散装电子元件剪脚机操作指导书
- 格式:doc
- 大小:33.50 KB
- 文档页数:1

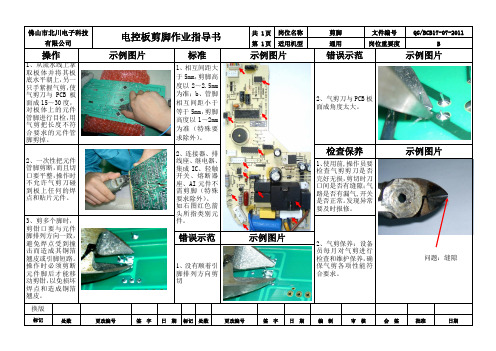
剪脚作业指导书一、目的本作业指导书的目的在于规范剪脚操作流程,确保剪脚作业的质量和效率,减少废品率,保障操作人员的安全。
二、适用范围适用于本公司所有需要进行剪脚操作的电子元器件。
三、所需工具和材料1、斜口钳:用于剪断引脚。
2、镊子:辅助操作,夹持电子元器件。
3、防静电手环:防止静电损伤电子元器件。
4、放大镜(可选):用于检查剪脚后的效果。
四、作业前准备1、操作人员应戴好防静电手环,并确保其有效接地。
2、清理工作区域,保持整洁,避免杂物影响操作。
3、准备好待剪脚的电子元器件,并核对其规格、型号和数量。
五、剪脚要求1、引脚长度应符合产品设计要求,一般来说,剪脚后的引脚长度应在 2 5mm 之间,具体长度根据不同的电子元器件和电路板设计而定。
2、剪脚后的引脚应平整、光滑,无毛刺、无弯曲。
3、剪脚过程中应避免损伤电子元器件的本体和封装。
六、操作步骤1、用镊子轻轻夹持住电子元器件,将其引脚对准斜口钳的刃口。
2、缓慢合拢斜口钳,剪断引脚。
注意控制力度,避免过度用力导致引脚飞弹伤人或损伤电子元器件。
3、对于多引脚的电子元器件,应逐一对引脚进行剪脚操作,确保每个引脚的长度和形状符合要求。
4、剪脚完成后,使用放大镜(如有)检查引脚的长度、平整度和有无损伤。
5、将剪脚后的电子元器件整齐地放置在专用的容器中,等待后续工序使用。
七、注意事项1、操作过程中应保持注意力集中,避免分心导致操作失误。
2、严格按照剪脚要求进行操作,不得随意更改引脚长度和形状。
3、对于特殊的电子元器件,如敏感元件、高精度元件等,应根据其特殊要求进行剪脚操作,必要时可咨询技术人员。
4、定期检查斜口钳的刃口是否锋利,如有磨损应及时更换,以保证剪脚质量。
5、工作结束后,清理工作区域,将工具和材料归位。
八、质量检验1、抽检剪脚后的电子元器件,检查引脚长度、平整度和有无损伤等情况。
2、如发现不合格品,应及时分析原因,并采取相应的纠正措施。
3、记录检验结果,以便追溯和统计质量数据。
制作日期
制作
审核
批准
指向
注意事项:
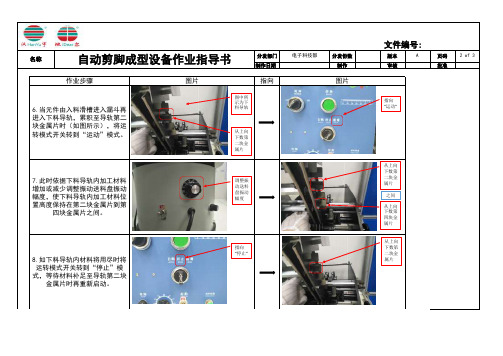
6.当元件由入料滑槽进入漏斗再进入下料导轨,累积至导轨第二块金属片时(如图所示),将运转模式开关转到“运动”模式。
7.此时依据下料导轨内加工材料增加或减少调整振动送料盘振动幅度,使下料导轨内加工材料位置高度保持在第二块金属片到第
四块金属片之间。
8.如下料导轨内材料将用尽时将运转模式开关转到“停止”模式,等待材料补足至导轨第二块
金属片时再重新启动。
题,立即通知技术人员进行调试。
2.如若成型材料与样品有差异,则停止机器运行,立即通知技术人员进行调试,差异判别标准见第三页。
静电防护
分发部门分发份数版本A 页码 2 of 3
文件编号:
作业步骤
图片
图片
1.如若入料漏斗及下料导轨内加工材料阻塞过多,请检查原因,若因为材料过分弯曲导致,参考步骤2自行解决;若因为导轨间隙问名称
自动剪脚成型设备作业指导书
电子科技部从上向下数第二块金属片
指向“运动”
调整振动送料盘振动幅度
从上向下数第二块金属片从上向下数第四块金属片
之间从上向下数第二块金属片
指向“停止”
图中所示为下料导轨。
自动散装电容切脚机安全操作规程(ISO9001-2015/ISO45001-2018)1.0目的引导作业人员正确操作。
2.0范围:适用于和达HEDA—804A自动散装电容切脚机切脚加工。
3.0操作说明:3.1操作前准备※本设备应安装在室内干燥、通风的地放。
※工作环境温度应该在5-45℃之间,工作环境湿度应在20-90%之间。
※本设备采用AC220V/50HZ电源供电,所使用插座应良好接地。
※将设备放入指定地方后,将水平仪放于机台平面。
然后调节地脚螺栓使设备处于水平状态。
※设备安装好后,仔细检查所有螺栓是否锁紧,机台是否有杂物,清理无误后方可开机运行。
※开启电源,接通气阀,按住启动按钮5秒钟,如正常运转,则准备工作完毕。
3.2操作使用方法:3.2.1开机1、打开(电源)船型开关⑧,灯亮表示通电。
并将调速器旋钮归零,接着打开(送料)拨动开关。
2、将震动盘调速器旋钮归零,接着打开震动盘上的拨动开关,并将速度调至合适位置。
3.2.2切脚1、将所要的加工的元件放npcs在震动盘上,再打开送料拨动开关⑩和震动盘上的拨动开关并调整调数器旋钮⑾和震动盘上的调速器旋钮改变震动大小,使此元件能在震动盘上行进并顺利通过通过接口在轨道上行进。
2、调整左右轨道间的距离,使其不影响元件的行进,中间內缘宽度大于零件本体宽度1~2mm,震动盘上的接口要跟切脚机上的轨道顺利吻合。
3、调整元件压条旋钮④高度,使元件压条⑤下侧略高于材料1~1.5mm,保证不妨碍元件的行进即可。
4、调整(刀盒)调整钮③并对照标尺指针⒁使其符合所需脚长。
再打开切刀拨动开关⑨并试切1pcs测量尺寸。
当脚长符合要求即可量产。
3.2.3关机1、待轨道上的元件行走完毕,关闭开关⑧、⑨、⑩及震动盘开关并清除废料斗⒀内的零件脚。
如长时间不工作,请将电源线拔掉。
2、擦拭轨道,并在刀盒②的油孔点上润滑油。
3.2.4调校1、刀盒调整:(图三)⑴顺时针方向拧动(刀盒)调整钮③,刀座往上则脚长越短,反之则越长。
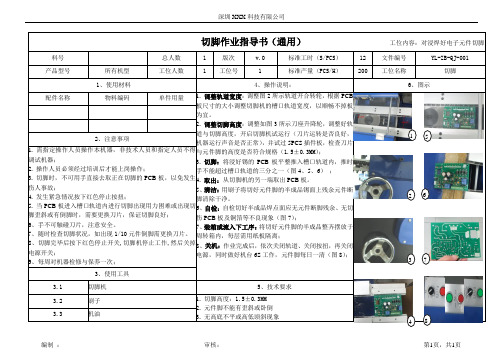
1. 用途:
说明介脚的操作及质量要求.
2.剪脚机操作方法:
2.1调机操作程序------
2.1.1先将转动送料器内的不同规格螺丝清理干凈,确保没有其它螺丝混杂.
2.1.2将夹料模和铣刀安装好.
2.1.3利用手动方式,调整夹料模和铣刀位置,使之平衡不会相撞.
2.1.4检查机身上下移动是否灵活.
2.1.5调整铣刀升降时间.
2.1.6调整下料钉桥位置,使光钉料下得畅顺.
2.1.7放几粒光钉在钉桥上,启动电源,剪几粒样品,检查其规格是否符合要求,若不符合规格,
重复上述步骤重新调校.
2.1.8如果样品合格,将压料板安装好,把要剪的光钉倒入料斗.
2.1.9启动电源,用盆接着剪出来的牙钉.
2.2退模操作步骤------
2.2.1先松开压料板.
2.2.2松开铣刀固定螺丝.
2.2.3将铣刀取出,交零件原料仓.
2.3 操作注意事项:
2.3.1经常留意各个固定螺丝是否松开.
2.3.2每天将油箱加满润滑油.
2.3.3铣刀损耗至不能接受时,要及时更新.
2.3.4保持夹料模表面清洁,以防打破撞伤.
2.4 安全注意事项
2.4.1启动电源后检查机器各个部位有无异常现象.
2.4.2操作中严禁手和其它对象放入机内.
2.4.3如果机身内需要清理时,应切断电源,等机停止时再进行清理.
2.5剪脚机示图:
3.质量要求
3.1剪口不能有披峰.
3.2不能伤牙.
3.3剪口部位占钉尾直径1/4左右.
3.4剪脚长度如无特殊要求,可钉长剪长,钉短剪短.。
自动散装电容剪脚机操作规程一、目的使操作者能正确的使用自动散装电容剪脚机,按要求完成相应的电容剪脚作业。
二、适用范围适用于本公司SMT生产线的HD-901A自动散装电容剪脚机。
三、操作步骤1、开机前准备(1)检查所输入电源的连接是否符合要求;(2)检查切割刀片安装是否牢固;(3)检查轨道安装是否平直、完好,是否有东西卡住;(4)检查设备盖子是否关闭完好,否则无法启动设备。
2、开始/结束运转(1)根据过锡炉后需要切脚作业的电容调节好轨道宽度,以能夹紧电容又不至于伤刮电容为宜;(2)调节切割刀片前端与轨道间的间隙,间隙的大小以切脚的后的焊点高度为参考,约2mm左右;(3)将电源开关打至“ON”位置,开启设备;(4)将轨道调速开关开启,并根据相关产品的作业指导书要求调节轨道运行速度;(5)按下绿色刀具启动开关开启设备,此时刀片和轨道同时进行运转;让刀片空转3~5分钟后才能进行切脚作业;期间需注意观察刀片运转是否顺畅,声音是否正常。
(6)待设备运转正常后,手工放置需进行切脚作业的电容至设备轨道上;(7)待电容切脚完成后,手工接取电容,进行测量比对,OK后进行下一步生产;(8)放置更多的电容时,注意随时观察切脚情况,出现问题随时停机排除;(9)待所有待加工的电容完成切脚作业后,按下红色刀具关闭按钮关闭设备,此时同时关闭轨道及刀片;再将电源开关打至“OFF”位置,关闭设备电源。
四、注意事项及维护1、生产前的轨道调节时必须合适到位;更换新刀片后必须固定完好,进行生产前必须让刀片进行空运转3~5分钟,确定运转正常后方能进行生产;2、生产过程中严禁将头和手伸入到设备里面,防止机械伤人;3、生产过程中如遇紧急情况,可按下设备上红色急停按钮;4、对设备的轨道进行调剂及刀片更换时必须停机,对设备进行维护保养时必须关闭电源。
电容剪脚机操作规范————————————————————————————————作者:————————————————————————————————日期:XXX公司LOGO 电容剪脚机操作规范电容剪脚机操作规范文件类别:三级文件文件编码:XXX-WI-END-001版次:V1.0编制单位:工程部生效日期:2017.11.15编制审核批准1.0 目的规范电容剪脚机的使用与操作,减少设备的故障率,提高产品直通率。
2.0 适用范围适用本公司电容剪脚机,型号为HL-366。
3.0职责3.1设备操作员:负责按本文件规定操作设备,3.2 设备工程师:负责生产异常分析及控制,设备故障异常的排除、维修,4.0 规定4.0.1 除设备工程师外,非指定人员严禁自行拆开本设备, 4.1开机前准备4.1.1 将本机放置在一个平稳桌面或地面上,检査各部机构、零件、有无因搬动而损坏, 4.1.2 检查设备上的送料轨道(6)有无异物存在(注:设备结构如下图一示),4.1.3 接上电源, 此时电源开关(8) 指示灯亮( 如未通电、请检查插头及保险丝) 表示已通电。
通电后打开切脚开关(9) 现场观看切刀是否在切脚工作, 接着打开振动器开关(10), 现 场慢慢旋转(11) 振动调速器按钮, 此时振动器会由慢而快的振动, 检查有无损坏后, 再 将电源开关断电;电容剪脚机操作规范编号:XXX-WI-END-001生效日期:2017.11.15 版本:V1.0 页码:1/4电容剪脚机设备结构图:电容剪脚机操作规范编号:XXX-WI-END-001生效日期:2017.11.15版本:V1.0页码:2/4序号零件名称序号零件名称序号零件名称1 刀座调整钮8 电源开关15 静刀2 压料杆调整钮9 切刀开关16 料槽3 马达10 振动器开关17 料盒固定块4 压料杆11 振动调速器185 挡料铝块12 废脚盒196 轨道13 导柱紧固螺丝207 振动送料器内含14 切刀座21图特点:•采用平面直线送料,一机多用,可加装送料盘;•适用于剪切电容/三极管/MOS 管/LED 等电子元件; •特殊切断法,刀具受命长,调整简易; •切脚精度高,最短可切至3MM ; •调节长度可调,精确; •操作简单,保养容易。