立达RSB-D45并条机培训资料
- 格式:ppt
- 大小:5.07 MB
- 文档页数:47

纺纱准备并条机维护套件保持高产能和出色的棉条均匀度并条机性能提升Rieter . 并条机维护套件Rieter . 并条机维护套件如果并条机出现老化,需要维修,选择合理的改造策略至关重要。
对于这种情况,立达建议升级SERVOmotor、传感器和纤维接触部件,以优化生产过程、减少停机时间和节省维护成本。
了解本手册中的更多详细信息。
并条机性能提升概述使用专用备件和模块,获得更高的出条速度和出色的棉条均匀度现代驱动单元将机械式牵伸系统升级为电子牵伸系统,这种系统配备了具有软启动功能且高度灵活的伺服电机。
参考第4页。
灵活的部件配置选择原料匹配的部件,实现理想的棉条均匀度。
参考第10页。
精密传感器将模拟传感器更换为具有出色的检测精度的数字传感器。
参考第6页。
免维护牵伸系统上皮辊一对一更换,带润滑密封轴承。
参考第9页。
B12传感器B91传感器B92传感器B2 EVO+ 传感器需要更少清洁干预的圈条器表面具有蜂窝结构或特别适用化纤圈条的圈条器CLEANcoil以及导条管清洁装置CLEANtube 改造。
参考第8页。
Rieter. 并条机维护套件此升级套件采用RSB-D 50使用的新一代牵伸系统,使用了新型一体式SERVOdrive代替了M90伺服电机和齿轮箱。
以前,主电机皮带通过差速齿轮与伺服电机连接。
升级后,喂入与牵伸分离出来,形成新型直接式自调匀整。
这样一来,需要加速的部件和重量减少,系统变得更加机动灵活。
通过采用无齿轮结构,再也无需执行费时费力的齿轮箱维护任务(包括更换机油、齿轮或制动片)。
通过单个状态LED和微调电位器来显示和控制偏移量和转速的G90控制器也将替换为一款新型控制器。
这款新控制器的面板带有七段式LED显示屏和输入配备新型匀整系统的SERVOdrive免维护和动态自调匀整带齿轮箱的伺服电机不带齿轮箱的新SERVOdrive新的G90伺服控制器键,能够以数字方式显示和更改伺服电机的转速和设置。
浅谈立达RSB-D45C并条机的自调匀整及应用体会作者:刘玉丽来源:《纺织报告》 2017年第1期摘要RSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,采用触摸屏和液晶显示屏,带有自动调匀功能及全面的数据统计功能,自动化程度高。
RSB-D45C并条机针对不同产品需要设置不同的匀整参数,本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和实际操作过程中使用自调匀整功能应该注意的问题。
关键词自调匀整;匀整点;匀整强度;并条机中图分类号:TS103文献标识码:ARSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,它继承了立达公司自1983年推出的首款自调匀整并条机以来的所有优点,加上最新高科技技术手段的应用,使这款并条机的功能达到前所未有的高度,已成为立达公司将机械制造技术和高科技应用技术完美结合的产品。
本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和使用自调匀整功能应该注意的问题。
1 自调匀整原理与作用1.1 自调匀整原理RSB-D45C并条机采用开环系统控制的方式自调匀整,通过检测喂入棉条粗细,设置记忆延迟,到棉条运行至牵伸变速点时,根据棉条粗细量改变牵伸倍数[1],具体程序如下:(1)棉条通过一对凹凸罗拉;(2)凹凸罗拉通过弹簧(80N)挤压棉条;(3)凹凸罗拉中的凸罗拉是可移动的,当棉条重量发生变化时,该罗拉将从中心位置被推开,产生一偏移量;(4)信号转换器B195将偏移量转换为电信号,并输送到中央处理器D295,中央处理器CPU做出反应,将信号输出给G90;(5)伺服驱动器G90将电信号经放大处理后给伺服电机M90;(6)伺服电机M90产生合适转速传至星形齿轮系;(7)星形齿轮系(来自主电机和伺服电机)产生的速度用于驱动中罗拉、后罗拉、检测罗拉和喂入罗拉。
实现主牵伸区牵伸倍数的改变,补偿棉条喂入量的偏差[2];(8)前罗拉保持恒速由主电机驱动,以精确计算产量。
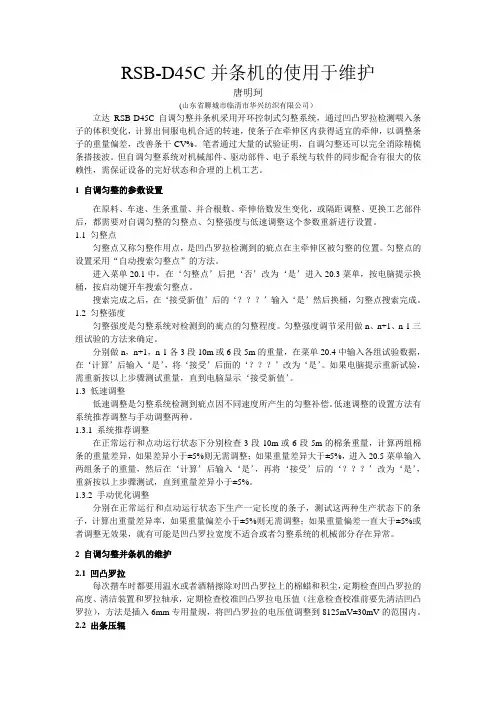
RSB-D45C并条机的使用于维护唐明珂(山东省聊城市临清市华兴纺织有限公司)立达RSB-D45C自调匀整并条机采用开环控制式匀整系统,通过凹凸罗拉检测喂入条子的体积变化,计算出伺服电机合适的转速,使条子在牵伸区内获得适宜的牵伸,以调整条子的重量偏差,改善条干CV%。
笔者通过大量的试验证明,自调匀整还可以完全消除精梳条搭接波。
但自调匀整系统对机械部件、驱动部件、电子系统与软件的同步配合有很大的依赖性,需保证设备的完好状态和合理的上机工艺。
1 自调匀整的参数设置在原料、车速、生条重量、并合根数、牵伸倍数发生变化,或隔距调整、更换工艺部件后,都需要对自调匀整的匀整点、匀整强度与低速调整这个参数重新进行设置。
1.1 匀整点匀整点又称匀整作用点,是凹凸罗拉检测到的疵点在主牵伸区被匀整的位置。
匀整点的设置采用“自动搜索匀整点”的方法。
进入菜单20.1中,在‘匀整点’后把‘否’改为‘是’进入20.3菜单,按电脑提示换桶,按启动键开车搜索匀整点。
搜索完成之后,在‘接受新值’后的‘???’输入‘是’然后换桶,匀整点搜索完成。
1.2 匀整强度匀整强度是匀整系统对检测到的疵点的匀整程度。
匀整强度调节采用做n、n+1、n-1三组试验的方法来确定。
分别做n,n+1,n-1各3段10m或6段5m的重量,在菜单20.4中输入各组试验数据,在‘计算’后输入‘是’,将‘接受’后面的‘???’改为‘是’。
如果电脑提示重新试验,需重新按以上步骤测试重量,直到电脑显示‘接受新值’。
1.3 低速调整低速调整是匀整系统检测到疵点因不同速度所产生的匀整补偿。
低速调整的设置方法有系统推荐调整与手动调整两种。
1.3.1 系统推荐调整在正常运行和点动运行状态下分别检查3段10m或6段5m的棉条重量,计算两组棉条的重量差异,如果差异小于±5%则无需调整;如果重量差异大于±5%,进入20.5菜单输入两组条子的重量,然后在‘计算’后输入‘是’,再将‘接受’后的‘???’改为‘是’,重新按以上步骤测试,直到重量差异小于±5%。
【并条机工艺】特吕(立达)牵伸隔距设定推荐表
友情链接:
并条机的主牵伸隔距和后牵伸隔距是非常重要的一个参数。
好的牵伸隔距,会让棉条均匀牵伸,前后弯钩减少,甚至减少粗节,达到很好的CV%,再配合好的匀整参数,这样出来的条子就会达到理想的状态。
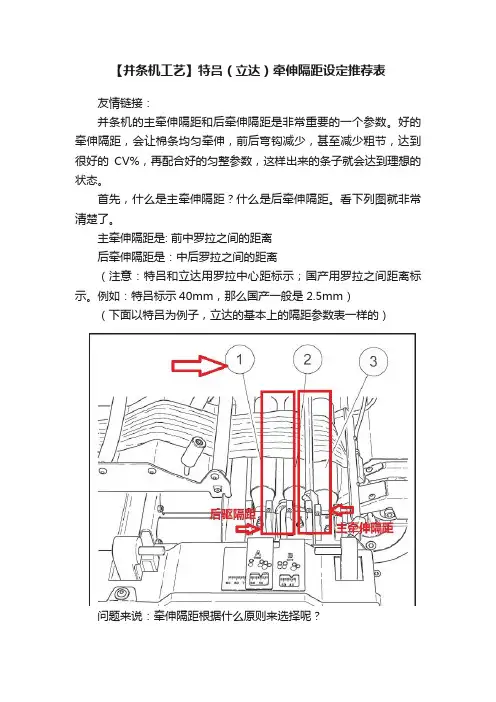
首先,什么是主牵伸隔距?什么是后牵伸隔距。
看下列图就非常清楚了。
主牵伸隔距是: 前中罗拉之间的距离
后牵伸隔距是:中后罗拉之间的距离
(注意:特吕和立达用罗拉中心距标示;国产用罗拉之间距离标示。
例如:特吕标示40mm,那么国产一般是2.5mm)
(下面以特吕为例子,立达的基本上的隔距参数表一样的)
问题来说:牵伸隔距根据什么原则来选择呢?
其实很简单:隔距是收到纤维长度和纤维原料的决定的。
意思是:不同的纤维的条子,不同种类的条子,推荐的牵伸隔距是不同的。
下面是特吕的推荐表:
从表格中看出:不同的原料,头并还是末并,主隔距和后牵伸隔距是不同的。
一般的厂家隔距这个推荐表格选择即可。
实际中,可以略微放大或者缩小,最终以出来的条子的质量为标准。
调节的方法:
来源网络,仅供学习。

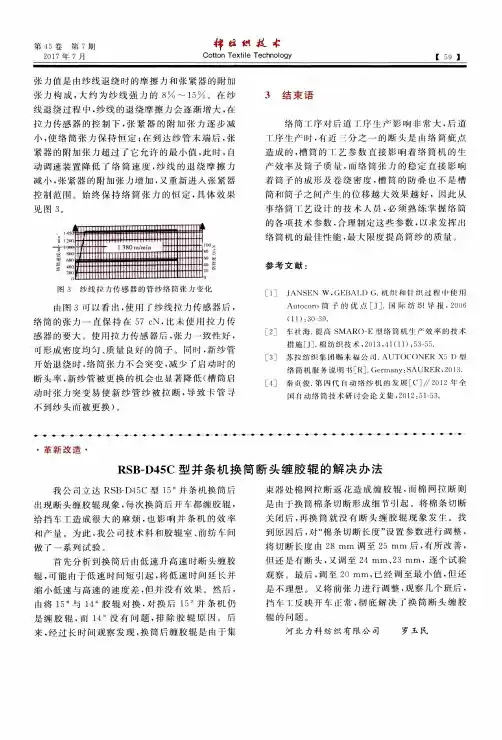
立达RSB-D30自调匀整并条机“B5”压力传感器修旧利废展新貌修旧利废展新貌浙江华一纺纱线责任公司前纺车间周勇我公司2002年从瑞士引进的立达RSB-D30C自调匀整并条机投产运行已多年了,该机的自调匀整系统属于开环式自调匀整装臵。
喂入的棉条经过一凹凸罗拉进行线密度检测,把喂入棉条线密度的变化转换为电信号,由计算机来进行换算并对牵伸器的总牵伸倍数进行在线精密调整。
这种毫秒级反应速度的匀整系统可以把输出棉条的不匀缩短至几毫米。
因此,该机设臵了大量的传感器进行状态监控、传送信号和提供数据参数来保障计算机换算的准确、伺服系统的正确控制等等,其工作最最基础的要求是必须确保输入一个稳定的空气压力!该机要求有一组稳定在6Bar的清洁压缩空气进入一个输出压力为120daN(kg)的调压器来对凹凸罗拉进行加压,调压器输出压力的变化会使凹凸罗拉压力产生波动,会导致喂入棉条线密度的检测数据发生偏差,这将直接影响该机匀整条节的精度,并使输出条干恶化。
该机为了确保自调匀整系统能工作在一个稳定的气源下,在气动元件组中设臵了一个压力传感器“B5”来对输入的空气压力进行监测,当输入的空气压力低于工作极限值时,机器停止生产并在显示仪上显示故障代码,确保该机不会生产质量波动超限的产品。
这个型号的设备我公司有六台,运行到现在“B5”传感器发生失效的故障已多起,尤其在炎热的夏季故障频繁发作,虽然通过采购更换传感器就可以有效解决这一问题,但进口设备的配件价格极其昂贵,而且每次通过海关进口配件的报关费和关税等费用也是个不小的数字,换下的传感器我也觉得弃之可惜。
通过对该传感器的仔细分析和查阅了大量的资料,我用一套气动调压器和一个万用表组装了一个“B5”传感器校验装臵。
利用调压器改变“B5”传感器检测端的压力并精心调节“B5”,使其恢复原有准确的动作机能。
此项装臵投入人民币不足100元,但却把拆换下几个报废的“B5”传感器全部修复了,目前修复后的设备已正常运行了近半年。
RSB-D45c型自调匀整并条机的合理维护
唐明珂
【期刊名称】《纺织器材》
【年(卷),期】2018(45)6
【摘要】为提高熟条质量,并减少并条机状态不良或工艺调整不当对成纱造成的不利影响,介绍RSB-D45c型并条机自调匀整系统的构成、作用以及匀整点、匀整强度、低速调整3个重要参数的设置,并从凹凸罗拉、出条压辊、自停装置、吸风系统与吸风通道、牵伸系统与清洁器等9个方面分析该机的维护保养.指出:并条工序是消除半制品不匀的最后工序,企业应制定切实有效的管理制度和质量信息反馈体系,做好质量跟踪、分析和并条机的维护保养,使自调匀整系统故障得到有效预防和及时控制.
【总页数】3页(P29-31)
【作者】唐明珂
【作者单位】临清市华兴纺织有限公司,山东聊城252655
【正文语种】中文
【中图分类】TS103.224
【相关文献】
1.RSB-D45C型并条机故障处理与维护 [J], 罗玉民;齐英杰
2.RSB-D45C型自调匀整并条机的使用实践 [J], 贺梅
3.浅谈立达RSB-D45C并条机的自调匀整及应用体会 [J], 刘玉丽
4.FA322B型高速带自调匀整并条机的使用与维护 [J], 晁松山
5.浅谈立达RSB-D45C并条机的自调匀整及应用体会 [J], 刘玉丽;
因版权原因,仅展示原文概要,查看原文内容请购买。