药品生产工艺规程培训
- 格式:ppt
- 大小:238.00 KB
- 文档页数:35
药品生产工艺操作指南第一章药品生产工艺概述 (3)1.1 药品生产工艺简介 (3)1.2 生产工艺流程 (3)1.2.1 原料药生产 (3)1.2.2 制剂生产 (3)1.2.3 质量控制 (4)1.2.4 生产环境与设备 (4)第二章原料与辅料准备 (4)2.1 原料的选择与检验 (4)2.1.1 原料的选择 (4)2.1.2 原料的检验 (5)2.2 辅料的选择与检验 (5)2.2.1 辅料的选择 (5)2.2.2 辅料的检验 (5)第三章设备与设施准备 (5)3.1 设备的清洗与消毒 (5)3.1.1 清洗与消毒的目的 (5)3.1.2 清洗与消毒的方法 (6)3.1.3 清洗与消毒的操作步骤 (6)3.2 设备的校验与维护 (6)3.2.1 设备校验的目的 (6)3.2.2 设备校验的内容 (6)3.2.3 设备校验的方法 (6)3.2.4 设备维护 (6)第四章药品生产过程控制 (7)4.1 生产过程的监控 (7)4.1.1 监控目的 (7)4.1.2 监控内容 (7)4.1.3 监控方法 (7)4.2 生产过程中的质量检验 (8)4.2.1 检验目的 (8)4.2.2 检验内容 (8)4.2.3 检验方法 (8)4.2.4 检验流程 (8)第五章药品包装与标签 (8)5.1 包装材料的选择 (9)5.1.1 符合药品特性 (9)5.1.2 安全卫生 (9)5.1.3 机械强度 (9)5.1.4 适应环境 (9)5.1.5 经济合理 (9)5.2.1 标签内容 (9)5.2.2 设计要求 (9)5.2.3 印刷要求 (9)5.2.4 防伪技术 (10)第六章药品储存与运输 (10)6.1 药品的储存条件 (10)6.1.1 储存环境 (10)6.1.2 储存方式 (10)6.1.3 储存期限 (10)6.2 药品的运输要求 (10)6.2.1 运输工具 (10)6.2.2 运输温度 (10)6.2.3 运输时间 (11)6.2.4 运输安全 (11)6.2.5 运输记录 (11)第七章药品生产安全管理 (11)7.1 安全生产制度 (11)7.1.1 安全生产责任制度 (11)7.1.2 安全生产培训制度 (11)7.1.3 安全生产检查制度 (11)7.1.4 安全报告和处理制度 (11)7.2 生产现场安全管理 (11)7.2.1 生产现场环境管理 (11)7.2.2 生产设备安全管理 (12)7.2.3 生产现场人员管理 (12)7.2.4 交叉作业安全管理 (12)7.2.5 应急预案与处理 (12)7.2.6 安全生产考核与奖惩 (12)第八章药品生产环境控制 (12)8.1 环境监测与控制 (12)8.1.1 监测目的与原则 (12)8.1.2 监测项目与标准 (12)8.1.3 监测设备与方法 (13)8.2 清洁生产与废物处理 (13)8.2.1 清洁生产 (13)8.2.2 废物处理 (13)8.2.3 环保设施与管理 (13)第九章药品质量保证体系 (14)9.1 质量管理体系的建立与运行 (14)9.1.1 质量管理体系概述 (14)9.1.2 质量管理体系建立 (14)9.1.3 质量管理体系运行 (14)9.2 质量检验与问题处理 (15)9.2.2 问题处理 (15)第十章药品生产记录与报告 (15)10.1 生产记录的填写与保存 (15)10.1.1 填写原则 (15)10.1.2 记录内容 (15)10.1.3 保存与管理 (16)10.2 生产报告的编制与上报 (16)10.2.1 编制原则 (16)10.2.2 报告内容 (16)10.2.3 上报流程 (16)第一章药品生产工艺概述1.1 药品生产工艺简介药品生产工艺是指在符合药品生产质量管理规范(GMP)的前提下,依据药品注册批准的处方和生产工艺,采用一系列特定的操作步骤,将原料药、辅料、包装材料等转化为具有特定质量标准的成品药品的过程。

药品生产质量管理规范培训试题日期:部门:姓名:分数:一、填空题(每空2分,共20分)1.药品生产质量管理规范作为质量管理体系的一部分,是药品生产管理和质量控制的,旨在最大限度地降低药品生产过程中以及混淆、差错等风险,确保持续稳定地生产出符合的药品。
2.企业应当建立符合药品质量管理要求的,将药品注册的有关安全、有效和质量可控的所有要求,系统地贯彻到药品及药品贮存、发运的全过程中,确保所生产的药品符合预定用途和注册要求。
3.委托方应当对受托方进行评估,对受托方的条件、技术水平、质量管理情况进行,确认其具有完成受托工作的能力,并能保证符合本规范的要求。
4.委托方应当对受托生产或检验的全过程进行。
5.企业应当对人员健康进行管理,并建立。
直接接触药品的生产上岗前应当接受健康检查,以后每年至少进行健康检查。
二、选择题(每空5分,共50分)1.()是药品质量的主要责任人,全面负责企业日常管理。
为确保实现质量目标并按照本规范要求生产药品,企业负责人应当负责提供必要的资源,合理计划、组织和协调,保证质量管理部门独立履行其职责。
A.企业负责人B.生产负责人C.质量负责人D.质量受权人2.中间产品和待包装产品应当有明确的标识,并至少标明下述内容:()A.产品名称和企业内部的产品代码、产品批号B.数量或重量(如毛重、净重等)C.生产工序(必要时)D.产品质量状态(必要时,如待验、合格、不合格、已取样)3.只有经检查、检验和调查,有证据证明退货质量未受影响,且经质量管理部门根据操作规程评价后,方可考虑将退货重新包装、重新发运销售。
评价考虑的因素至少应当包括()等因素。
不符合注册和运输要求的退货,应当在质量管理部门监督下予以销毁。
对退货质量存有疑惑时,不得重新发运。
A.药品的性质B.所需的贮存条件C.药品的现状、历史D.发运与退货之间的间隔时间4.企业的厂房、设施、设备和检验仪器应当经过确认,应当采用经过验证的()进行生产、操作和检验,并保持持续的验证状态。
药品生产质量管理规范培训讲义一、导言药品生产质量管理规范(GMP)是指按照一定的标准和规范,对药品生产的整个过程进行管理和控制,以保证所生产药品的质量和安全性。
GMP要求药品生产企业在生产、质量控制、设施和设备、人员培训、文件管理等方面都要符合规范要求,确保药物的每一个环节都符合质量标准。
二、GMP的基本原则1. 遵守法律法规:药品生产企业必须遵守国家法律法规,确保生产过程中符合法律要求。
2. 质量导向:生产过程中要以质量为中心,确保药品的安全和有效性。
3. 责任制和管理制度:建立完善的责任制和管理制度,明确每个环节的责任和要求。
4. 设施和设备:生产企业要具备符合GMP要求的生产设施和设备,确保生产环境的洁净和安全。
5. 原辅料的质量控制:对原辅料进行严格的质量控制,只有合格的原辅料才能用于药品生产。
6. 记录与文件管理:建立完善的记录与文件管理制度,确保生产过程的全程可追溯。
7. 培训和教育:对员工进行专业的培训和教育,保证其对GMP要求的理解和执行能力。
8. 质量审核:建立定期的内部和外部审核制度,对生产过程和质量管理体系进行检查和评价。
三、GMP的核心内容1. 资质和文件管理:建立并不断完善相应的资质和文件管理制度,确保生产过程中的合规性。
2. 设施和设备的管理:对生产设施和设备进行定期的维护和保养,确保其正常运转和良好状态。
3. 原辅料的管理:对进货原辅料进行全面的检验和评估,确保其质量符合GMP要求。
4. 生产过程的控制:建立严格的生产过程控制和记录管理制度,确保每一个环节都符合质量标准。
5. 质量检验和验证:对药品进行全面的质量检验和验证,确保其符合规定的质量标准。
6. 不良品和投诉处理:建立完善的不良品和投诉处理制度,确保能及时处理和解决质量问题。
四、GMP的实施要求1. 熟悉和理解GMP规范:员工要深入了解GMP规范的要求和内容,确保能够正确执行。
2. 严格执行操作规程:生产过程中要严格按照操作规程进行操作,确保程序的合规性。
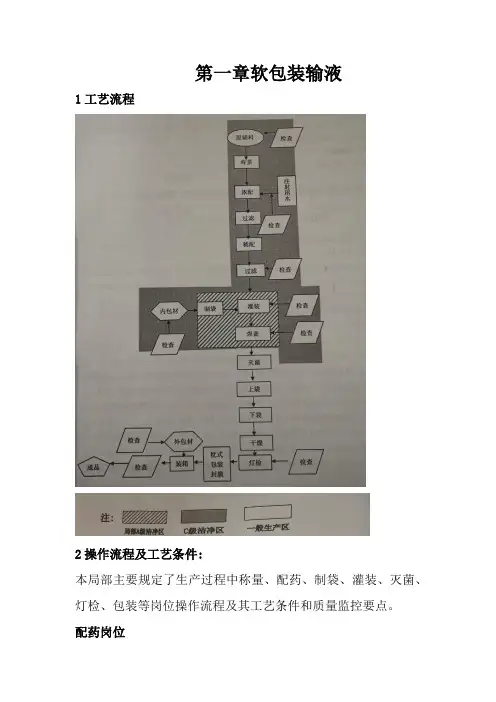
第一章软包装输液1工艺流程2操作流程及工艺条件:本局部主要规定了生产过程中称量、配药、制袋、灌装、灭菌、灯检、包装等岗位操作流程及其工艺条件和质量监控要点。
配药岗位操作流程工艺条件配药操作在C级洁净区内进行。
环境温度控制为18-26℃;相对湿度控制为45-65%;洁净区与非洁净区之间,不同洁净级别的相临房间压差应≥10l药液内不得有任何可见异物等。
灌装岗位操作流程以上操作步骤均在C级背景下的A级环境下进行。
制袋检查:袋子切边应干净、整齐、无毛边、无拉丝、绞合现象,焊缝焊点处不能有脆化、碳化、塑料老化现象。
焊缝强度不低于材料本身强度。
将不合格袋的数量进行记录。
封口检查:热合应严密、牢固、均匀一致无发泡、起毛现象,坠落试验合格。
印刷检查:印刷字迹清晰,色泽-致,版面应端正、适中,印字对软袋材质无损伤。
灭菌岗位操作过程工艺条件天曲采用水浴式灭菌柜在一般生产区域内进行。
灭菌过程由微机控制,操作人员要注意监控。
灭菌用水要符合纯化水标准。
灭菌过程中控制的参数:蒸汽压力,压缩空气压力,灌装结束至灭菌开始的存放时间;灭菌温度、时间、F0值;灭菌状态标识。
灭菌岗位关键控制点:防混淆相关措施整个灭菌操作过程中要求前门、后门不得对开,物流循环生产线运行过程不可逆转,防止灭菌产品混淆。
待灭菌药品经上袋机上至灭菌车上,持一车装满后,操作人员在本车上悬挂黄色的生产状态标识牌来进行标识,标明:品名、规格、批号、数量、状态、操作人、生产日期,要求每一车待灭菌药品均要悬挂状态标识。
所有灭菌后药品,在灭菌完毕,由灭菌操作人员将药品全部由柜内转移出,同时在每车上面悬挂蓝色状志标识牌,标明:品名规格、批号、数量、状态、操作人、生产日期,生产状态标明已灭菌。
灭菌时。
灭菌操作人员不得离岗。
灯检岗位操作流程工艺条件检查员目视力应在09以上,至少每年检查一次。
检查方法,按照卫生部规定的标准逐袋目检之后用双手用力挤压,质检员逐批抽查,不符合要求应返工重检。
