人机料法环测鱼骨图分析法精髓
- 格式:ppt
- 大小:1.03 MB
- 文档页数:12


质量管理--“人机物法环”通常在制造业进行质量管理时,为了预防和解决产品质量异常问题,经常利用鱼骨分析法。
分析时主要考虑(5M1E)“人机物法环测”因素。
“人机物法环”是从五个方面考虑产品质量异常的原因:人:与产品生产相关的人的原因,操作者、检验员、工艺员身体状况、技术水平、工作责任心等情况。
机:机器和工具等。
在生产中设备可能出现的问题,如工具、夹具磨损,机床精度降低等。
物:加工用的材料的质量情况。
法:工作方式,操作方法。
动作速度、程序,安装位置、次序等。
环:工作环境。
照明、噪声、振动、温度等。
人就是指在现场的所有人员,包括主管、班组长、技术员、生产员工等一切存在的人。
现场中的人,班组长应当注意什么呢?首先应当了解自己的下属员工。
人是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕这"人"的因素,各种不同的企业有不同的管理方法。
人的性格特点不一样,那么生产的进度,对待工作的态度,对产品质量的理解就不一样。
有的人温和,做事慢,仔细,对待事情认真;有的人性格急躁,做事只讲效率,缺乏质量,但工作效率高;有的人内向,有了困难不讲给组长听,对新知识,新事物不易接受;有的人性格外向,做事积极主动,但是好动,喜欢在工作场所讲闲话。
那么,作为他们的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能"人尽其才"。
发掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率,就首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的积极性。
人力资源课程就是专门研究如何提高员工在单位时间内工效,如何激发员工的热情的一门科学。
简单的说,人员管理就是生产管理中最为复杂,最难理解和运用的一种形式。
机就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度,产品质量的又一要素。

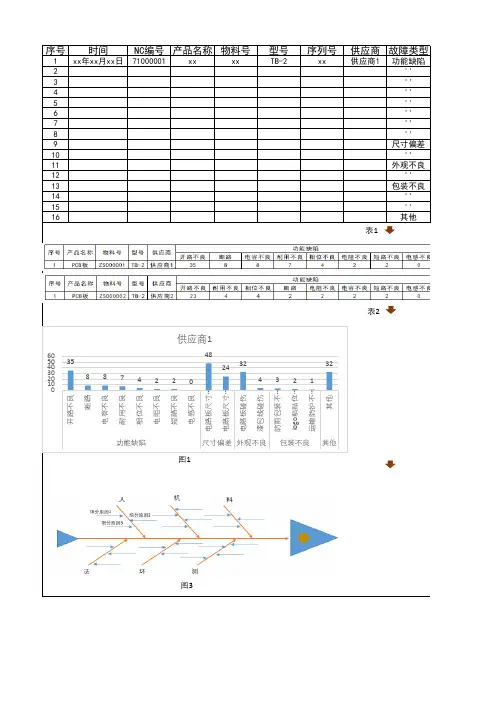
序号时间NC编号产品名称物料号型号序列号供应商故障类型1xx年xx月xx日71000001xxxxTB-2xx供应商1功能缺陷2''3''4''5''6''7''8''9尺寸偏差10''11外观不良12''13包装不良14''15''16其他35887422482432432132102030405060开路不良断路电容不良耐用不良相位不良电阻不良短路不良电感不良电路板尺寸…电路板尺寸…电路板碰伤漆包线碰伤防雨包装不…l o g o 粘贴位…运输防护不…其他功能缺陷尺寸偏差外观不良包装不良其他供应商1表1表2图1图3故障细分数量故障描述原因分析纠正措施反馈人备注断路耐用不良电阻不良电感不良相位不良开路不良电容不良短路不良电路板尺寸偏大电路板尺寸偏小漆包线碰伤电路板碰伤防雨包装不到位logo粘贴位置不对运输防护不到位其他23442222453421321151020304050开路不良耐用不良相位不良断路电阻不良电容不良短路不良电感不良电路板尺寸…电路板尺寸…电路板碰伤漆包线碰伤防雨包装不…l o g o 粘贴位…运输防护不…其他功能缺陷尺寸偏差外观不良包装不良其他供应商2图2鱼机鱼刺图定义:针对柏拉图确定的重点问题,需进行分析原因,制定纠正措施,使用鱼刺图按人、机、料、法、环、测6个维度进行原因细分,找出问题根本原因鱼刺图使用方法:1、按常规表单记录故障信息,在故障信息记录时要包括供应商、故障类别细分项,如表12、根据表1信息对数据进行统计制作表2,得到不同供应商各自的主要故障分布情况3、根据表2制作柏拉图(图1和图2),以清晰显示各供应商的主要故障分布,按照二八原则,进行重点故障分析解决4、针对重点问题进行原因分析,如图1功能缺陷(开路不良)、尺寸偏差(电路板尺寸偏大、电路板尺寸偏小)、外观不良(电路板碰伤)及图2功能缺陷(开路不良)、尺寸偏差(电路板尺寸偏大、电路板尺寸偏小),针对以上故障使用图3进行原因分析5、图3分析可使用团队头脑风暴等方式进行人、,进、电板尺。
用好“鱼骨图”,一条鱼给您解决所有问题鱼骨图的类型1、整理问题型鱼骨图(各要素与特性值间不存在原因关系,而是结构构成关系)2、原因型鱼骨图(特性值通常以'为什么'来写)3、对策型鱼骨图(特性值通常以'如何提高/改善'来写)制作鱼骨图的要点1、分析问题原因/结构:•针对问题点,选择分层方法(如人/机/料/法/环/测量等);•按头脑风暴分别对各层别类别找出所有可能原因(因素);•将找出的各要素进行归类、整理,明确其从属关系;•分析选取重要因素;•检查各要素的描述方法,确保语法简明、意思明确。
2、分析要点:•确定大要因(大骨)时,现场作业一般从'人机料法环'着手,管理类问题一般从'人事时地物'层别,应视具体情况决定;•大要因必须用中性词描述(不说明好坏),中、小要因必须使用价值判断(如…不良);•脑力激荡时,应尽可能多而全地找出所有可能原因,而不仅限于自己能完全掌控或正在执行的内容。
对人的原因,宜从行动而非思想态度面着手分析;•中要因跟特性值、小要因跟中要因间有直接的原因-问题关系,小要因应分析至可以直接下对策;•如果某种原因可同时归属于两种或两种以上因素,请以关联性最强者为准(必要时考虑三现主义:即现时到现场看现物,通过相对条件的比较,找出相关性最强的要因归类);•选取重要原因时,不要超过7项,且应标识在最未端原因。
鱼骨图绘图过程1、填写鱼头(按为什么不好的方式描述),画出主骨2、画出大骨,填写大要因3、画出中骨、小骨,填写中小要因4、用特殊符号标识重要因素绘图要点:绘图时,一般状况下应保证大骨与主骨成60度夹角,中骨与主骨平行。
用好鱼骨图的几个步骤和注意事项1、明确要解决的问题一次只解决一个问题,一次鱼骨图分析只能用来解决一个问题,明确一个要解决的目标。
不能多个目标。
制作鱼骨图前,跟团队所有成员明确“问题”是什么?必须达成意见一致。
该阶段成果:鱼骨图的鱼头和主骨完成2、主要因分类如果您或者团队没有很好的要因分类,那么建议按照常规的方法,从【人、机、料、法、环、测】这六个要素展开。
趣味干货:戏说鱼骨图,让我们先聊聊X到Y【质量问题解决】看到题目一脸懵?不要紧,先普及下基础知识,介绍几个宝典术语,咱们再继续聊“X到Y”!Y,又叫大Y,别名绿Y,也有人喜欢写成f(x)。
名字虽然多,简单来说,Y代表了我们要解决的问题或者输出。
它可能是个客户抱怨或内部问题,可以是个外观缺陷,比如划痕,缩孔等,也可能是个定性的问题,比如漏水,异响等,也可能是个定量的问题,比如尺寸超差等。
X, 又叫原因,输入,因子等等。
当然原因可能不止一个,甚至很多,可以分别叫X1, X2, X3。
SPC 手册里开篇就讲导致Y波动的原因分两类,普通原因和特殊原因。
不管怎么分,在众多原因里,总有一个起主要贡献的因子,我们叫它主要原因,或者叫它红X。
(提醒下,这里用了帕累托原则)。
那么Y和X的关系,如果是一个非常强的关系,比如下图,这个图,说的是一种理想状态,Y和X之间是一种线性关系,且小二小三的影响都忽略不计。
现实情况远比这复杂,第一可能不是线性关系,第二小二小三的影响往往让人迷失方向。
不管现实多么复杂,复杂的事情简单处理,我们要做的就是找到和Y有这样一种关系的X。
知识普及完了,切入正题!本文我们先聊聊鱼骨图,回顾下传统的从X到Y的问题解决思路。
传统解决质量问题的工具还真不少,其中鱼骨图是其中的佼佼者。
记得刚入质量这一行时,老师傅传授秘诀:柏拉抓重点,鱼骨追原因。
鱼骨图作为老QC七种武器里的一种,元老级工具,江湖地位那是相当的高。
通用汽车的问题解决报告PPSR或者福特汽车的问题解决报告8D,都强烈推荐了鱼骨图。
风骚一时的六西格玛(MDAIC)在查找原因时,也是把鱼骨图作为主要的原因分析工具之一。
有了这些江湖大佬的加持,想不走红也难。
那么,鱼骨图真的能发现问题“根本原因”吗?你了解这位鱼骨大仙的正确使用姿势吗?下面,我们来一起来领略下鱼骨图的风采吧。
戏说鱼骨,现在开始!鱼骨图分析原因的步骤第一步:脑力激荡首先,一伙人,或者叫质量问题解决小组,可能包括了质量工程师,制造工程师,工艺工程师,设备工程师,产品工程师,SQE,项目工程师,等等,在会议室进行头脑风暴,PK谁是年度最强大脑。
影响产品质量的:人、机、料、法、环、测6个方面因素造成产品质量波动的原因主要有六个因素:5M与1E。
它们构成了工厂的“六大要素”,但这六大要素论中,人是处于中心位置和驾驶地位的,就像行驶的汽车一样,汽车的四只轮子及备胎是“机”、“料”、“法”、“环”、“测”五个要素,驾驶员这个“人”的要素才是主要的。
一个工厂如果机器、物料、加工产品的方法也好,并且周围环境也适合生产,但这个工厂没有员工的话,那他还是没法进行生产。
首先我们来了解一下什么是5M1E?a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;b) 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;c) 材料(Material):材料的成分、物理性能和化学性能等;d) 方法(Method):这里包括生产工艺、设备选择、操作规程等;e) 测量(Measurement):主要指测量时采取的方法是否标准、正确;f) 环境(Environment):工作地的温度、湿度、照明和清洁条件等;由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
我们知道工序是产品形成的基本环节,工序质量是保障产品质量的基础,工序质量对产品质量、生产成本、生产效率有着重要影响。
工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工序标准化就是要寻求5M1E的标准化。
那么我们如何控制这六个因素形成标准化以达到稳定产品质量的目的呢?1、操作人员因素(人)人的分析:1)技能问题?2)制度是否影响人的工作?3)是选人的问题吗?4)是培训不够吗?5)是技能不对口吗?6)是人员对公司心猿意马吗?7)有责任人吗?8)人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?主要控制措施:(1)生产人员符合岗位技能要求,经过相关培训考核。
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
一分钟读懂鱼骨图的精髓一、想知道这神奇的鱼骨图分析法,到底怎么用吗?鱼骨图是由日本管理大师石川馨先生所发明出来的,故又名石川图。
鱼骨图是一种发现问题“根本原因”的方法,它也可以称之为“Ishikawa”或者“因果图”。
其特点是简捷实用,深入直观。
它看上去有些象鱼骨,问题或缺陷(即后果)标在"鱼头"外。
在鱼骨上长出鱼刺,上面按出现机会多寡列出产生生产问题的可能原因,有助于说明各个原因之间如何相互影响。
问题的特性总是受到一些因素的影响,大家通过头脑风暴法找出这些因素,并将它们与特性值一起,按相互关联性整理而成的层次分明、条理清楚,并标出重要因素的图形就叫特性要因图、特性原因图。
1、类型介绍▪A、整理问题型鱼骨图(各要素与特性值间不存在原因关系,而是结构构成关系) ▪B、原因型鱼骨图(鱼头在右,特性值通常以“为什么……”来写)▪C、对策型鱼骨图(鱼头在左,特性值通常以“如何提高/改善……”来写)2、制作鱼骨图分两个步骤:第一步、分析问题原因/结构▪A、针对问题点,选择层别方法(如人机料法环等)。
▪B、按头脑风暴分别对各层别类别找出所有可能原因(因素)。
▪C、将找出的各要素进行归类、整理,明确其从属关系。
▪D、分析选取重要因素。
▪E、检查各要素的描述方法,确保语法简明、意思明确。
分析要点如下:a、确定大要因(大骨)时,现场作业一般从“人机料法环”着手,管理类问题一般从“人事时地物”层别,应视具体情况决定;b、大要因必须用中性词描述(不说明好坏),中、小要因必须使用价值判断(如…不良);c、脑力激荡时,应尽可能多而全地找出所有可能原因,而不仅限于自己能完全掌控或正在执行的内容。
对人的原因,宜从行动而非思想态度面着手分析;d、中要因跟特性值、小要因跟中要因间有直接的原因-问题关系,小要因应分析至可以直接下对策;e、如果某种原因可同时归属于两种或两种以上因素,请以关联性最强者为准(必要时考虑三现主义:即现时到现场看现物,通过相对条件的比较,找出相关性最强的要因归类。