FANUC宏程序详解
- 格式:ppt
- 大小:552.50 KB
- 文档页数:49
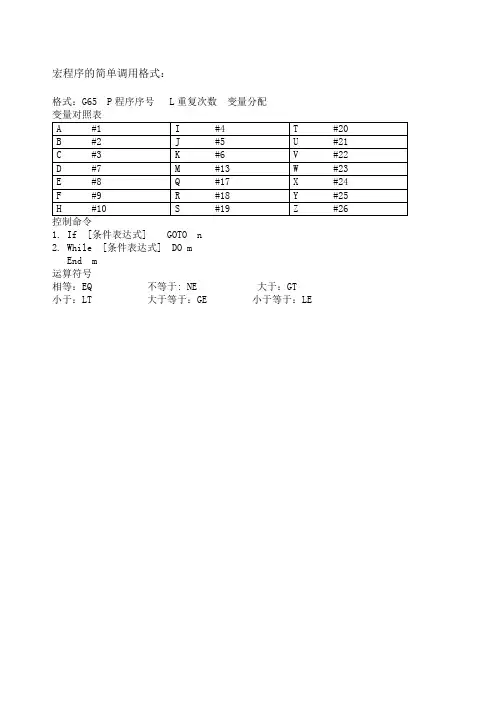
宏程序的简单调用格式:格式:G65 P程序序号 L重复次数变量分配1.If [条件表达式] GOTO n2.While [条件表达式] DO mEnd m运算符号相等:EQ 不等于: NE 大于:GT 小于:LT 大于等于:GE 小于等于:LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
FANUC宏程序详解在FANUC系统中,宏程序是一种非常重要的功能,通过编写宏程序,我们可以让机器在无人值守的情况下完成一系列复杂的操作。
本文将对FANUC宏程序进行详细地介绍,包括宏程序的作用、编写方法、语法规则等方面。
1. 宏程序的作用宏程序是指一组可以重复使用的指令序列,通常用于执行一些常见的任务,例如生产线上的自动化操作、零件加工等。
通过编写宏程序,我们可以节省大量的时间和人力成本,提高整个生产线的效率和产能。
在FANUC系统中,宏程序主要有以下两个作用:1.1 缩短程序编写时间FANUC系统使用G代码编写程序,编写复杂的G代码序列会消耗大量的时间和精力。
而宏程序可以将常用的代码封装起来,减少了程序的编写时间。
例如,在加工中心上,我们可以编写一个宏程序来完成换刀操作,这样就可以省去手动编写换刀程序的时间。
1.2 提高工作精确度宏程序可以确保在每一次执行相同的任务时保持一致性,从而提高工作的精确度和可靠性。
例如,在装配生产线上,我们可以编写一个宏程序来完成紧固螺丝的操作,这样就可以确保每次紧固力度一致,避免螺丝过紧或过松的情况发生。
2. 编写宏程序在FANUC系统中,我们可以通过两种方式来编写宏程序:手动编写和自动生成。
手动编写是指通过手工输入代码来编写宏程序,而自动生成则是指通过FANUC系统自动生成宏程序。
2.1 手动编写手动编写是编写宏程序的最常见方式。
在手动编写宏程序时,我们需要按照FANUC系统的语法规则来编写G代码序列,并保存在一个文件中。
一般情况下,宏程序的文件扩展名为“.mac”。
以下是一个简单的宏程序:O1234G00 X10 Y10G01 Z-5 F500M30上述宏程序的功能是将机器头移动到坐标(10,10)点处,然后向下移动5个单位,同时切削速度为500,最后停止机床。
2.2 自动生成除了手工编写宏程序,我们还可以通过FANUC系统自动生成宏程序。
在FANUC系统中,系统提供了各种预制宏程序,我们可以在需要的时候直接调用这些宏程序。
![FANUC用户宏程序[谷风详析]](https://uimg.taocdn.com/56f9fdafc281e53a5902ff5e.webp)
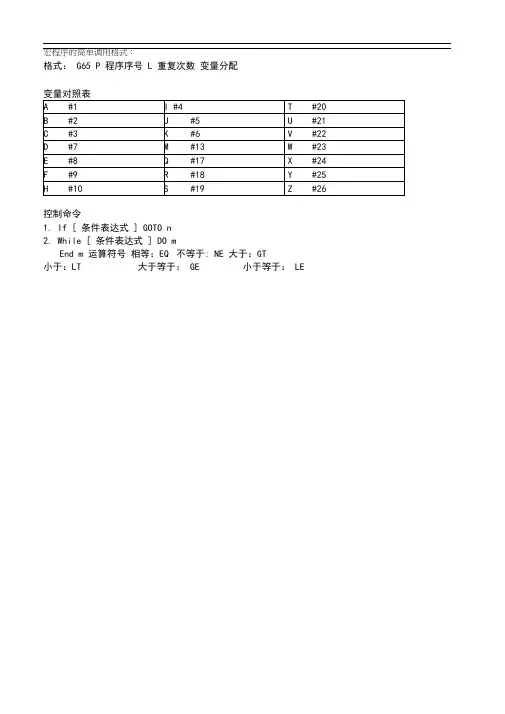
宏程序的简单调用格式:格式: G65 P 程序序号 L 重复次数变量分配变量对照表控制命令1. If [ 条件表达式 ] GOTO n2. While [ 条件表达式 ] DO mEnd m 运算符号相等:EQ 不等于: NE 大于:GT小于:LT 大于等于: GE 小于等于: LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0 。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI 面板上的操作改变。
#1=#2+100G01 X#1 F300 说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0空变量该变量总是空, 没有值能赋给该变量.#1-#33局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时, 局部变量被初始化为空.调用宏程序时, 自变量对局部变量赋值,#100-#199 #500-#999公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199 初始化为空.变量#500-#999 的数据保存, 即使断电也不丢失.#1000系统变量系统变量用于读和写CNC运行时各种数据的变化,例如, 刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0 值或下面范围中的值: -1047 到-10-29 或-10-2 到-1047 如果计算结果超出有效范围,则发出P/S 报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123 ;变量#1 的实际值是123.000 。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
FANUC用户宏程序编程操作说明一、宏程序的概念和作用宏程序是一种FANUC机器人控制器中的编程语言,用于定义和执行一系列操作指令。
宏程序可以通过使用特定的编程语法,实现自动化的工作过程。
在机器人控制器上创建和调用宏程序可以有效提高生产效率,减少人力成本。
4.确认并保存宏程序。
确保没有语法错误,并将其保存在机器人控制器的内存中。
三、宏程序的调用和执行1.在主程序中调用宏程序。
可以使用特定的指令来调用已创建的宏程序,以便在工作流程中执行相关的任务。
2.配置宏程序的输入参数。
在调用宏程序之前,可以设置相关的输入参数,以便宏程序能够根据不同的情况执行不同的动作。
3.执行宏程序。
一旦宏程序被调用和配置完成,机器人控制器将根据宏程序中定义的指令序列依次执行相应的动作。
4.检查宏程序执行结果。
可以通过监视机器人、制作运动轨迹的视觉效果或通过输出信号检查机器人执行宏程序后的运动状态,确保宏程序的执行效果符合预期。
四、宏程序的调试和优化1.进行宏程序的语法和逻辑检查。
在调用和执行宏程序之前,可以使用FANUC机器人控制器提供的调试工具对宏程序进行语法和逻辑检查,以确保程序的正确性。
2.调整宏程序的时间和空间复杂度。
根据实际应用需求和机器人控制器的性能,可以对宏程序进行适当的优化,以减少程序执行时间和占用的内存空间。
3.进行宏程序的场景仿真。
在实际生产环境之前,可以使用机器人控制器提供的仿真工具对宏程序进行虚拟场景的测试,以确保宏程序的执行效果满足预期,同时减少实际生产中的错误和故障。
五、宏程序的应用示例1.示教和运动控制:通过将示教动作转化为相应的宏指令,可以实现机器人在特定位置和角度上的运动控制,以完成精确的操作。
2.任务自动化:将一系列任务步骤组织成宏程序,可以实现从物料处理到产品组装等一系列任务的自动化执行。
3.智能感应:通过编写合适的宏指令,可以实现机器人对环境的感知和判断,并根据实际情况自动调整动作和运动轨迹。

宏程序的简单调用格式:格式: G65 P 程序序号L 重复次数变量分配变量对照表A #1 I #4 T #20B #2 J #5 U #21C #3 K #6 V #22D #7 M #13 W #23E #8 Q #17 X #24F #9 R #18 Y #25 H #10 S #19 Z #26 控制命令1. If [ 条件表达式 ] GOTO n2.While [ 条件表达式 ] DO mEnd m运算符号相等: EQ 小于: LT 不等于 : NE大于等于:GE大于: GT小于等于:LEFANUC系统宏程式FANUC系统宏程序编程一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和 X100.0 。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI 面板上的操作改变。
#1= #2 + 100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如: #1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如: #[#1+#2-12]变量的类型变量根据变量号可以分成四种类型变量号变量类型功能#0 空变量该变量总是空 , 没有值能赋给该变量 .#1-#33 局部变量局部变量只能用在宏程序中存储数据, 例如 , 运算结果 . 当断电时 , 局部变量被初始化为空 . 调用宏程序时 , 自变量对局部变量赋值,#100-#199 公共变量公共变量在不同的宏程序中的意义相同. 当断电时 , 变量 #100-#199 初始化为空 . #500-#999 变量 #500-#999 的数据保存 , 即使断电也不丢失 .#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化, 例如 , 刀具的当前位置和补偿值 .变量值的范围局部变量和公共变量可以有0 值或下面范围中的值:-1047 到-10-29 或 -10-2 到 -1047如果计算结果超出有效范围, 则发出 P/S 报警 NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。

法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
例如:当变量#1的值是0,并且变量#2的值是空时,G00X#1 Y#2的执行结果为G00X0。
FANUC宏程序大全实例讲解FANUC宏程序大全+实例讲解一、变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量变量的类型变量根据变量号可以分成四种类型变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
例如:当变量#1的值是0,并且变量#2的值是空时,G00X#1 Y#2的执行结果为G00X0。
双轨迹(双轨迹控制)的公共变量对双轨迹控制,系统为每一轨迹都提供了单独的宏变量,但是,根据参数N0.6036和6037的设定,某些公共变量可同时用于两个轨迹。
未定义的变量当变量值未定义时,这样的变量成为空变量。
变量#0总是空变量。
它不能写,只能读。
引用当引用一个未定义的变量时,地址本身也被忽略。
(b) 运算除了用<空>赋值以外,其余情况下<空>与0相同。