人机料法环测-鱼骨图分析法精髓
- 格式:ppt
- 大小:1.13 MB
- 文档页数:11



人机料法环解析导读我们知道工序是产品形成的基本环节,工序质量是保障产品质量的基础,工序质量对产品质量、成本、效率有着重要影响。
工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。
工序质量受4M1E即人、机、料、法、环五个方面因素的影响,工序标准化就是要寻求4M1E的标准化。
那么我们如何控制这五个因素形成标准化以达到稳定产品质量的目的呢?首先我们来了解一下什么是4M1E?a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括生产工艺、设备选择、操作规程等;e) 环境(Environment):工作地的温度、湿度、照明和清洁条件等;这五大要素论中,人是处于中心位置和驾驶地位的,就像行驶的汽车一样,汽车的四只轮子是“机”、“料”、“法”、“环”四个要素,驾驶员这个“人”的要素才是主要的。
没有了驾驶员这辆车也就只能原地不动成为废物了。
一个工厂如果机器、物料、加工产品的方法也好,并且周围环境也适合生产,但这个工厂没有员工的话,那他还是没法进行生产。
1、操作人员因素(人)人的分析1.技能问题?2.制度是否影响人的工作?3.是选人的问题吗?4.是培训不够吗?5.是技能不对口吗?6.是员工对公司心猿意马吗?7.有责任人吗?8.人会操作机器?人适应环境吗?人明白方法吗?人认识物料吗?主要控制措施:1.生产人员符合岗位技能要求,经过相关培训考核。
2.对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
3.操作人员能严格遵守公司制度和严格按工艺文件操作,对工作和质量认真负责。
4.检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送。
机器设备因素(机)机的分析:就是指生产中所使用的设备、工具等辅助生产用具。
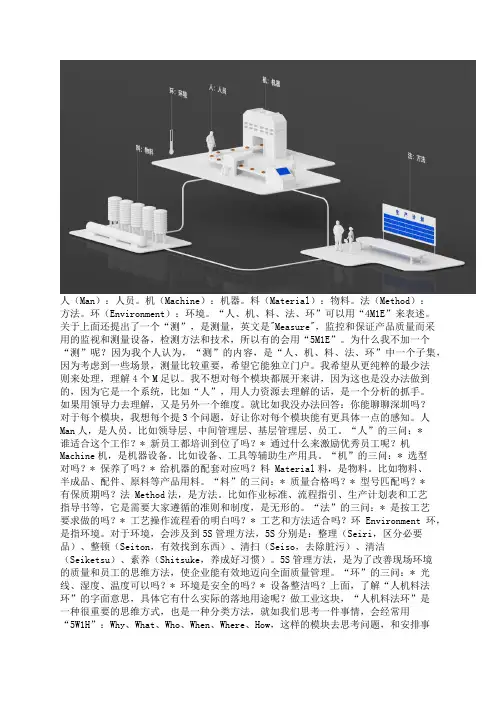
人(Man):人员。
机(Machine):机器。
料(Material):物料。
法(Method):方法。
环(Environment):环境。
“人、机、料、法、环”可以用“4M1E”来表述。
关于上面还提出了一个“测”,是测量,英文是"Measure",监控和保证产品质量而采用的监视和测量设备,检测方法和技术,所以有的会用“5M1E”。
为什么我不加一个“测”呢?因为我个人认为,“测”的内容,是“人、机、料、法、环”中一个子集,因为考虑到一些场景,测量比较重要,希望它能独立门户。
我希望从更纯粹的最少法则来处理,理解4个M足以。
我不想对每个模块都展开来讲,因为这也是没办法做到的,因为它是一个系统,比如“人”,用人力资源去理解的话,是一个分析的抓手。
如果用领导力去理解,又是另外一个维度。
就比如我没办法回答:你能聊聊深圳吗?对于每个模块,我想每个提3个问题,好让你对每个模块能有更具体一点的感知。
人Man人,是人员。
比如领导层、中间管理层、基层管理层、员工。
“人”的三问:*谁适合这个工作?* 新员工都培训到位了吗?* 通过什么来激励优秀员工呢?机Machine机,是机器设备。
比如设备、工具等辅助生产用具。
“机”的三问:* 选型对吗?* 保养了吗?* 给机器的配套对应吗?料 Material料,是物料。
比如物料、半成品、配件、原料等产品用料。
“料”的三问:* 质量合格吗?* 型号匹配吗?*有保质期吗?法 Method法,是方法。
比如作业标准、流程指引、生产计划表和工艺指导书等,它是需要大家遵循的准则和制度,是无形的。
“法”的三问:* 是按工艺要求做的吗?* 工艺操作流程看的明白吗?* 工艺和方法适合吗?环 Environment环,是指环境。
对于环境,会涉及到5S管理方法,5S分别是:整理(Seiri,区分必要品)、整顿(Seiton,有效找到东西)、清扫(Seiso,去除脏污)、清洁(Seiketsu)、素养(Shitsuke,养成好习惯)。
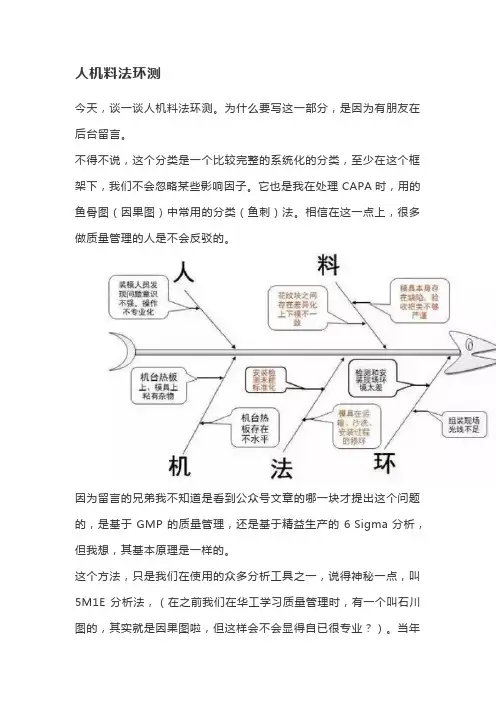
人机料法环测今天,谈一谈人机料法环测。
为什么要写这一部分,是因为有朋友在后台留言。
不得不说,这个分类是一个比较完整的系统化的分类,至少在这个框架下,我们不会忽略某些影响因子。
它也是我在处理CAPA时,用的鱼骨图(因果图)中常用的分类(鱼刺)法。
相信在这一点上,很多做质量管理的人是不会反驳的。
因为留言的兄弟我不知道是看到公众号文章的哪一块才提出这个问题的,是基于GMP的质量管理,还是基于精益生产的6 Sigma分析,但我想,其基本原理是一样的。
这个方法,只是我们在使用的众多分析工具之一,说得神秘一点,叫5M1E分析法,(在之前我们在华工学习质量管理时,有一个叫石川图的,其实就是因果图啦,但这样会不会显得自已很专业?)。
当年我们在学习时,一般我们只用4M1E,即人机料法环,测只是后续给独立出来的,或者说是后续的理论中进行完善和补充出来的。
一般按正常的理解,在法中包括了部分测的内容。
人机料法环测是对全面质量管理理论中的六个影响产品质量的主要因素的简称。
“4M”:人员(Man)\机器(Machine)\物料(Material)\方法(Method)\测量(Measurement)“1E”:环境(Environment)o“人”就是操作者。
人的性格特点不尽相同,其工作效率,工作态度,以及对产品质量的理解就不一样。
对不同性格的人用不同的方法,使他们能"人尽其才"。
发掘性格特点的优势,削弱性格特点的劣势,就是需要管理者善于用人。
o“机”指的是机器设备。
指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度、产品质量的又一要素。
o“料”即材料和物料,半成品、配件、原料等产品用料。
现在的工业化生产,分工细化,一般都有几种几十种配件或部件是几个部门同时运作。
当某一部件未完成时,整个产品都不能组装,造成装配工序停工待料。
延伸来说就是不论员工在那一个部门,工作的结果都会影响到其他部门的生产运作。
用好“鱼骨图”,一条鱼给您解决所有问题鱼骨图的类型1、整理问题型鱼骨图(各要素与特性值间不存在原因关系,而是结构构成关系)2、原因型鱼骨图(特性值通常以'为什么'来写)3、对策型鱼骨图(特性值通常以'如何提高/改善'来写)制作鱼骨图的要点1、分析问题原因/结构:•针对问题点,选择分层方法(如人/机/料/法/环/测量等);•按头脑风暴分别对各层别类别找出所有可能原因(因素);•将找出的各要素进行归类、整理,明确其从属关系;•分析选取重要因素;•检查各要素的描述方法,确保语法简明、意思明确。
2、分析要点:•确定大要因(大骨)时,现场作业一般从'人机料法环'着手,管理类问题一般从'人事时地物'层别,应视具体情况决定;•大要因必须用中性词描述(不说明好坏),中、小要因必须使用价值判断(如…不良);•脑力激荡时,应尽可能多而全地找出所有可能原因,而不仅限于自己能完全掌控或正在执行的内容。
对人的原因,宜从行动而非思想态度面着手分析;•中要因跟特性值、小要因跟中要因间有直接的原因-问题关系,小要因应分析至可以直接下对策;•如果某种原因可同时归属于两种或两种以上因素,请以关联性最强者为准(必要时考虑三现主义:即现时到现场看现物,通过相对条件的比较,找出相关性最强的要因归类);•选取重要原因时,不要超过7项,且应标识在最未端原因。
鱼骨图绘图过程1、填写鱼头(按为什么不好的方式描述),画出主骨2、画出大骨,填写大要因3、画出中骨、小骨,填写中小要因4、用特殊符号标识重要因素绘图要点:绘图时,一般状况下应保证大骨与主骨成60度夹角,中骨与主骨平行。
用好鱼骨图的几个步骤和注意事项1、明确要解决的问题一次只解决一个问题,一次鱼骨图分析只能用来解决一个问题,明确一个要解决的目标。
不能多个目标。
制作鱼骨图前,跟团队所有成员明确“问题”是什么?必须达成意见一致。
该阶段成果:鱼骨图的鱼头和主骨完成2、主要因分类如果您或者团队没有很好的要因分类,那么建议按照常规的方法,从【人、机、料、法、环、测】这六个要素展开。
影响产品质量的:人、机、料、法、环、测6个方面因素造成产品质量波动的原因主要有六个因素:5M与1E。
它们构成了工厂的“六大要素”,但这六大要素论中,人是处于中心位置和驾驶地位的,就像行驶的汽车一样,汽车的四只轮子及备胎是“机”、“料”、“法”、“环”、“测”五个要素,驾驶员这个“人”的要素才是主要的。
一个工厂如果机器、物料、加工产品的方法也好,并且周围环境也适合生产,但这个工厂没有员工的话,那他还是没法进行生产。
首先我们来了解一下什么是5M1E?a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括生产工艺、设备选择、操作规程等;e) 测量(Measurement):主要指测量时采取的方法是否标准、正确;f) 环境(Environment):工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
我们知道工序是产品形成的基本环节,工序质量是保障产品质量的基础,工序质量对产品质量、生产成本、生产效率有着重要影响。
工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工序标准化就是要寻求5M1E的标准化。
那么我们如何控制这六个因素形成标准化以达到稳定产品质量的目的呢?1、操作人员因素(人)人的分析:1)技能问题?2)制度是否影响人的工作?3)是选人的问题吗?4)是培训不够吗?5)是技能不对口吗?6)是人员对公司心猿意马吗?7)有责任人吗?8)人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?主要控制措施:(1)生产人员符合岗位技能要求,经过相关培训考核。
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。