低氧光亮铜线(电工圆铜线)
- 格式:doc
- 大小:42.50 KB
- 文档页数:1

GB 中华人民共和国国家标准GB/T 3952--200X代替GB/T 3952-1998电工用铜线坯Copper drawing stock for electrical purpose200X—X—XX发布 200X—X—X实施中华人民共和国国家质量检验检疫总局发布国家标准化管理委员会前言本标准代替GB/T3952—1998《电工用铜线坯》。
本标准修订时参照ASTM(美国材料试验协会) B49—1998《电气用铜线杆盘条标准规范1》,与GB/T3952—1998相比,本标准主要有如下变化∶——本标准保留了原GB/T3952—1998标准中对不同牌号铜线坯的表示方法,其所对应的化学成分除氧外,完全采用了ASTM B49—98E2标准中的化学成分要求,标出了相对应的牌号,并就等同于我国标准中不同牌号的各类铜作了说明。
进一步强调了电工用铜线坯等级按原料化学成分区分的规定,提高了T牌号铜线坯氧含量的标准,并把用废杂铜生产的连铸连轧和上引法铜线坯纳入标准规定之中。
——对原标准的主要技术参数进行了修改,把标准中的正反10转扭转试验改为扭断值试验及相应的等级规定。
——对电工用铜线坯的可拉制性能按等级不同作了要求说明。
对退火性能、铜粉量、氢脆如需方有要求,并在合同中注明时,规定了相应的试验方法及合格标准。
——明确规定了电工用铜线坯产品是不需再次酸洗、扒皮供电线电缆行业直接使用的唯一标准原料。
对用废杂铜生产的连铸连轧铜线坯拉制电线电缆的成品线表面质量作了明确的要求。
——本标准的附录A,是本标准推荐性测量铜粉量的试验方法(包括本标准推荐引用的评价方法) ——本标准的附录B,是本标准引用ASTM B49—98E 2无氧铜线坯氢脆试验方法。
——本标准的附录C,是本标准引用ASTM B49—98E 2退火性能试验方法(包括本标准推荐引用的评价方法。
)本标准的附录A、附录B、附录C为资料性附录。
本标准由中国有色金属工业协会提出。
无氧铜与纯铜的区别无氧铜:无氧铜是以高纯阴极铜为原料,熔体用煅烧木炭覆盖,熔炼、铸造在密封条件下生产的含氧量在3010-6以下的紫铜。
纯铜:就是含铜量最高的铜,普通纯铜是铜的质量分数不低于99、7%,杂质量极少的含氧铜,外观呈紫红色,故又称紫铜。
主要牌号有T1、T2、T3。
无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐蚀性能和低温性能均好。
无氧铜和纯铜的区别之用途:纯铜:T1和T2主要用作导电、导热、耐腐蚀元器件,如导线、电缆、导电螺钉、壳体和各种导管等,航空工业多用T2。
T3主要作为结构材料使用,如制作电器开关、垫圈、铆钉、管嘴和各种导管等;也用于不太重要的导电元件。
无氧铜:主要用于电真空仪器仪表用零件。
广泛用于汇流排、导电条、波导管、同轴电缆、真空密封件、真空管、晶体管的部件等。
无氧铜和纯铜的区别之化学成分对照:牌号Cu+AgPAgBiSbAsFeNiPbSnSZnO杂质总和纯铜T199、950、001--0、0010、0020、0020、0050、0020、0030、0020、0050、0050、020、05T299、90----0、0010、0020、0020、005--0、005--0、005----0、1T399、70----0、002--------0、01--------0、3无氧铜TUO 99、990、00030、00250、00010、00040、00010、0010、0030、00020、00150、00150、00010、01Se:0、0003 Te:0、0002 Mn:0、0005 Cd:0、0001TU1 99、970、002--0、0010、0020、0020、0040、0020、0030、0020、0040、0030、0020、03TU299、970、002--0、0020、0020、0040、0020、0040、0020、0040、0030、0030、05无氧铜和纯铜的区别之热性能对照:熔点熔化潜热沸点比热容热导率纯铜T11084、5℃212、5kJ/kg2350-2600℃385-420J/(kgK)--T21065-1082、5℃--T31065-1082℃>>----C110001083℃205、4kJ/kg20℃时,385J/(kgK)20℃时,388W/(mK))C125001085℃--20℃时,377W/(mK)无氧铜1802、5-1083℃----20℃时,391W/(m℃)20℃时, (kg℃)无氧铜和紫铜的质量特性区别:(1)无氧铜的质量特性:无氧铜20℃,凝固时的收缩率为4、92%,密度为8、94g/cm3(2)紫铜的质量特性:20℃时,99、999%加工纯铜的密度为8958kg/m3,铸态电解精铜的密度为8300~8700kg/m3(可取平均值8500kg/m3),铸态无气体的电解精铜的密度为8850~8930kg/m3(可取平均值8920kg/m3),C11000与C12500的密度为8890kg/m3。
电线电缆主要原材料及产品质量检验规范编制:高南城———————审核:———————批准:———————浙江正达交联电缆有限公司2017年03月04日发布2017年03月05日实施前言本检验规范依据标准GB/T3956-2008《电缆的导体》、GB/T3953-2009《电工圆铜线》、GB/T4910-2009《镀锡圆铜线》、GB/T3955-2009《电工圆铝线》、GB/T5013-2008《额定电压450/750V及以下橡皮绝缘电缆》、GB/T5023-2008《额定电压450/750V及以下聚氯乙烯绝缘电缆》、JB/T8734-2012《额定电压450/750V及以下聚氯乙烯绝缘电缆电线和软线》、JB/T8735-2011《额定电压450/750V及以下橡皮绝缘软线和软电缆》、MT818-2009《煤矿用电缆》、GB/T3048-2007《电线电缆电性能试验方法》、GB/T2951-2008《电缆绝缘和护套材料通用实验方法》、GB/T4909-2009《裸电线试验方法》等产品标准和相关试验方法标准而制定。
本检验规范适用于本公司电线电缆产品全过程的质量检验和试验。
本检验规范共分六个部分:第1部分:一般规定第2部分:电线电缆用主要原材料进货检验第3部分:额定电压450/750V及以下聚氯乙烯绝缘软电缆电线检验第4部分:额定电压450/750V及以下通用橡套软电缆电线检验第5部分:额定电压450/750V及以下橡套电焊机电缆检验第6部分:MY、MZ煤矿用电缆检验本检验规范从2017年03月05日起实施。
第1部分:一般规定1.1使进货检验或验证按规定的要求进行,保证未经检验和验证的原材料不投入生产使用。
1.2防止产生和及时发现不合格品,保证检验通过的产品符合质量标准的要求。
2 范围本规范规定了电线电缆用主要原材料的进货检验以及电线电缆产品的过程检验(工序检验)、最终检验(成品检验)、检验流程及抽样规则、判定规则、检验项目、试验类型等。
电工用铜线坯标准本标准是对GB3952.1~3952.4-89《电工圆铜杆》标准的修订。
与原标准相比,本标准作了如下修改:1.将标准名称改为《电工用铜线坯》。
2.在标准结构上,将原来的四项分标准合并编写,不再设立分标准,取消了许多重复性的内容。
3.主要技术参数和技术内容有较大提高。
本标准中铜线坯的公称直径及其允许偏差与ISO4738;1982《铜线坯》及BS6926-1988 《电工用铜--高导铜线坯》标准的要求等效;化学成分要求是参考了美国ASTM B49-92《电工用再拉铜线坯》标准,并依据GB/T 467《阴极铜》及GB/T468《电工用铜线锭》标准而修订的;热态铜线坯力学性能的低限值35%与德国DIN 17652-82《铜线坯》标准的要求等同,高于其他国外标准中30%的要求;硬态铜线坯的力学性能指标较原标准有所提高;检验组批及各种性能测试的取样方法和取样数量要求是参照英国BS 6926-1988标准修订的,其中本标准对取样数量的规定严于BS 6926-1988标准的要求。
4.注重了与其他相关国家标准的一致性,标准编写格式和编写方法遵守GB/T 1.1-1993标准的规定。
本标准与国外先进国家标准水平相比,达到了国际先进水平。
本标准自实施之日起,同时代替GB3952.1~3952.4-89。
本标准由中国有色金属工业总公司提出。
本标准由北京铜厂、中国有色金属工业总公司标准计量研究所、铜陵有色金属公司负责起草。
本标准由北京铜厂、中国有色金属工业总公司标准计量研究所、铜陵有色金属公司、常州东方鑫源铜业有限公司、沈阳冶炼厂、云南冶炼厂共同起草。
本标准主要起草人:何新宇、尧川、陈明勇、陈彪、刘婉容、赵华、李晓丽、温晓云、孙励筠、邢伟。
1 范围本标准规定了电工用铜线坯的要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于直径为6.0~36.0mm、供进一步拉制线材或其他电工用铜导体的圆形截面铜线坯。
低氧铜杆线铜粉剥离原因分析及其对策措施发表时间:2019-08-27T10:41:41.773Z 来源:《建筑学研究前沿》2019年10期作者:杨斌[导读] 低氧铜杆是电线电缆生产的主要原料之一,在电线电缆行业占有较大的比重。
江苏宝胜精密导体有限公司江苏省扬州市 225800摘要:低氧铜杆是电线电缆生产的主要原料之一,在电线电缆行业占有较大的比重。
近年来,随着科技水平的不断提高,电线电缆的生产设备、规格、品种要求也不断提高,在生产设备上向高速、多头拉丝、连拉连包等方向发展,规格以细线方向、超细线发展,品种以漆包线、涂装线发展。
因此,对铜丝坯的性能提出了更高的要求。
关键词:铜粉;氧化膜;表面损伤;拉丝模具为提高电线、电缆的拉拔质量,就需要严格控制低氧光亮铜杆的铜粉含量。
将多年的生产实践与试验相结合,分析铜粉对后续拉拔质量的影响,主要对低氧铜杆表面铜粉的形成机理进行了探讨,针对影响铜杆铜粉含量的主要影响因素和环节进行试验并提出了有效的控制方法,将铜杆的铜粉含量控制在合理范围。
一、概述随着社会的发展科技的进步和更新,电线、电缆行业开始向超细线方向发展,此外镀层类和漆包类铜线材品种需求量也越来越大、质量要求越来越高,因此对连铸连轧法生产的低氧铜杆的性能要求也日益提高。
在铜杆线拉伸、镀层过程中,由于低氧铜杆坯的内在质量缺陷及后续拉制过程中出现的质量缺陷,导致铜杆线表面出现损伤,铜粒子脱离铜基体,并在铜线表面出现一个凹坑、毛刺等质量缺陷。
在后续拉伸过程中,特别是微细线制备过程中,铜线坯在三向应力的作用下,缺陷处出现应力集中导致断线。
另外,在生产漆包线、镀层线时,由于线表缺陷,容易导致镀层不均或镀层脱落,影响漆包线、镀层线的产品质量。
同时,铜粉大量脱落,进入润滑液中,恶化润滑液的质量,堵塞拉伸模或漆模,影响线表,甚至出现拉伸断线。
为了系统研究低氧铜杆、铜线拉制过程中表面铜粉剥离的原因,通过对低氧铜杆线坯及其后续拉伸加工的整个工艺流程进行控制、分析,以减少铜杆及其线材的表面铜粉剥离,改善铜杆表面状况和提高镀层质量。
国标无氧铜线执行标准
一、化学成分
国标无氧铜线的化学成分应符合GB/T 3952-2008《电工圆铜线》的规定。
其中,铜的纯度应不低于99.95%,锌、镍、锡等杂质元素的含量应符合标准要求。
二、物理力学性能
1.抗拉强度:无氧铜线的抗拉强度应不低于340 MPa。
2.伸长率:无氧铜线的伸长率应不低于17%。
3.电阻率:无氧铜线的电阻率应不大于0.017241Ω·mm2/m。
4.软化温度:无氧铜线的软化温度应不低于450℃。
5.弯曲半径:无氧铜线在环境温度下,弯芯半径应不小于导线外径的4倍。
三、外观和尺寸
1.外观:无氧铜线表面应光滑、清洁,不应有裂纹、起皮、夹杂物等缺陷。
2.尺寸:无氧铜线的直径、长度等尺寸应符合订货合同的规定。
四、检验方法
1.化学成分:按照GB/T 3952-2008《电工圆铜线》的规定进行检测。
2.物理力学性能:按照GB/T 3952-2008《电工圆铜线》的规定进行检测。
3.外观和尺寸:采用目视或测量工具进行检测。
五、包装、运输和贮存
1.包装:无氧铜线应采用防潮、防震、防锈的包装材料进行包装。
2.运输:无氧铜线在运输过程中应避免受潮、挤压和碰撞。
3.贮存:无氧铜线应贮存在干燥、通风、无腐蚀性气体的库房内,并定期检
查。
低氧铜杆和无氧铜杆性能的区别由于生产铜杆的两者的工艺不同,所生产的铜杆中的含氧量及外观就不同。
上引生产的铜杆,工艺得当氧含量在10ppm以下,叫无氧铜杆;连铸连铸生产的铜杆 是在保护条件下的热轧,氧含量在200-500ppm范围内,但有时也高达700ppm以上,一般情况下,此种方法生产的铜外表光亮,低氧铜杆,有时也叫光杆。
无氧铜杆铜杆是电缆行业的主要原料,生产的方式主要有两种——连铸连轧法和上引连铸法。
连铸连轧低氧铜杆的生产方法较多,其特点是金属在竖炉中融化后,铜液通过保温炉、溜槽、中间包,从浇管进入封闭的模腔内,采用较大的冷却强度进行冷却,形成铸坯,然后进行多道次轧制,生产的低氧铜杆为热加工组织,原来的铸造组织已经破碎,含氧量一般为200~400ppm之间。
无氧铜杆国内基本全部采用上引连铸法生产,金属在感应电炉中融化后通过石墨模进行上引连续铸造,之后进行冷轧或冷加工,生产的无氧铜杆为铸造组织,含氧量一般在20ppm以下。
由于制造工艺的不同,所以在组织结构、氧含量分布、杂质的形式及分布等诸多方面有较大差别。
一、拉制性能铜杆的拉制性能跟很多因素有关,如杂质的含量、氧含量及分布、工艺控制等。
下面分别从以上几个方面对铜杆的拉制性能进行分析。
1.熔化方式对S等杂质的影响连铸连轧生产铜杆主要是通过气体的燃烧使铜杆熔化,在燃烧的过程中,通过氧化和挥发作用,可一定程度减少部分杂质进入铜液,因此连铸连轧法对原料要求相对低一些。
上引连铸生产无氧铜杆,由于是用感应电炉熔化,电解铜表面的“铜绿”“铜豆”基本都熔入到铜液中。
其中熔入的S对无氧铜杆塑性影响极大,会增加拉丝断线率。
2.铸造过程中杂质的进入在生产过程中,连铸连轧工艺需通过保温炉、溜槽、中间包转运铜液,相对容易造成耐火材料的剥落,在轧制过程中需要通过轧辊,造成铁质的脱落,会给铜杆造成外部夹杂。
而热轧中皮上和皮下氧化物的轧入,会给低氧杆的拉丝造成不利的影响。
上引连铸法生产工艺流程较短,铜液是通过联体炉内潜流式完成,对耐火材料的冲击不大,结晶是通过石墨模内进行,所以过程中可能产生的污染源较少,杂质进入的机会较少。
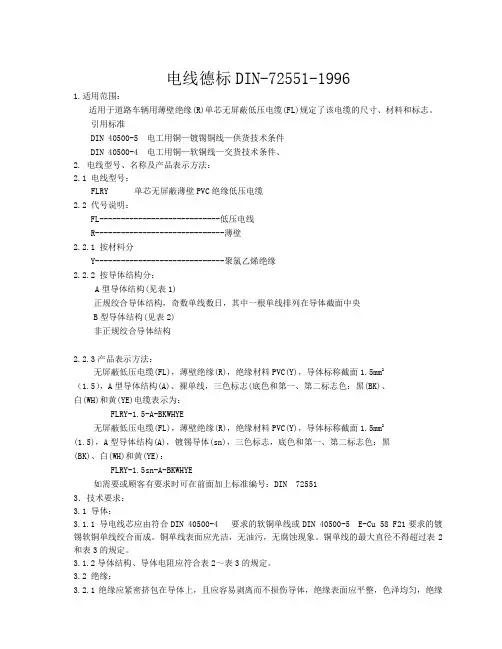
电线德标DIN-72551-19961.适用范围:适用于道路车辆用薄壁绝缘(R)单芯无屏蔽低压电缆(FL)规定了该电缆的尺寸、材料和标志。
引用标准DIN 40500-5 电工用铜—镀锡铜线—供货技术条件DIN 40500-4 电工用铜—软铜线—交货技术条件、2. 电线型号、名称及产品表示方法:2.1 电线型号:FLRY 单芯无屏蔽薄壁PVC绝缘低压电缆2.2 代号说明:FL----------------------------低压电线R------------------------------薄壁2.2.1 按材料分Y------------------------------聚氯乙烯绝缘2.2.2 按导体结构分:A型导体结构(见表1)正规绞合导体结构,奇数单线数日,其中一根单线排列在导体截面中央B型导体结构(见表2)非正规绞合导体结构2.2.3产品表示方法:无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面1.5mm2(1.5),A型导体结构(A)、裸单线,三色标志(底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE)电缆表示为:FLRY-1.5-A-BKWHYE无屏蔽低压电缆(FL),薄壁绝缘(R),绝缘材料PVC(Y),导体标称截面1.5mm2(1.5),A型导体结构(A),镀锡导体(sn),三色标志,底色和第一、第二标志色:黑(BK)、白(WH)和黄(YE):FLRY-1.5sn-A-BKWHYE如需要或顾客有要求时可在前面加上标准编号:DIN 725513.技术要求:3.1 导体:3.1.1 导电线芯应由符合DIN 40500-4 要求的软铜单线或DIN 40500-5 E-Cu 58 F21要求的镀锡软铜单线绞合而成。
铜单线表面应光洁,无油污,无腐蚀现象。
铜单线的最大直径不得超过表2和表3的规定。
3.1.2导体结构、导体电阻应符合表2~表3的规定。
3.2 绝缘:3.2.1绝缘应紧密挤包在导体上,且应容易剥离而不损伤导体,绝缘表面应平整,色泽均匀,绝缘层不允许有打结、裂缝、气泡或含有杂质。
连铸连轧生产铜线杆技术述评毛允正【期刊名称】《资源再生》【年(卷),期】2012(000)005【总页数】4页(P53-56)【作者】毛允正【作者单位】西部矿业投资(天津)有限公司【正文语种】中文1965年美国南方线材公司联合摩根公司和西屋电气公司开发建成世界第一条铜杆连铸连轧生产线(SCR法)。
1973年德国克虏伯公司在比利时霍博特奥费尔特冶金厂开发成功新型连铸连轧光亮铜杆生产方法:哈兹列特——克虏伯法,即Contirod法,现该技术属德国西马克梅尔公司。
上世纪七十年代末意大利康梯纽斯公司在铝杆连铸连轧生产线的基础上开发出Properzi铜杆连铸连轧生产线。
八十年代中期,康梯纽斯公司和西班牙拉法格公司联合米兰大学和巴塞罗那大学的专家学者开发一项全废铜为原料连铸连轧生产铜杆的专利技术,称为FRHC法杂铜精炼工艺,即火法精炼高导电铜生产工艺。
上世纪八十年代,上海冶炼厂联合洛阳有色金属加工设计研究院、北京钢铁设计总院和上海机电设计院建成我国自行设计、制造了第一条铜杆连铸连轧生产线,规模3万到5万吨。
连铸连轧技术利用铸造时的热量进行轧制成材,而不经中断和加热,具有对原料要求低、产量大、生产效率高、能耗成本低、质量稳定、性能均匀、表面光亮等特点,给铜工业发展带来一次伟大变革。
目前世界上90%以上的铜线杆都用连铸连轧技术生产。
用阴极铜为原料的连铸连轧生产铜杆一般分为四个步骤:熔化——铸坯——轧制——绕杆,目前建成单条生产线最大产能已达到48吨/小时,年产可达到35万吨。
SCR法、CONTIROD法、PROPERZI法在设备的总体流程配置上均相似,仅具体到某个设备上有些不同而已。
连铸连轧设备主要有熔炼炉、铸造机、轧机。
三种连铸连轧法最大的区别在铸机上,三种不同的铸机如图1所示。
1. SCR法SCR法是由美国南方线材公司、摩根公司和西屋电气公司共同研制开发的。
主要的工艺设备为:熔化采用美国精炼公司的竖炉,铸造采用五轮钢带式连铸机连铸,轧制配备了摩根二辊悬臂式连轧机组。
低氧光亮铜线(电工圆铜线)
【产品描述】
>本产品以美国南方线材公司SCR3000连铸连轧生产线生产的Φ8mm低氧铜杆为原料,依托德国进口的尼霍夫拉丝机,专门生产为客户量身定制,适合中小拉的软、硬铜线,规格可从Φ1.8mm直至Φ4.5mm。
【特点】
>表面光亮、无毛刺、无氧化,抗变色能力强
>性能各项指标符合国家标准GB/T3953-2009
>收线方式为梅花收线或紧密收线
φ8mm低氧丝(电工用铜线坯)
【产品描述】
>该生产线引进美国南方线材公司SCR3000连铸连轧生产线,于2013年建成投产,年产设计能力达15万吨,每小时产能25吨。
采用阴极铜为原料,经过加料系统、竖炉、保温炉、连铸连轧、无酸酸洗线以及收线等系统工艺,可生产出Φ8-18mm光亮低氧铜杆,目前公司主要生产Φ8mm低氧铜杆。
【特点】
>铜杆表面光亮无毛刺
>性能质量优越,能满足拉丝厂家拉制细线、微细线、特种产品的技术要求
【用途】
广泛应用于换位导线、超高压电缆、漆包线、电线电缆、网络线、电子线及通讯线等行业。
◆◇废旧金属常用专业词汇◇◆废铜Copper Scrap(中文)(英文)(备注)#1 光亮铜线 #1 bare bright bare[b ε?] 裸露的干净通讯线铜米 clean cable nodules nodules['n?dju:l] 小结#1铜管 candy candy:ISRI标准上专指# 1铜管水箱紫铜管(干净) tube of copper radiators (clean) radiator ['reidieit?] 散热器#2铜(92-93%) #2 copper (92-93%)马达铜(91-92%) motor copper (91-92%) motor ['m?ut?]马达紫杂铜(79-81%) mixed copper scrap(79-81%) scrap[skr?p] 碎片美国柜装黄铜( Fe<2%) USA honey (Fe﹤2%)H59 黄杂铜(含杂≈7%) H59 honey (impurity rate ≈7%) impurity [im'pju?r?ti]杂质H 代表这种铜材为黄铜,就是铜跟锌的合金59为含铜量美国柜装黄铜水箱 USA brass radiator brass[br?:s] 黄铜brass 只含一种 (要么只有杆,要么只有带,等等)honey 包含多种 (同时包含杆,带,或板,等等 ) 电解铜(国标) copper cathode (domestic standard) cathode['k? θ?ud] 阴极国标无氧杆 8mm oxygen-free copper rod 8mm oxygen ['?ksid??n] 氧8mm 指的是直径国标低氧杆 8mm low-oxygen copper rod 8mm rod [r?d] 杆国标成品铜线( 1.13-2.52mm) copper wire (1.13-2.52mm) 1.13-2.52mm 指的是直径因此处具体标准已给出,无需再说“ domesticstandard”高精度 H65铜带(0.3-0.8mm,Y2) high grade H65 copper strapstrap [str?p] 带(0.3-0.8mm,y2) H 代表这种铜材为黄铜65为含铜量0.3-0.8mm为厚度引铸非标黄铜枝Ф14-120 rod brass (14mm-120mm) Φ: 直径符号紫铜边料(干净) clean copper clippings clipping [klipi?] 碎片磷铜边料(高精度) high grade phosphor copperphosphor['f?sf?] 磷光体clippings镀白磷铜边料 tinned phosphor-copper clippings tinned ['tind]镀锡的镀白黄铜边料 tinned brass clippings65 黄铜边料(干净) 65 brass clippings(clean) 65为含铜量铜铝水箱( Cu≈45%.Al ≈53%) Al/Cu radiator (Cu≈45% Al ≈53%)带铁铜铝水箱 irony Al/Cu radiator irony ['ai?ni] 含铁的(Cu≈45%.Al≈43%.Fe≈10%)(Cu≈45%.Al≈43%.Fe≈10%)变压器铜(94-95%) copper transformer(94-95%) transformer [tr?ns'f?:m?]变压器干净杂线铜米 (95-96%) clean copper nodules (95-96%)紫铜砖(93%) copper brick (93%) brick [brik] 砖- 1 -◆◇废旧金属常用专业词汇◇◆覆铜板红料 (Cu≈45%) copper clad laminate (Cu≈45%) laminate ['l?mineit] 薄片 clad [kl?d] 覆盖的干净镀锡铜线clean tinned copper wire干净镀锡铜网 clean tinned copper net锡口铜(90-91%) tinned copper scrap (90-91%)镀铅铜粗线lead-coated copper wire lead [led] 铅火烧线(97-98%) burnt wire (97-98%)干净铜水箱 clean copper radiator Radiator [ 'reidieit ?] 水箱1#铜线(铜≈72%) 1# insulated copper wire (Cu≈72%) insulated [ in · su· la被tid隔]绝的2#铜线(铜≈50%-55%) 2# insulated copper wire(Cu≈50%-55% )1#2#混合铜线 1#2# mixed copper wire黄铜管 melon melon [ 'mel?n]铜铝变压器 Al/Cu transformer Transformer [ tr?ns'f ?:m ?]变压器2 号紫杂铜(铜≥ 94%) cliff (Cu ≥ 94%) Cliff [ klif ]铜铝电线Al/Cu cable黄铜屑 brass turning高级铜杂high grade copper bearing低级铜电线 low grade copper wire铜渣 copper dross dross [ dr?s] 渣废铝Aluminum Scrap(中文)(英文)(备注)国产A00 (送厂) domestic A00 (delivered to Nanhai)国产氧化铝alumina进口洁净6063 料 imported clean 6063 extrusion extrusion [ek'stru:??n]国产洁净6063 新料 domestic clean 6063 extrusion国产洁净6063 旧料 domestic clean 6063 extrusion scrap进口干净合金铝料 imported clean aluminum alloy extrusion干净港装报纸板 clean tablet ( litho sheet) tablet ['t?blit] 平板litho ['lai θ?u a]dj.=lithographic 平版印刷的sheet[?i:t] 薄片拆水箱铝( 85-87%) aluminum from radiator (85-87%)散装唛仔 bulk UBC bulk [b?lk] 大块UBC: Used Beverage['bev?rid?] Can 易拉罐中铝企业A00(华南地区) A00 from Chalco (south China market) Chalco 中国铝业电工圆铝杆( 9.5mm) electric aluminum rod coil 9.5mm coil [k?il] 圈,卷电泳铝材 electrophoresis aluminum profiles electrophoresis[,ilektr?f?'ri:sis]电泳喷涂铝材 spray-painting aluminum profiles spray-paint['spreipeint]喷涂profile ['pr?ufail] 型材- 2 -◆◇废旧金属常用专业词汇◇◆国标磨砂铝材 frosted aluminum profiles (domesticfrosted ['fr?:stid] 磨砂的standard)水箱铝复锭Al ingot (made by Al radiator) ingot ['i???t] 锭割胶铝线 EC wire EC: [i'n?m?l] Enamel-covered 漆包的割胶铝皮 clean Al from ACSR ACSR: Aluminum Conductor [k?n'd?kt?]Steel Reinforced[,ri:in'f?:s]钢芯铝线干净机件生铝clean industrial aluminum castings casting['k?:sti?]铸件机件生铝(Fe6%-8%) industrial aluminum castings (Fe6%-8%)变压器铝(94-95%) aluminum transformer (94-95%) transformer [tr?ns'f?:m?]变压器港装压块唛仔 (含杂≤4%) UBC baled densified (impurity≤4%) bale[beil] 把⋯打成大包densify ['densifai] 加密,变厚干净铝线pure aluminum wire生铝(Fe<3%) tense (Fe﹤3%)美国干净合金熟杂铝料 USA clean taint taint [teint] 混合旧铝合金板美国金属含量 93-95%切片铝料 zorba (93-95%) zorba ['z?:b?] 破碎混合金属废料,来源于汽车切片美国干净纯铝水箱 USA clean Al radiator铝屑 telic Telic [ 'telik ]6063 切头6063 clip clip [ kl?p] 切头带漆 6063 painted 6063 extrusion extrusion [ ex'tru · sion]带胶 6063 thermal 6063 extrusion thermal [ 'θ?:m ?l]热的,耐温的生杂铝(铁<2%) mixed cast (Fe<2%) Cast [ kɑ:st] 机铸生铝高级铝箔 high grade aluminum foil foil [f ??l] 箔胶皮铝线67% insulated aluminum wire 67%纯铝线段 EC wire nodules nodule ['n ?dju :l]小节废锌/铅/锡Zinc/Lead/Tin Scrap(中文)(英文)(备注)南华牌#0锌(批售价) Nanhua brand #0 Zn (Wholesale Price) wholesale['h?ulseil] 批发的(零售的 retail ['ri:teil] )广西、云南 #0(电解)批售价 electrolytic #0 Zn (Guangxi, Yunnan)云南、广西、湖南 # 1 (电解)批售 electrolytic # 1Zn (Yunnan, Guangxi,electrolytic [i,lektr?u'litik]电解的Hunan)贵州#1(火解)批售价 flame melting #1 Zn (Guizhou)#1 云锡锭 #1 tin ingot (Yunnan)电解铅锭#1(批售价) #1 electrolysis lead ingot electrolysis [,ilek'tr?lisis]电解干净蛇皮铅clean lead sheath from cable sheath[?i: θ(]电缆等的 ) 外皮铅皮 lead sheet sheet[?i:t] 薄片- 3 -◆◇废旧金属常用专业词汇◇◆铅渣 rents铅皮电缆 lead cable锡块(锡≥ 98%) ranch (Tin≥ 98%) ranch [ r?nt ?]锡渣 tin dross旧锌废料 score score [ sk?:]废合金 Alloy Scrap(中文)(英文)(备注)优质环保合金压铸铝锭ADC12 high grade aluminum ADC12 ADC : Alloy Die-casting 合金压铸标准合金压铸铝锭ADC12 standard aluminum ADC12合金压铸铝锭( #7铝) aluminum alloy #7 alloy [?'l?i] 合金锌合金(压铸#3 料) #3 zinc alloy废不锈钢Stainless Steel Scra(中文)(英文)(备注)金川镍#1 # 1Jin Chuan nickel plates nickel ['nik?l]镍plate[pleit] 金属板316 回炉废料 316 stainless steel scrap进口 304回炉料 18/8 imported 304 sabot18/8 sabot['s?b?u]304边料(国产) (Ni≈7.6-7.8%) domestic 304 sabot (N≈i 7.6-7.8%)不锈钢回炉料 (Ni ≈7.0-7.2%) remelt stainless steel scrap(N≈i7.0-7.2%) remelt [ri:'melt] 再熔化301 回炉料 (Ni≈5.9-6.1%) 301 stainless steel scrap (N≈i5.9-6.1%)430 回炉料 430 solids solid ['s?lid]304/2B 卷板(张浦)0.4mm 304/2B rolling sheet 0.4mm (Zhangpu) sheet[?i:t] 薄片304No.1 卷板(热轧)3mm 304 No.1 hot rolled sheet3mm201No.1(台湾)大卷白皮 3 201 No.1 rolling sheet3mm (Taiwan)201 回炉料 201 stainless steel scrap201 回炉料(旧管料) 201 SS (old pipe scrap)201热轧窄带201 hot rolled narrow strap边角废钢 busheling bushel [ 'bu?l:]带铁不锈钢 irony stainless steel热轧夕钢片 hot rolled silicon steel sheet silicon [ 'silik ?n] 硅冷轧夕钢片 cold rolled silicon steel sheet马口铁tinplate tinplate [ 'tinpleit ]破碎料 Shredded Materials(中文)(英文)(备注)- 4 -◆◇废旧金属常用专业词汇◇◆破碎紫铜( 91-92%) shredded copper (91-92%) shredded[?redid]变成碎片的破碎紫铜( 89-90%) shredded copper (89-90%)破碎杂线头铜米( 90-92%) chopped copper nodule(s 90-92%) nodules['n?dju:l] 小结破碎黄铜( Fe≤3%) shredded brass (F≤e3%) brass[br?:s] 黄铜破碎黄铜水箱 shredded brass radiator radiator ['reidieit?] 散热器破碎铅大料 shredded lead (large size)破碎生铝(91-93%) shredded tens(e 91-93%)破碎锌(84-86%) shredded zinc(84-86%)破碎熟铝( 90-92%) shredded tain(t 90-92%)破碎不锈钢(Ni ≈7.7-7.9%) shredded stainless steel (N≈i7.7-7.9%)废黑色金属 Ferrous Scrap (ferrous ['fer?s]铁的 )(中文)(英文)(备注)冲花边料 scrap iron (leftover material) leftover ['left,?uv?] material边角料机件生铁cast iron cast[k?:st]铸件边角料(厚度≥4mm) stainless steel clippingsclipping [klipi?] 碎片(thickness≥4mm)统废mix steel scrap mix [miks] n. 混合废汽车马达 Cu≈13%.Al≈5%.Fe≈78% electric motor(Cu≈13%Fe≈78%Al ≈5%)螺纹钢(韶钢)12mm HRB335(Shaoguan)12mm螺纹钢(韶钢)18-25mm HRB335(Shaoguan)18-25mm高线(韶钢)Ф6.5mm Q235 (ShaoguanФ) 6.5mm Φ: 直径符号冷板(鞍钢)0.7mm cold rolled sheet (Anshan) 0.7mm sheet[?i:t] 薄片 rolled [r?uld]轧制的马达铁motor iron motor ['m?ut?]马达 iron ['ai?n] 铁生铁pig iron含镍生铁nickel pig iron铁合金 ferroalloy ferroalloy [ fer ?u'?l ?i]【注】HRB335:"H"为Hardness-硬度, "R"为ROCK WELL 即洛氐硬度 (洛克威尔为此硬度标准的发明人故以其姓氏为硬度标准之名 , "B"为洛氐硬度值里的 B 款, 335 是硬度值。
无铅铜和无氧铜
无铅铜是指不含铅或铅含量非常低的铜材料;无氧铜是指具有极低氧含量的高纯度铜材料。
无铅铜主要关注环境友好和健康因素,适用于广泛的应用领域。
而无氧铜主要注重高纯度和优异的电性能,常用于要求高导电性的专业领域。
传统的铜合金中含有一定比例的铅元素,但由于铅对环境和健康的潜在危害,以及法规对于铅含量的限制,无铅铜逐渐成为一种不含铅的替代品。
无铅铜仍然保持铜的优良性能,如导电性、导热性和可塑性等。
无铅铜的应用广泛,包括电子和电工行业、建筑和装饰领域、制造业等。
在电子产品中,无铅铜通常用于制作电路板、电缆和连接器等。
在建筑领域,无铅铜常用于水管、管道和装饰材料等。
在常规铜生产过程中,铜中会含有一定量的氧,但当铜中的氧含量降至极低水平时,可以获得无氧铜。
无氧铜具有更高的电导率和导热率,以及较低的电阻和热电偶效应。
无氧铜主要用于需要高导电性能的应用领域,如电子器件、电缆、通信技术、航空航天和核能等。
由于其优异的电性能,无氧铜通常用于制造高频电缆、超导体、高清音频设备等对信号传输和电子性能要求严格的领域。
国家标准《电工用铜线坯》编制说明云南铜业股份有限公司二OO七年十月编制说明一、概述电工用铜线坯作为电线电缆行业的基础材料,其质量直接关系到线缆产品的生产和质量,对电工用铜线坯化学成分的要求和物理性能的确定,也直接关系到线缆产品使用的安全性和节能降耗的要求。
而目前国内电工用铜线坯的市场极不规范,用于生产制造电工用铜线坯的原料混乱不堪,面对市场的变化GB/T3952—1998《电工用铜线坯》的标准越来越难于满足市场需求,有必要对其进行修订,以适应市场的发展。
根据全国有色金属标准化技术委员会2006年下达的有色标委[2006]08号文件的通知精神,由云南铜业股份有限公司负责起草修订《电工用铜线坯》的国家标准,以代替GB/T3952—1998标准,国家标准计划号为20064806-T-610号,完成年限为2007年,参与起草单位有江西铜业集团、铜陵有色金属(集团)公司、国际铜业协会(中国)。
本标准草稿主要是依据ASTM(美国材料试验协会) B49—98ε2《电气用铜线杆盘条标准规范1》修订的,并注重了黄崇祺院士在长江论坛上发表的《中国电缆工业对制铜、制杆和制线的四大关注》论文中提到的问题,以及铜杆用户厂家多年来所反应的较有普遍性的问题。
二、编制原则和依据1、本标准格式按GB/T1.1—2000标准的要求编写。
2、本标准参照ASTM(美国材料试验协会)B49—98ε2《电气用铜线杆盘条标准规范1》标准和GB/T5231—2001《加工铜及铜合金化学成分和产品形状》标准制定。
三、主要技术内容的编制说明1、牌号的确定保留了原标准中牌号的划分。
2、化学成分的确定T1牌号的化学成分参照采用B49—98ε2中对C11040的规定,与国家标准GB/T467—1997标准中的Cu-CATH-1相当。
T2、TU2牌号的化学成分保留了原GB/T3952—1998的标准。
T3牌号的化学成分参照采用B49---98ε2中对C11000的规定,与国家标准GB/T5231—2001中的T2相当。
低氧光亮铜线(电工圆铜线)
【产品描述】
>本产品以美国南方线材公司SCR3000连铸连轧生产线生产的Φ8mm低氧铜杆为原料,依托德国进口的尼霍夫拉丝机,专门生产为客户量身定制,适合中小拉的软、硬铜线,规格可从Φ1.8mm直至Φ4.5mm。
【特点】
>表面光亮、无毛刺、无氧化,抗变色能力强
>性能各项指标符合国家标准GB/T3953-2009
>收线方式为梅花收线或紧密收线
φ8mm低氧丝(电工用铜线坯)
【产品描述】
>该生产线引进美国南方线材公司SCR3000连铸连轧生产线,于2013年建成投产,年产设计能力达15万吨,每小时产能25吨。
采用阴极铜为原料,经过加料系统、竖炉、保温炉、连铸连轧、无酸酸洗线以及收线等系统工艺,可生产出Φ8-18mm光亮低氧铜杆,目前公司主要生产Φ8mm低氧铜杆。
【特点】
>铜杆表面光亮无毛刺
>性能质量优越,能满足拉丝厂家拉制细线、微细线、特种产品的技术要求
【用途】
广泛应用于换位导线、超高压电缆、漆包线、电线电缆、网络线、电子线及通讯线等行业。