具设计,FMEA展开,组装重点确认等,在后面的章节中会逐一说明,在此不再赘述. ME E/R流程及细项展开见附录 ME E/R流程(J-0201-0001).第二节新产品导入阶段机构课作业细则新产品导入分Kick off,EVT,DVT,PVT和量产前期等阶段,每个阶段都有特定的工作要做,为了配合新产品顺利的导入并量产,了解自己部门的权责和相关职位的工作执掌非常必要.本节讲述新产品导入各阶段机构课的工作重点和作业细则.2.2.1 Kick OffKick off即项目导入开始,从该阶段开始,工厂端新产品导入准备工作正式展开.2.2.1.1 Contact window建立Kick off meeting意味着项目在工厂端的开始,首先要知道产品的类别即Full system or barebone,各部门要逐步收集数据,进行各个项目的准备工作,新产品导入实际上也是产品从研发到工厂端的转移,这阶段机构课必须知道产品的项目负责人(Contact window),以获得相关的资料,配合他们的工作,并为下个阶段的工作做好准备.机构课需要对应的窗口主要包括:1)Project Leader2)Project PM3)System RD4)Mechanical Leader5)Mechanical RD6)Packing Design RD7)QT- Reliability Leader&RD该阶段主要通过mail和电话的方式交流,获得相关数据和信息,并配合他们的工作.2.2.1.2 机种导入Schedule产品导入开始PM就会Release产品导入的Schedule,这主要包括MB Pilot Run和MP的Schedule, Case T1,T2---,Pilot 的Schedule, 该产品在系统事业部DVT PVT MP的Schedule.了解产品导入进度对于我们的准备工作十分重要,但产品导入过程中的不确定因素常常会改变导入的进度,如MB Chip set变更等,产品导入的Schedule往往会改变,所以须和产品的各项目负责人保持密切的联系,及时获得相关信息,并按Schedule做好机种导入的准备工作,保证新产品导入的顺利进行.2.2.2 EVTEVT英文全称为Engineer Validation test,即工程确认测试。
Ie导入
你跟我的经历很类似,我也是在一家中日合资企业,经历了IE导入的全过程。
虽然不是我主导,但至少我见证和参与了整个过程来。
我们公司推行IE的过程是这样的。
1.外聘或内部制作相关IE培训资料,组织从基层管理者到PE,生产助理,生产主管以及所有相关人员的管理层强化培训一个月左右。
这一个月内要监控培训效果,及时反馈。
2.定岗定员定量。
三定工作我就不说了,大家都知道。
3.5S推行,总分100分,连续三个月达到90分以上;
4.作业标准化,推行SOP。
将员工操作用IE的意识选择最合理优化的操作。
那些必要的准备工作,工具,物料什么的细节我就不说了。
力求SOP覆盖员工所有操作在95%以上。
5.有了SOP就可以推行ST(标准工时),一般而言一份SOP出台,就可以制定相应的标准工时了。
6.线平衡和标准产能。
有了标准工时可以制作线平衡图和标准产能,以提高资源利用率以及设备嫁动率等为目标,这里应该也是IE较有技术含量的地方了,工艺流程的简化,流程的改善,都在这里可以体现。
7.成本核算,标准工时每半年更新一次(如果产品种类少,操作单一,可以每季度更新一次)。
以标准工时计算人工成本,以及原材料,辅料等成本计算。
(这个很多公司不是交给IE来做)基本上就这些了,末了,我要补充一点,因为推行IE,我觉得一定要把意识摆在最重要的位置,一切以降低成本为出发点,减少浪费,简化工序,操作等。
另外在设计流水线和新产品试产时也应尤其注意IE或者说IE意识的作用。